TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025002369
公報種別
公開特許公報(A)
公開日
2025-01-09
出願番号
2023102494
出願日
2023-06-22
発明の名称
板状部材送り装置
出願人
アイダエンジニアリング株式会社
代理人
個人
主分類
B21D
43/09 20060101AFI20241226BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】 板状部材の厚さに応じてクランプ状態とレリース状態を容易に調整可能であると共に、十分な開口量を持ったメンテナンス時状態を作り出すことができ、かつ、その状態を安全に維持することができ、更には、原点位置の設定などを不要とする板状部材送り装置を提供する。
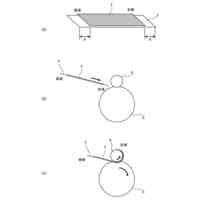
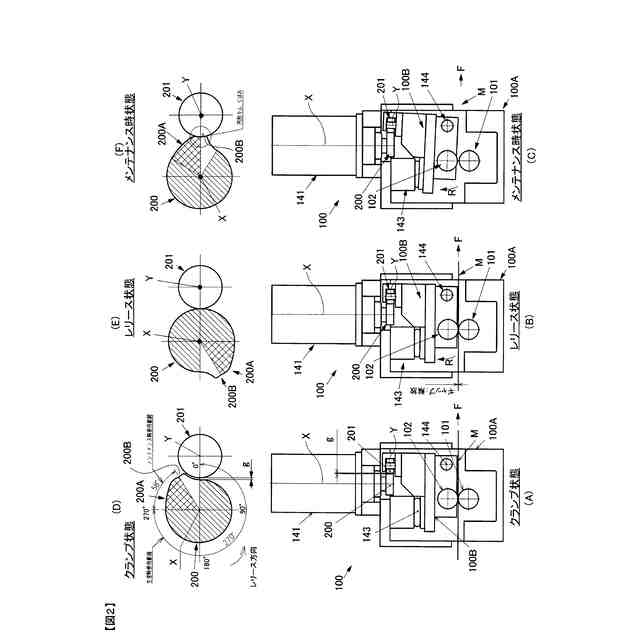
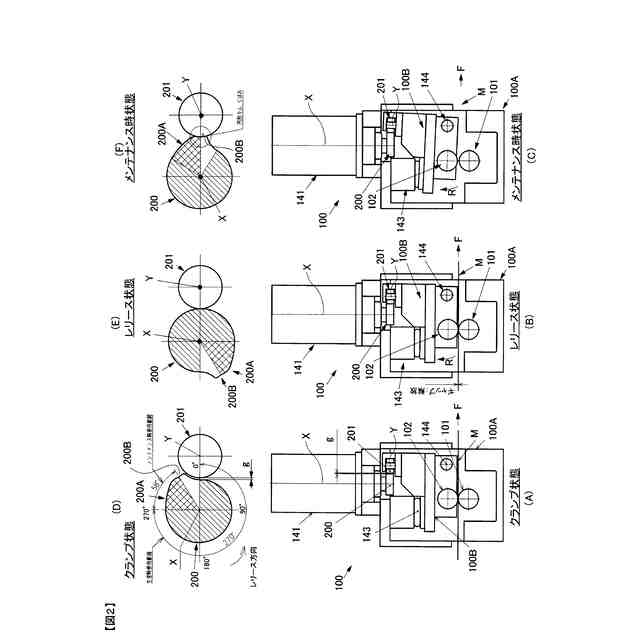
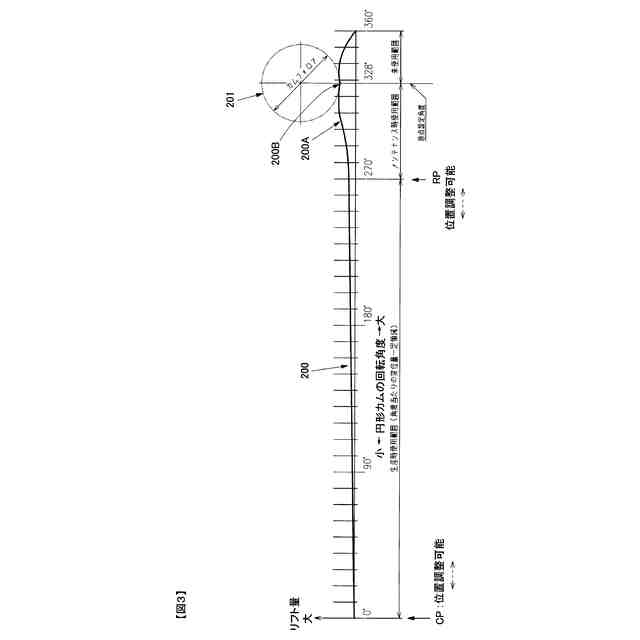
【解決手段】 本発明は、下ロール101と上ロール102とにより挟み込んで板状部材Mを搬送する板状部材送り装置であって、円形カム200の外周プロフィールに従ってカムフォロア201を移動させることで、上ロール102或いは下ロール101の少なくとも一方を他方に対して接近させるクランプ状態と、前記一方を他方に対して離間させるレリース状態と、を切り替え可能に構成し、円形カム200の外周プロフィールは、稼働時における円形カムの回転角度領域とは別の領域に、隆起部200Aを有し、その頂上付近にカムフォロア201の外周の一部を収容する凹部200Bを有する。
【選択図】図2
特許請求の範囲
【請求項1】
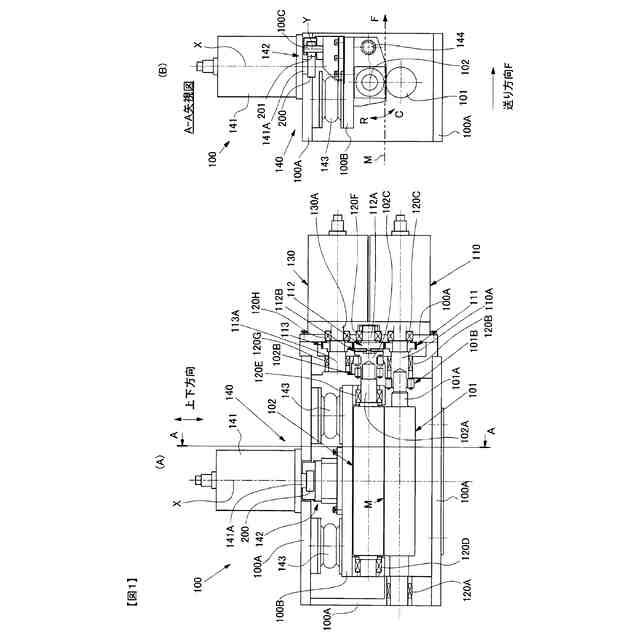
装置本体に対して回転可能に支持される下ロールと、前記下ロールと平行に配設される回転可能な上ロールと、により挟み込んで、前記下ロールと前記上ロールの少なくとも一方に回転駆動を与えて板状部材を搬送する板状部材送り装置であって、
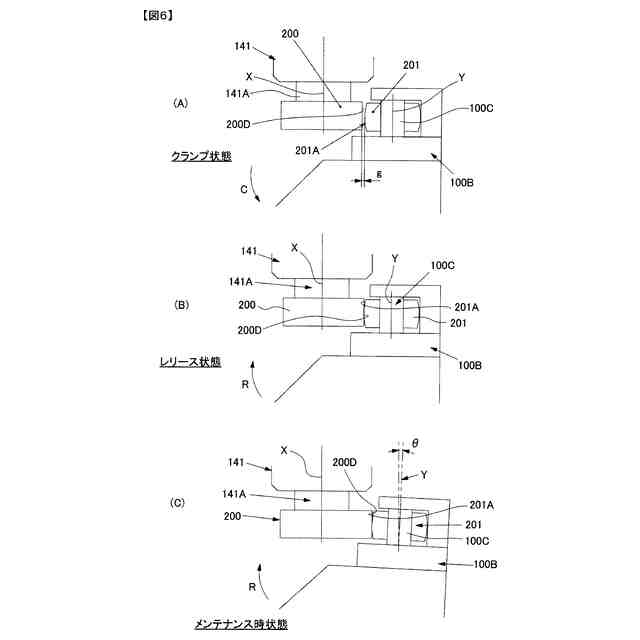
円形カムの外周プロフィールに従ってカムフォロアを移動させることで、前記カムフォロアに連結された前記上ロール或いは前記下ロールの少なくとも一方を他方に対して接近させるクランプ状態と、前記上ロール或いは前記下ロールの少なくとも一方を他方に対して離間させるレリース状態と、を切り替え可能に構成したクランプ・レリース機構を備え、
稼働時に、前記クランプ状態にて前記板状部材を搬送し、前記レリース状態で前記板状部材を解放するものにおいて、
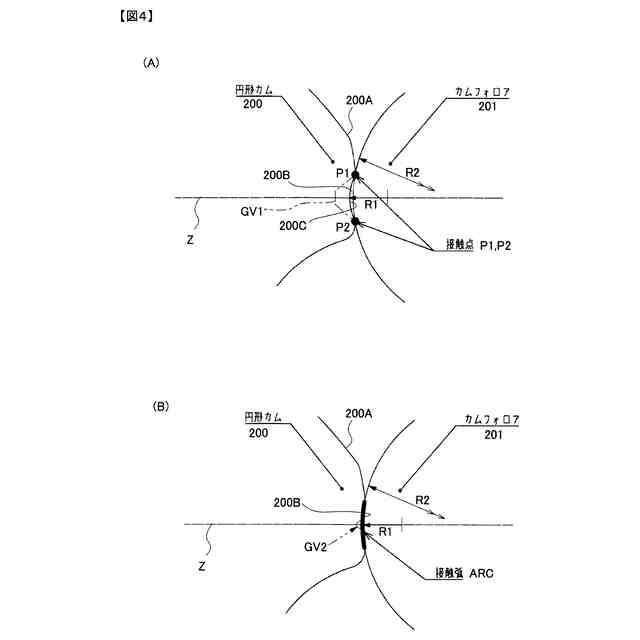
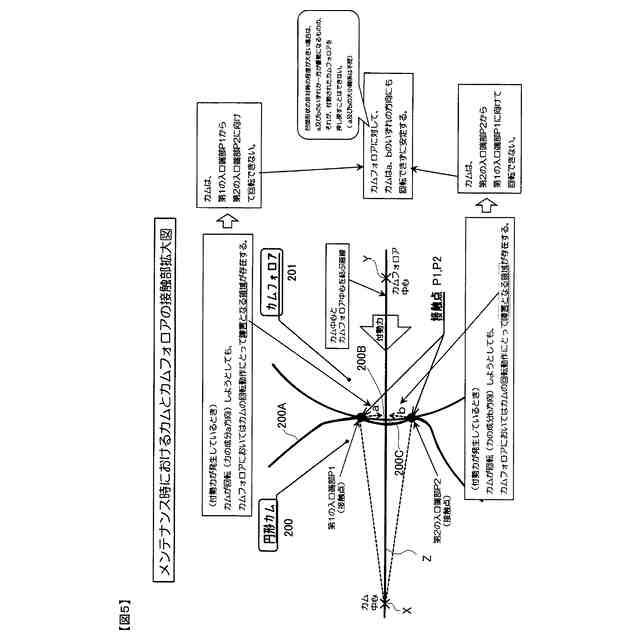
前記円形カムの外周プロフィールは、前記稼働時において前記クランプ状態における前記円形カムの回転角度位置から前記レリース状態における前記円形カムの回転角度位置へと至る回転角度領域とは別の領域に、リフト量が増える隆起部を有すると共に、当該隆起部の頂上付近に前記カムフォロアの外周の一部を、少なくとも2点で接して収容する凹部、或いは底面の一部と面触接して収容する凹部を有する
ことを特徴とする板状部材送り装置。
続きを表示(約 890 文字)
【請求項2】
前記凹部の円形カムの中心軸と直交する横断面において、
前記円形カムの凹部と前記カムフォロアの外周の一部とが、第1の入口端部と、第2の入口端部と、の2点で接する場合に、
前記円形カムの回転中心と前記カムフォロアの回転中心とを結ぶ直線に対して、前記第1の入口端部及び前記第2の入口端部が、互いに反対側に位置する
ことを特徴とする請求項1に記載の板状部材送り装置。
【請求項3】
前記凹部の円形カムの中心軸と直交する横断面において、
前記円形カムの凹部と前記カムフォロアの外周の一部とが、当該凹部の底面の一部と面触接する場合に、
その接触面が、前記円形カムの回転中心と、前記カムフォロアの回転中心と、を結ぶ直線を挟んで両側に延在する
ことを特徴とする請求項1に記載の板状部材送り装置。
【請求項4】
前記円形カムの凹部と前記カムフォロアの外周の一部とが、第1の入口端部と、第2の入口端部と、の2点で接する場合に、
メンテナンス時において、これら2点に対して前記カムフォロアに連結された揺動フレームの自重を作用させることで、前記円形カムの回転を抑制することを特徴とする請求項2に記載の板状部材送り装置。
【請求項5】
前記円形カムの凹部と前記カムフォロアの外周の一部とが、当該凹部の底面の一部と面触接する場合に、
メンテナンス時において、面接触する部分に対して前記カムフォロアに連結された揺動フレームの自重を作用させることで、前記円形カムの回転を抑制することを特徴とする請求項3に記載の板状部材送り装置。
【請求項6】
前記円形カムの凹部が、前記カムフォロアの外周の一部を、少なくとも2点で接して収容している状態、或いは底面の一部と面触接して収容している状態における前記カムフォロアのリフト量が、前記レリース状態における前記カムフォロアのリフト量より大きいことを特徴とする請求項1~請求項5の何れか一つに記載の板状部材送り装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板状部材(板状材料)を下流(次工程)へ送る板状部材送り装置の改良技術に関し、例えばプレスマシンに供給される板状部材を搬送する板状部材の送り装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、板状部材(シート状のブランク材)をプレスマシンに供給する技術として、例えば、上ロールと下ロールの間に板状部材を挟み、その状態で上ロールと下ロールの少なくとも一方を回転駆動することで、板状部材を搬送する材料送り装置がある。
ここで、この種の材料送り装置は、上ロールと下ロールの間に板状部材を所定押圧力で挟み込んで板状部材に搬送力を付与するクランプ状態と、プレスマシンがプレス加工をする際に板状材料を上ロールと下ロールから解放するレリース状態と、を切り替え可能にした機構が備えられている。
【0003】
特許文献1の装置では、上ロールをリンク機構を介して下ロール及び板状材料に対して弾性付勢させるクランプ状態と、前記リンク機構に当接された円形カムをモータで回転させることで当該円形カムの外周形状に追従させて上ロールを下ロールから所定に離間させるレリース状態と、を切り替え可能に構成されている(特許文献1の図2参照)。
【0004】
特許文献2の装置では、モータの回転運動をスライドコマの直線運動に変換し、このスライドコマと係合している傾斜カムを用いて、上ロールを下ロールに対して接近或いは離間(進退)可能に構成することで、上ロールの下ロール及び板状部材に対するクランプ状態と、レリース状態と、を切り換え可能に構成している。
【0005】
特許文献3の装置では、エアシリンダにより直進カムを往復運動的に直動させ、この直進カムのプロフィールに沿って上下動されるカムフォロアを介して下ロールを上下動させて、クランプ状態と、レリース状態と、を切り換え可能に構成している。
【先行技術文献】
【特許文献】
【0006】
特開2000-225427号公報
国際公開WO2018/096903号公報
特開2009-106990号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ここで、板状部材がつまったり、板状部材が斜行したり蛇行した時の回復や調整作業、及びロール清掃等のメンテナンス作業の際は、ロールをレリース状態とし、かつ、安全のために材料送り装置の電源を遮断する必要がある。
【0008】
このため、特許文献1の装置では、レリース状態の位置でロール位置を保持するには、モータブレーキ等の追加の手段を備える必要がある。
また、特許文献2の装置においても、作業中の振動や衝撃によってロールが落下する可能性があり、ロールの位置を保持するために、特許文献1と同様、追加のブレーキ手段等を備える必要がある。
特許文献3の装置においては、電源を遮断しても下ロールをレリースした位置で保持する構造となっているが、板材の厚みに応じて上ロールの位置を調整するための機構が別途必要となり、複雑な構造となっている。
【0009】
また、前記調整作業やメンテナンス作業の際は、作業性を良くするために、通常のレリース状態における上ロールと下ロールの間の離間量(開口量)より大きく開口できるようにすることも望まれる。
特に、特許文献1のような円形カムを用いたリリーシング装置は、円形カムによりカムフォロア側を移動させて、クランプ状態と、レリース状態と、を作る構造であり、クランプ力は円形カムによる押し付け力により発生する。したがって、板状部材の安定搬送を行うためには、板厚を精密に測定し、その板厚に応じた円形カムの回転角度位置を再現する必要がある。しかし、当該装置のメンテナンス作業の際、円形カムの制御原点を喪失した場合には、円形カムの制御原点の再設定を行わなければならない。この再設定を行う作業者には熟練度が要求され、その作業自体、煩雑で時間を要する。
【0010】
本発明は、かかる各種の実情に鑑みなされたもので、比較的簡単かつ低コストな構成を維持しつつ、板状部材の厚さに応じてクランプ状態とレリース状態を容易に調整可能であると共に、円滑にかつ十分な開口量を持ったメンテナンス時状態を作り出すことができ、かつ、その状態を安全に維持することができ、更には、メンテナンス作業後等における円形カムとカムフォロア側との位置関係の設定などを不要とする使い勝手の良い板状部材送り装置を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
2か月前
株式会社プロテリアル
鍛造装置
4か月前
トヨタ自動車株式会社
金型装置
4か月前
株式会社オプトン
曲げ加工装置
2か月前
株式会社不二越
NC転造盤
2か月前
工機ホールディングス株式会社
ニブラ
17日前
トヨタ紡織株式会社
プレス金型
1か月前
株式会社西田製作所
パンチャーヘッド
24日前
トヨタ紡織株式会社
プレス装置
24日前
株式会社アマダ
曲げ加工機
2か月前
株式会社TMEIC
監視装置
1か月前
日産自動車株式会社
逐次成形方法
3か月前
株式会社トラバース
パンチング加工装置
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
11日前
トヨタ自動車株式会社
パイプ曲げ加工装置
2か月前
株式会社吉野機械製作所
プレス機械
4か月前
株式会社三明製作所
転造装置
4か月前
トヨタ紡織株式会社
プレス金型装置
24日前
株式会社カネミツ
筒張出部形成方法
4か月前
加藤軽金属工業株式会社
押出材の加工装置
2か月前
株式会社不二越
転造加工用平ダイス
2か月前
株式会社エナテック
製品分離システム
2か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
本田技研工業株式会社
鍛造用金型
2か月前
株式会社カネミツ
歯付円筒体形成方法
4か月前
トヨタ自動車株式会社
熱間鍛造用金型
4か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
1か月前
トックス プレソテクニック株式会社
接合装置
2か月前
日本製鉄株式会社
圧延装置
3か月前
日本製鉄株式会社
圧延装置
2か月前
トヨタ紡織株式会社
パンチ及びプレス金型
16日前
日産自動車株式会社
金属板の曲げ加工方法
17日前
トヨタ紡織株式会社
モータコアの製造装置
4か月前
株式会社IKS
滑り止め構造
3か月前
JFEスチール株式会社
板巻き加工品の製造方法
1か月前
個人
日本刀の製造方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ