TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025055840
公報種別
公開特許公報(A)
公開日
2025-04-08
出願番号
2023165230
出願日
2023-09-27
発明の名称
ワーク曲げ角度測定方法、及び曲げ加工機
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B21D
5/04 20060101AFI20250401BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ワークの曲げ角度を精度よく測定する。
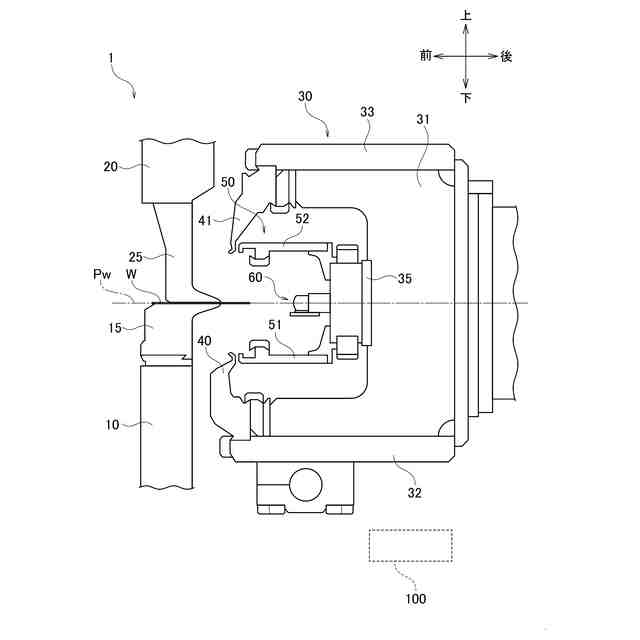
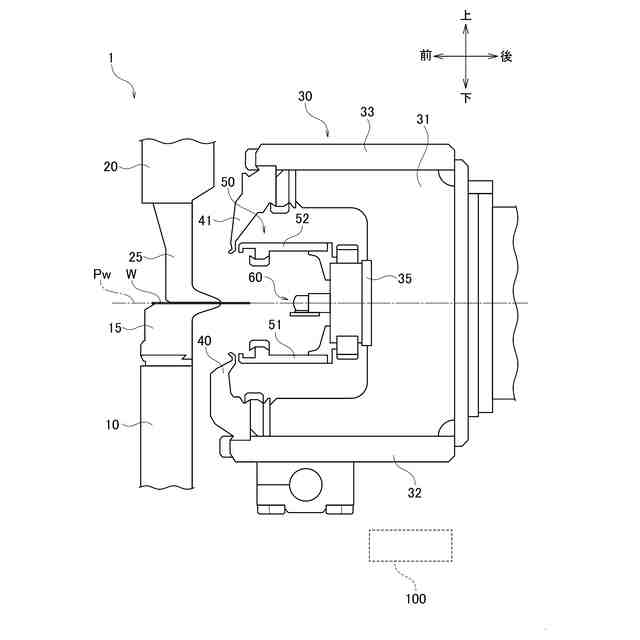
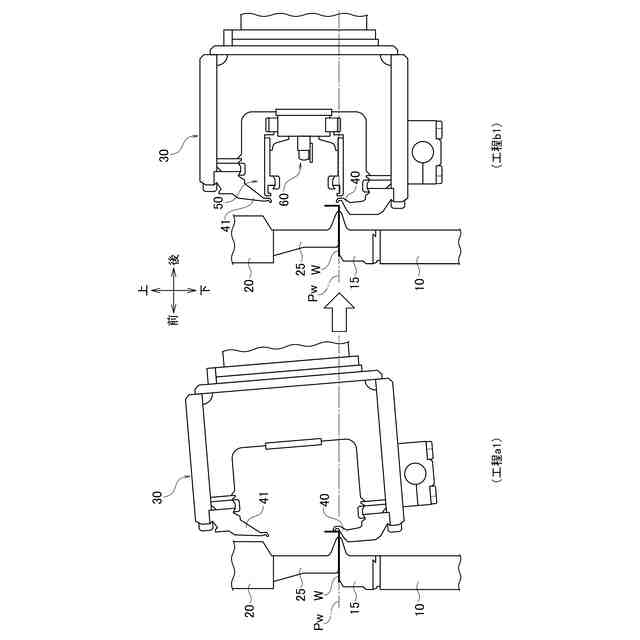
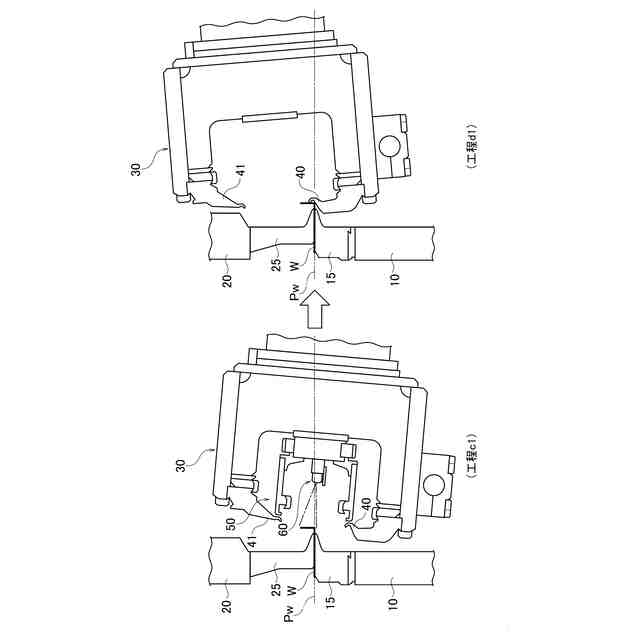
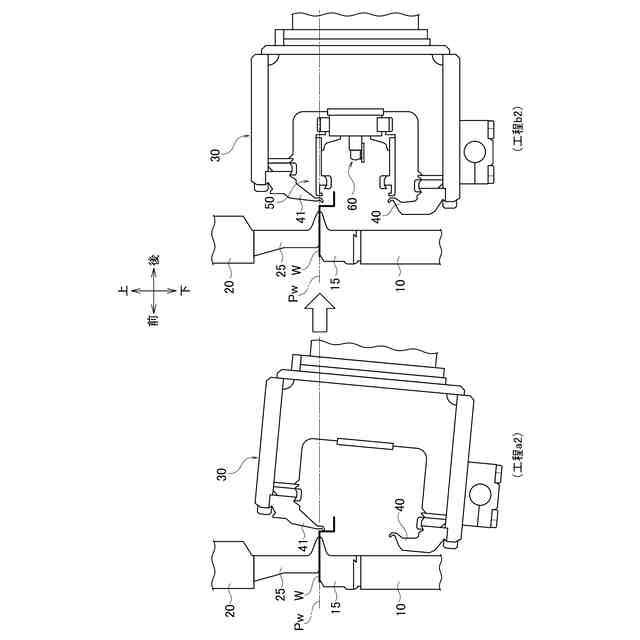
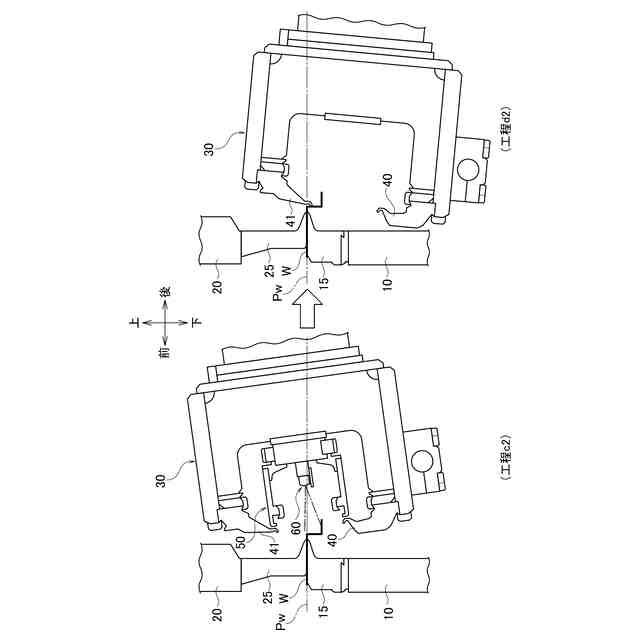
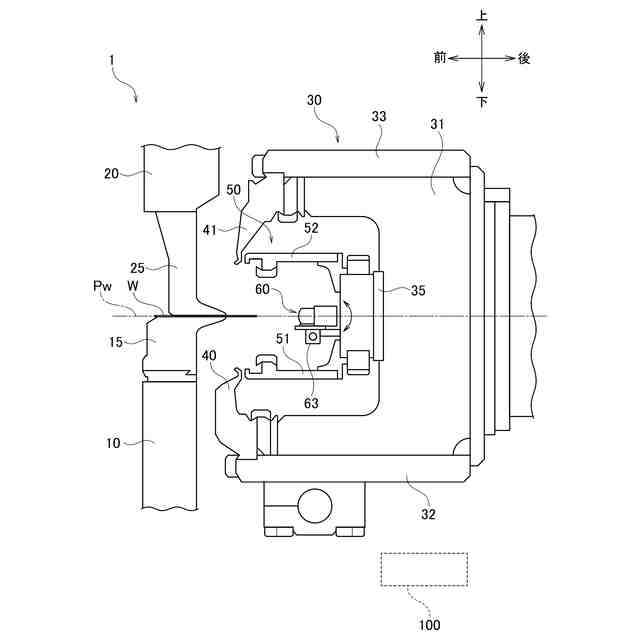
【解決手段】ワーク曲げ角度測定方法は、トップダイ25とボトムダイ15とでワークWを押圧することによりワーク基準面Pwに対してワークWを固定した状態で、標準曲げ金型40、41が装着されたベンドビーム30を動作させることによりワークWに曲げ加工を行う曲げ工程と、ワークWの曲げ角度を測定する測定工程と、を備えている。ベンドビーム30には、曲げ角度を測定するためのレーザ光をワークWに照射する角度測定ユニット60が搭載されている。測定工程は、曲げ工程において曲げられたワークWの曲げ方向に応じて、ワークWに照射されるレーザ光の向きを切り替える切替工程を含んでいる。
【選択図】図1
特許請求の範囲
【請求項1】
トップダイとボトムダイとでワークを押圧することによりワーク基準面に対して前記ワークを固定した状態で、曲げ金型が装着されたベンドビームを動作させることにより前記ワークに曲げ加工を行う曲げ工程と、
前記ワークの曲げ角度を測定する測定工程と、を備え、
前記ベンドビームには、前記曲げ角度を測定するための検出光を前記ワークに照射する角度測定ユニットが搭載されており、
前記測定工程は、
前記曲げ工程において曲げられた前記ワークの曲げ方向に応じて、前記ワークに照射される前記検出光の向きを切り替える切替工程を含む、
ワーク曲げ角度測定方法。
続きを表示(約 1,200 文字)
【請求項2】
前記曲げ工程が、前記ベンドビームの前端側の下部に設けられた正曲げ用曲げ金型により前記ワークを上方向に曲げる正曲げの場合、
前記切替工程は、前記検出光の中心が前記ワーク基準面と平行となる状態よりも、前記検出光を上向きに切り替え、
前記曲げ工程が、前記ベンドビームの前端側の上部に設けられた逆曲げ用曲げ金型により前記ワークを下方向に曲げる逆曲げの場合、
前記切替工程は、前記検出光の中心が前記ワーク基準面と平行となる状態よりも、前記検出光を下向きに切り替える
請求項1記載のワーク曲げ角度測定方法。
【請求項3】
前記角度測定ユニットは、
前記ワークに前記検出光を照射する照射装置と、
前記検出光が照射された前記ワークを撮像する撮像装置と、を含む
請求項1記載のワーク曲げ角度測定方法。
【請求項4】
前記切替工程は、前記ベンドビームを旋回させる工程である
請求項1から3いずれか一項記載のワーク曲げ角度測定方法。
【請求項5】
前記切替工程は、前記ベンドビームを不動にした状態で、前記角度測定ユニットのみを旋回させる工程である
請求項1から3いずれか一項記載のワーク曲げ角度測定方法。
【請求項6】
前記ベンドビームは、
前記ベンドビームの内部に配置され、前記ベンドビームの長手方向に沿って移動自在に構成された移動ユニットを有し、
前記角度測定ユニットは、前記移動ユニットに搭載されている
請求項1から3いずれか一項記載のワーク曲げ角度測定方法。
【請求項7】
前記移動ユニットは、前記ベンドビームに装着された前記曲げ金型では曲げることができない曲げ加工を行うための専用金型が装着可能なユニットである
請求項6記載のワーク曲げ角度測定方法。
【請求項8】
前記角度測定ユニットは、
前記ワークに照射される前記検出光の向きを切り替える光学系を含み、
前記切替工程は、
前記光学系により、前記ワークに照射される前記検出光の向きを切り替える
請求項1から3いずれか一項記載のワーク曲げ角度測定方法。
【請求項9】
トップダイが設けられ、上下方向に可動する上部フレームと、
前記トップダイと対向するボトムダイが設けられた下部フレームと、
前記トップダイと前記ボトムダイとでワークをワーク基準面に固定した状態で、前記ワークに曲げ加工を行うベンドビームと、を備え、
前記ベンドビームは、前記ワークの曲げ角度を測定するための検出光を前記ワークに照射する角度測定ユニットを備え、
角度測定ユニットは、前記曲げ加工により曲げられた前記ワークの曲げ方向に応じて、前記ワークに照射される前記検出光の向きを切り替えるための動作モードを備える
曲げ加工機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワーク曲げ角度測定方法、及び曲げ加工機に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
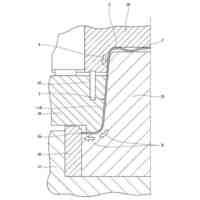
トップダイと、トップダイの下方において対向するボトムダイと、トップダイ及びボトムダイの後方に設けられたベンドビームとを備える曲げ加工機が知られている。この曲げ加工機では、トップダイとボトムダイとによってワークを固定した状態で、上下方向及び前後方向の動きを通じてベンドビームが揺動させられる。ベンドビームの前側上部又はベンドビームの前側下部に装着された曲げ金型によって、トップダイ及びボトムダイから後方へ突出したワークの端部に対して曲げ加工(しごき曲げ加工)が行われる。
【0003】
特許文献1に記載の旋回曲げ機械は、C字状の断面を有するベンドビームの内部に、曲げ角度を非接触で測定する角度測定システムを備えている。角度測定システムは、ワークが配置される基準面よりも下方に配置される第1角度測定ユニットと、ワークが配置される基準面よりも上方に配置される第2角度測定ユニットと、を含んでいる。第1角度測定ユニットは、基準面よりも上側に測定範囲を有し、第2角度測定ユニットは、基準面よりも下側に測定範囲を有している。
【先行技術文献】
【特許文献】
【0004】
国際公開第2017/181208号
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に開示された手法によれば、2回以上の曲げを行う場合に、先行する曲げ工程で曲げられたワークの曲げ領域によって、角度測定ユニットから照射されるレーザ光が遮られてしまい、測定対象となる曲げ領域の角度測定を行えないことがある。
【課題を解決するための手段】
【0006】
本発明の一態様のワーク曲げ角度測定方法は、トップダイとボトムダイとでワークを押圧することによりワーク基準面に対してワークを固定した状態で、曲げ金型が装着されたベンドビームを動作させることによりワークに曲げ加工を行う曲げ工程と、ワークの曲げ角度を測定する測定工程と、を備え、ベンドビームには、曲げ角度を測定するための検出光をワークに照射する角度測定ユニットが搭載されており、測定工程は、曲げ工程において曲げられたワークの曲げ方向に応じて、ワークに照射される検出光の向きを切り替える切替工程を含む。
【0007】
このワーク曲げ角度測定方法によれば、曲げ工程で曲げられたワークの曲げ方向に応じて、レーザ光の向きを切り替えることができる。これにより、先行する曲げ工程で曲げられたワークの曲げ領域によって、角度測定ユニットから照射されるレーザ光が遮られることを抑制することができる。
【発明の効果】
【0008】
本発明の一態様によれば、測定対象となるワークの曲げ領域に対してレーザ光を適切に照射することができるので、ワークの曲げ角度を精度よく測定することができる。
【図面の簡単な説明】
【0009】
図1は、本実施形態に係る曲げ加工機の要部を模式的に示す側面図である。
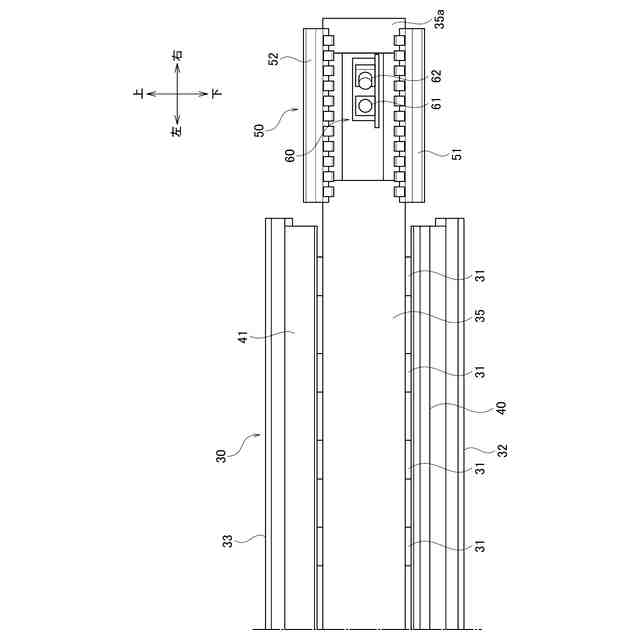
図2は、本実施形態に係る曲げ加工機のベンドビームの要部を模式的に示す正面図である。
図3は、曲げ加工機によるワークWの曲げ加工方法の概念を示す図である。
図4は、曲げ加工機によるワークWの曲げ加工方法の概念を示す図である。
図5は、曲げ加工機によるワークWの曲げ加工方法の概念を示す図である。
図6は、曲げ加工機によるワークWの曲げ加工方法の概念を示す図である。
図7は、曲げ加工機の変形例を示す図である。
【発明を実施するための形態】
【0010】
以下、図面を参照し、本実施形態に係るワーク曲げ角度測定方法、及び曲げ加工機について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
27日前
株式会社プロテリアル
鍛造装置
3か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社オプトン
曲げ加工装置
1か月前
株式会社不二越
NC転造盤
1か月前
日産自動車株式会社
逐次成形方法
1か月前
株式会社アマダ
曲げ加工機
26日前
トヨタ自動車株式会社
パイプ曲げ加工装置
18日前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社三明製作所
転造装置
2か月前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社不二越
転造加工用平ダイス
12日前
株式会社カネミツ
筒張出部形成方法
2か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
株式会社エナテック
製品分離システム
26日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
本田技研工業株式会社
鍛造用金型
1か月前
日本製鉄株式会社
圧延装置
1か月前
日本製鉄株式会社
圧延装置
1か月前
トックス プレソテクニック株式会社
接合装置
25日前
トヨタ自動車株式会社
歯形を鍛造成形する方法
5日前
トヨタ紡織株式会社
モータコアの製造装置
2か月前
個人
日本刀の製造方法
2か月前
株式会社IKS
滑り止め構造
1か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
アイダエンジニアリング株式会社
板状部材送り装置
3か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
株式会社アマダ
安全確認画像の表示方法
2か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
2か月前
アイダエンジニアリング株式会社
アシスト絞り成形装置
23日前
日本製鉄株式会社
鋼板の熱間圧延方法
1か月前
馳逸自動化科技(蘇州)有限公司
合金スタンピング装置
2か月前
フタバ産業株式会社
パイプの製造方法
1か月前
ユニプレス株式会社
ホットスタンプ製品の製造方法
5日前
株式会社ジーテクト
プレス成形方法およびプレス成形装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ