TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025070386
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2023180664
出願日
2023-10-20
発明の名称
板巻き加工品の製造方法
出願人
JFEスチール株式会社
代理人
個人
主分類
B21D
5/14 20060101AFI20250424BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】板状のブランクを、真円度が高い断面形状の板巻き加工品に加工することができる板巻き加工品の製造方法を提供する。
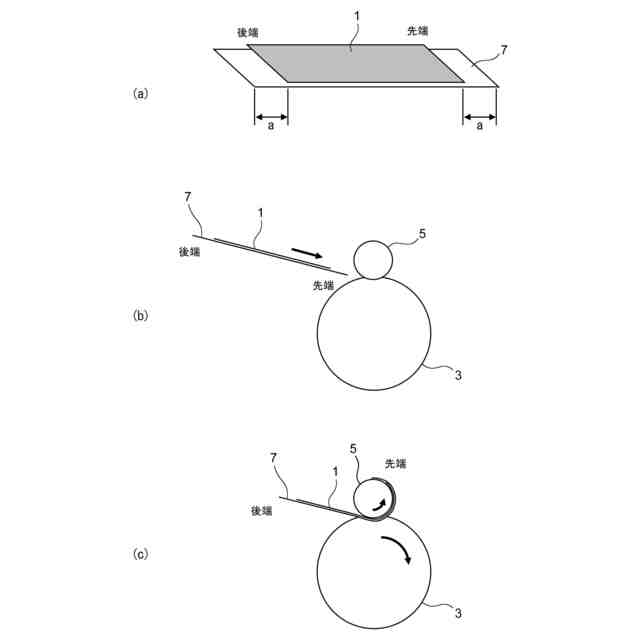
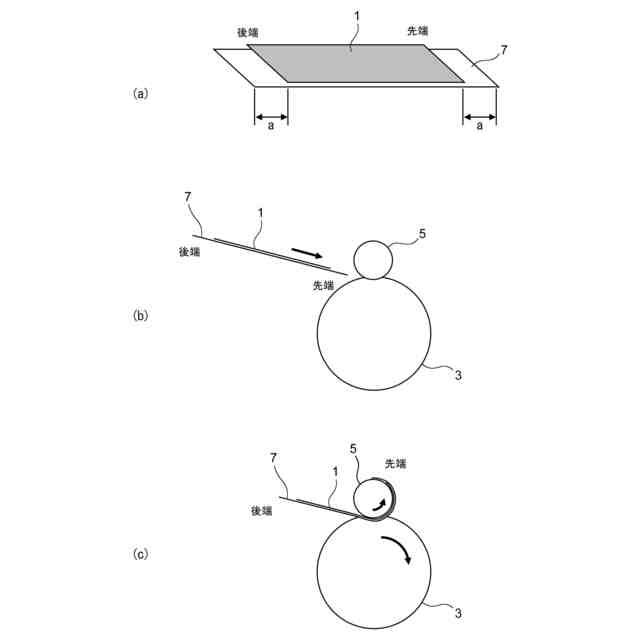
【解決手段】本発明に係る板巻き加工品の製造方法は、ウレタンロール3に鋼ロール5を押し付けた状態でウレタンロール3と鋼ロール5を回転させ、回転するウレタンロール3と鋼ロール5の間に板状のブランク1を通すことで、ブランク1を筒状に板巻き加工する方法であって、ブランク1の少なくとも先端部および後端部におけるウレタンロール3側の面に板状のダミーブランク7を重ねると共に、ダミーブランク7の一部をブランク1の先端および後端から板巻き方向に突出させた状態で、ブランク1とダミーブランク7をウレタンロール3と鋼ロール5の間に通すこと、を特徴とするものである。
【選択図】 図1
特許請求の範囲
【請求項1】
ウレタンロールに鋼ロールを押し付けた状態で前記ウレタンロールと前記鋼ロールを回転させ、回転する前記ウレタンロールと前記鋼ロールの間に板状のブランクを通すことで、該ブランクを筒状に板巻き加工する板巻き加工品の製造方法であって、
前記ブランクの少なくとも先端部および後端部における前記ウレタンロール側の面に板状のダミーブランクを重ねると共に、該ダミーブランクの一部を前記ブランクの先端および後端から板巻き方向に突出させた状態で、前記ブランクと前記ダミーブランクを前記ウレタンロールと前記鋼ロールの間に通すこと、を特徴とする板巻き加工品の製造方法。
続きを表示(約 460 文字)
【請求項2】
前記ダミーブランクは、先端側から後端側まで連続する1枚の金属板であること、を特徴とする請求項1記載の板巻き加工品の製造方法。
【請求項3】
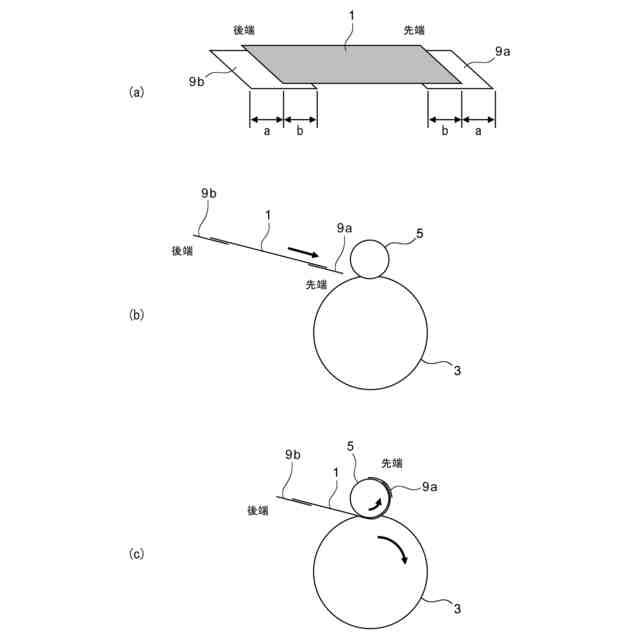
前記ダミーブランクは、前記ブランクの先端側に配置される先端側ダミーブランクと、前記ブランクの後端側に配置される後端側ダミーブランクの2枚の金属板からなることを特徴とする請求項1記載の板巻き加工品の製造方法。
【請求項4】
加工目標の筒径をDとしたときに、
前記ブランクの先端部と前記先端側ダミーブランク、および前記ブランクの後端部と前記後端側ダミーブランクにおける板送り方向の重なり長さを、それぞれD/4以上としたことを特徴とする請求項3に記載の板巻き加工品の製造方法。
【請求項5】
加工目標の筒径をDとしたときに、
前記ダミーブランクにおける前記ブランクの先端および後端からの突出長さを、それぞれD/4以上としたことを特徴とする請求項1乃至4のいずれか一項に記載の板巻き加工品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウレタンロールフォーム(ウレタンベンディングロール成形、ウレタンロール成形、ウレタンロール曲げ、板巻きロール製管)を用いた板巻き加工品の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
パイプ状に加工された鋼材、いわゆる鋼管は、様々な用途に使用される。
鋼管を製造する方法の一つとして、矩形の鋼板ブランクを筒状に板巻き加工し、端部を突合せ溶接する方法がある。
上記の板巻き加工には、一般的にウレタンロールフォーム(ウレタンベンディングロール成形、ウレタンロール成形、ウレタンロール曲げ、板巻きロール製管ともいう)が用いられている。ウレタンロールフォームは、概ね長さ1000mm以下の比較的短尺なパイプの製造に好適な方法である。
【0003】
ウレタンロールフォームは、図7(a)に示すように、ウレタン製のロールであるウレタンロール3と、鋼製のロールである鋼ロール5とを圧接させて配置し、両ロールの圧接部分に矩形の板材であるブランク1を通してブランク1を曲げ加工する方法である。ウレタンロールフォームによる板巻き加工の過程を図8に示す。
【0004】
ウレタンロールフォームでは、図8(a)に示すように、鋼ロール5(主ロール)とウレタンロール3(副ロール)とが圧接させた状態で設置されることにより、弾性体であるウレタンロール3の周面が鋼ロール5の周面に沿って湾曲凹状に変形する。この状態でウレタンロール3と鋼ロール5を回転させ、図8(b)に示すように、回転するウレタンロール3と鋼ロール5の間にブランク1を通すと、ウレタンロール3の弾性力によってブランク1が鋼ロール5に押し付けられ、ブランク1が鋼ロール5の外径に応じた曲げ径で曲げ加工される。曲げ加工によって塑性変形したブランク1は、図8(c)に示すように、鋼ロール5に巻き付けられながらロール出側に排出される。
このように鋼ロール5に巻き付けながらブランク1の全長を曲げ加工することにより、図7(b)に示すような、筒状の板巻き加工品11を得ることができる(板巻き加工)。
【0005】
鋼ロール5は、径が異なる他の鋼ロール5と交換できるようになっており、目標とするパイプ(鋼管)径に応じた径の鋼ロール5と交換することで、板巻き加工の曲げ径を変更することができる。一方、一般的に鋼ロール5に較べて大径であるウレタンロール3は、目標とするパイプ径に応じて交換することはなく、共通で使用される。
【0006】
上述したウレタンロールフォームの例が、例えば特許文献1に開示されている。
特許文献1によれば、帯板状ろう材を、鋼材製の上ロールと外周部にウレタンゴム層を有する下ロールとの間に通過させて、リング状に成形することにより、極めて真円形に近いリング状ろう材が得られるとしている。
【先行技術文献】
【特許文献】
【0007】
特開平8-197285号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記のように、鋼ロール5とウレタンロール3とを圧接させることで、ウレタンロール3の周面を鋼ロール5の周面に沿って凹状に変形させ、この圧接部分にブランク1(板材)を通過させることで、ブランク1を鋼ロール5に沿った形状に曲げ加工できる。しかし、板送り方向におけるブランク1の先端部及び後端部(以下、単に「ブランクの先端部」、「ブランクの後端部」という)は、曲げ癖が付きにくく、目標とする曲げ径に曲げ加工できない場合がある。この点について、図9を用いて説明する。
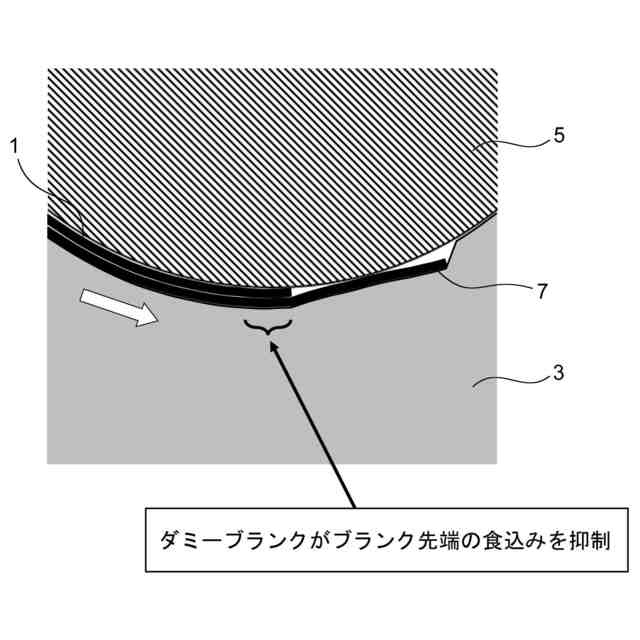
【0009】
図9は、鋼ロール5とウレタンロール3とが圧接した部分の拡大図であり、当該部分にブランク1の先端を挿入したときの状態を模式的に示している。なお、図中の白抜き矢印はブランク1の板送り方向を示している。
ブランク1の先端部は連続する材料による拘束がない自由端であるため、曲げ癖がつきにくい。したがって、図9に示すように、ブランク1の先端部(図中“{“で示す部分)が、ウレタンロール3に食い込むように曲げ外側に広がり、曲げ加工(R加工)が不十分になる場合がある。また、ブランク1の後端部においても同様の現象が生じる。この現象は、目標とするパイプ径が小さい、板厚が厚い、あるいは素材が高強度といった曲げ加工しにくい条件で特に顕著に表れる。
【0010】
ウレタンロールフォームで板巻き加工した板巻き加工品11は、その後、ブランク1の先端及び後端であった部分を溶接されてパイプになる。溶接前の板巻き加工品11は、図10(a)に示すように両端部が開く(又は重なりあう)ので、図10(b)に示すように、クランプ装置13を用いて板巻き加工品の両端部を突合せた状態で固定し、突合せ部分を溶接される。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
ヘッダー加工機
4か月前
株式会社不二越
NC転造盤
3か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
日伸工業株式会社
プレス加工装置
3か月前
オムロン株式会社
導線折り曲げ治具
1か月前
工機ホールディングス株式会社
ニブラ
5か月前
トヨタ紡織株式会社
プレス装置
5か月前
株式会社西田製作所
パンチャーヘッド
5か月前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ紡織株式会社
プレス金型
4か月前
株式会社アマダ
曲げ金型
1か月前
トヨタ紡織株式会社
プレス金型
6か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
5か月前
株式会社TMEIC
監視装置
6か月前
日鉄建材株式会社
成形装置
9日前
株式会社アマダ
曲げ加工機
4か月前
株式会社トラバース
パンチング加工装置
5か月前
フジテック株式会社
金属棒曲げ工具
11日前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
浙江飛剣工貿有限公司
二重片口の製造方法
4か月前
株式会社吉野機械製作所
プレス機械
4か月前
ユニオンツール株式会社
転造ダイスセット
3か月前
トヨタ紡織株式会社
プレス金型装置
5か月前
ユニプレス株式会社
プレス加工装置
2か月前
株式会社三明製作所
転造装置
1か月前
株式会社不二越
転造加工用平ダイス
6か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
JFEスチール株式会社
熱延鋼板の製造方法
2か月前
株式会社アマダ
プレスブレーキ
2か月前
東京精密発條株式会社
金属板の曲げ加工装置
1か月前
株式会社TMEIC
誘導加熱装置
3か月前
株式会社TMEIC
制御システム
3か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
6か月前
共英製鋼株式会社
異形棒鋼の捻れ抑制方法
20日前
株式会社今井金箔
金属箔製造方法、及び、金属箔
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































