TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025043504
公報種別
公開特許公報(A)
公開日
2025-04-01
出願番号
2023150815
出願日
2023-09-19
発明の名称
転造加工用平ダイス
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B21H
5/00 20060101AFI20250325BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】中空円筒状の被加工材に対する転造加工において、転造加工前に前工程を追加することなく、また中実円筒状の被加工材と同様の加工サイクルでも転造加工後の中空穴部分の変形を抑制し、良好な転造加工精度の得ることができる転造加工用平ダイスを提供する。
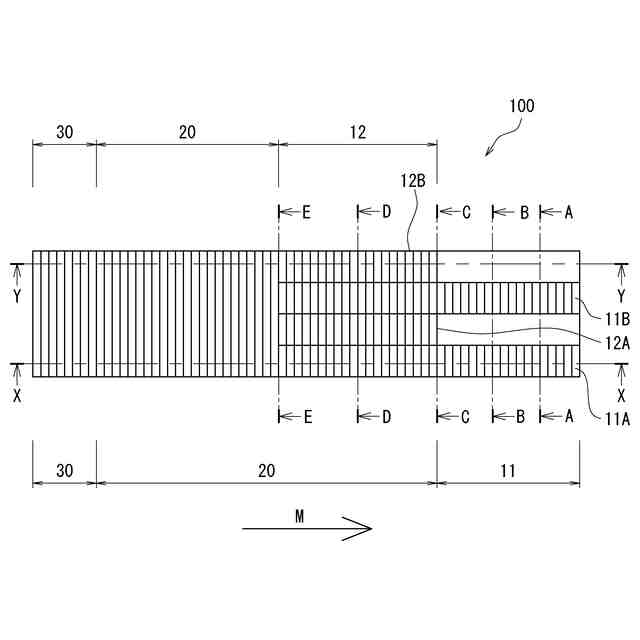
【解決手段】被加工材に転造加工を行う加工歯を備えた食付き部11,12、被加工材に対して引き続き転造加工を行う加工歯を備えた仕上げ部20を有する転造加工用平ダイス100において、食付き部11,12を転造加工用平ダイス100の移動方向の前方側に前方食付き部11、後方側に後方食付き部12をそれぞれ形成する。前方食付き部11と後方食付き部12は、転造加工用平ダイス100の幅方向に沿って配置して、転造加工用平ダイス100の長手方向にて前方食付き部11の終端位置と後方食付き部12の始端位置を一致するように配置する。
【選択図】図1
特許請求の範囲
【請求項1】
少なくとも、被加工材に対して最初に転造加工を行う複数の加工歯を備えた食付き部と、前記食付き部に連続して形成されて前記被加工材に対して引き続き転造加工を行う複数の加工歯を備えた仕上げ部と、を有する転造加工用平ダイスであって、前記食付き部は、前記転造加工用平ダイスの移動方向の前方側に配置される前方食付き部と、前記転造加工用平ダイスの移動方向の後方側に配置される後方食付き部と、を有しており、前記前方食付き部と前記後方食付き部は互いに前記転造加工用平ダイスの幅方向に沿って配置されていて、前記転造加工用平ダイスの長手方向において前記前方食付き部による転造加工が完了する終端位置と前記後方食付き部による転造加工が開始する始端位置が一致するように配置されていることを特徴とする転造加工用平ダイス。
続きを表示(約 520 文字)
【請求項2】
前記前方食付き部は、第1前方食付き部および第2前方食付き部から形成し、前記第1前方食付き部および前記第2前方食付き部は前記転造加工用平ダイスの幅方向において互いに離間して配置されていて、前記後方食付き部は、第1後方食付き部および第2後方食付き部から形成し、前記第1後方食付き部および前記第2後方食付き部は前記転造加工用平ダイスの幅方向において互いに離間して配置されていて、かつ前記転造加工用平ダイスの長手方向における前記第1前方食付き部および前記第2前方食付き部による転造加工が開始する始端位置は前記転造加工用平ダイスによる転造加工が開始する始端位置に一致するように配置されており、前記第1および第2前方食付き部による転造加工が完了する終端位置と前記第1および第2後方食付き部による転造加工が開始する始端位置が一致するように配置されていること特徴とする請求項1に記載の転造加工用平ダイス。
【請求項3】
少なくとも、前記前方食付き部または前記後方食付きのいずれか一方の加工歯の輪郭は、前記転造加工用平ダイスの側面視にて曲線形状を有していること特徴とする請求項1または2に記載の転造加工用平ダイス。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工材に対してスプライン歯形などの歯車を転造加工する転造加工用平ダイスに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来、転造加工用平ダイスを使用した歯車の転造加工において、種々の転造加工用平ダイスおよびそれを用いた転造加工方法が開示されている(特許文献1および2参照)。しかし、これらの平ダイスは中実円筒状の被加工材が対象であり、中空円筒状の被加工材に対する転造加工では転造加工時の大きな荷重によって中空穴部分が大きく変形するという問題があった。
【0003】
そこで、中空円筒状の被加工材に対するいくつかの転造加工方法が開示されている。例えば、特許文献3では丸ダイスを用いた転造加工方法が開示されている。また、特許文献4では中空円筒状の被加工材に対して、中空部分に芯金を使用した転造加工方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開平6-106286号
実公平2-27950号公報
特開平5-69074号公報
特許第5183116号
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1で開示されているような丸ダイスを使用した転造加工では、使用する転造盤が大型化して、コストアップやリードタイムの増加につながっていた。また、特許文献2で開示されているような芯金を入れた転造加工では、加工終了後に芯金を引き抜く工程が必要であるので、やはり加工時間の増加になっていた。同時に、中空部分の穴径が広がる可能性もあり、中空部分の穴径を確保するためは、被加工材の材質や厚さなどについて一定の制約があった。
【0006】
そこで、本発明は、被加工材(特に中空円筒状の被加工材)に対する転造加工において、転造加工前に前工程(準備工程)を追加することなく、また中実円筒状の被加工材と同様の加工サイクルでも転造加工後の中空穴部分の変形を抑制し、良好な転造加工精度の得ることができる転造加工用平ダイスを提供することを課題とする。
【課題を解決するための手段】
【0007】
本願発明の転造加工用平ダイスは、被加工材に対して最初に転造加工を行う複数の加工歯を備えた食付き部および、この食付き部に連続して形成されて被加工材に対して引き続き転造加工を行う複数の加工歯を備えた仕上げ部を有する転造加工用平ダイスにおいて、当該食付き部は転造加工用平ダイスの移動方向の前方側に配置される前方食付き部と転造加工用平ダイスの移動方向の後方側に配置される後方食付き部から形成する。これらの前方食付き部と後方食付き部は、転造加工用平ダイスの幅方向に沿って配置し、転造加工用平ダイスの長手方向においては、前方食付き部の終端位置と後方食付き部の始端位置を一致するように配置する。
【0008】
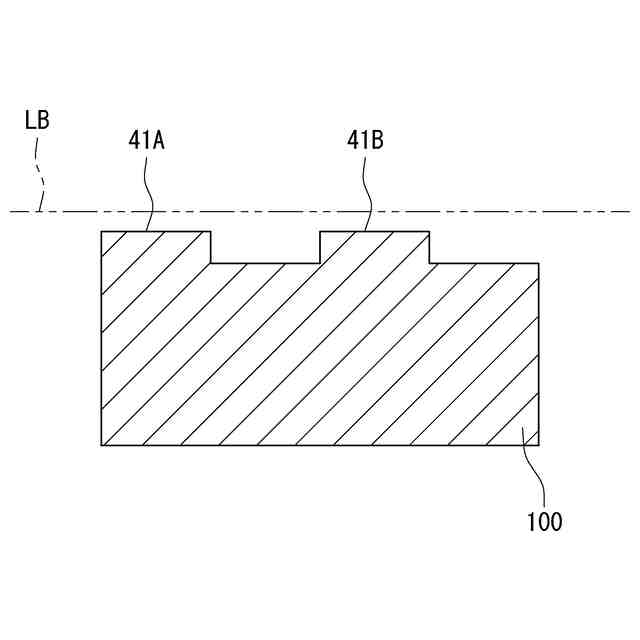
また、前方食付き部については、第1前方食付き部および第2前方食付き部から形成し、第1前方食付き部および第2前方食付き部は転造加工用平ダイスの幅方向において互いに離間して配置する。さらに、後方食付き部を第1後方食付き部および第2後方食付き部から形成し、第1後方食付き部および第2後方食付き部を転造加工用平ダイスの幅方向において互いに離間して配置して、かつ転造加工用平ダイスの長手方向における第1前方食付き部および第2前方食付き部の始端位置を転造加工用平ダイスの始端位置に一致するように配置する。加えて、第1および第2前方食付き部の終端位置と第1および第2後方食付き部の始端位置を一致するように配置することもできる。なお、前方食付き部または後方食付き部のいずれかの加工歯の稜線を転造加工用平ダイスの側面視もしくは長手方向における断面視にて曲線形状としても構わない。
【発明の効果】
【0009】
本発明の転造加工用平ダイスは、中空円筒状の被加工材に対する転造加工において、中空穴部分の変形を抑制し、良好な転造加工精度の得ることができる。同時に、転造加工用平ダイス全体の長さ(ダイス長)も大幅に短縮できるという効果を奏する。
【図面の簡単な説明】
【0010】
本発明の転造加工用平ダイス100の模式平面図である。
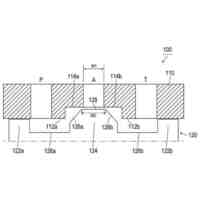
図1に示す転造加工用平ダイス100のX-X線における模式断面図である。
図1に示す転造加工用平ダイス100のY-Y線における模式断面図である。
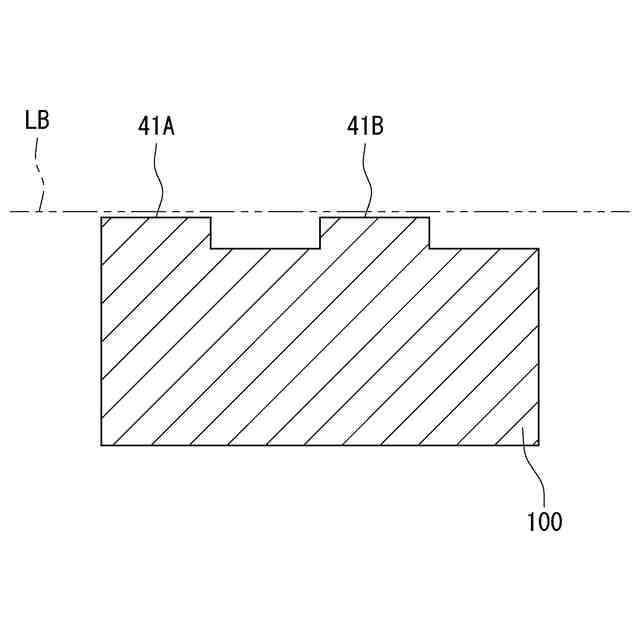
図1に示す転造加工用平ダイス100のA-A線における模式断面図である。
図1に示す転造加工用平ダイス100のB-B線における模式断面図である。
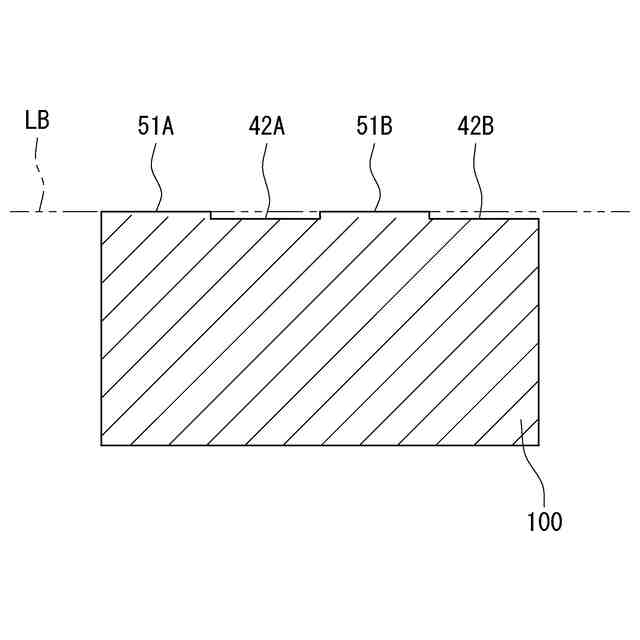
図1に示す転造加工用平ダイス100のC-C線における模式断面図である。
図1に示す転造加工用平ダイス100のD-D線における模式断面図である。
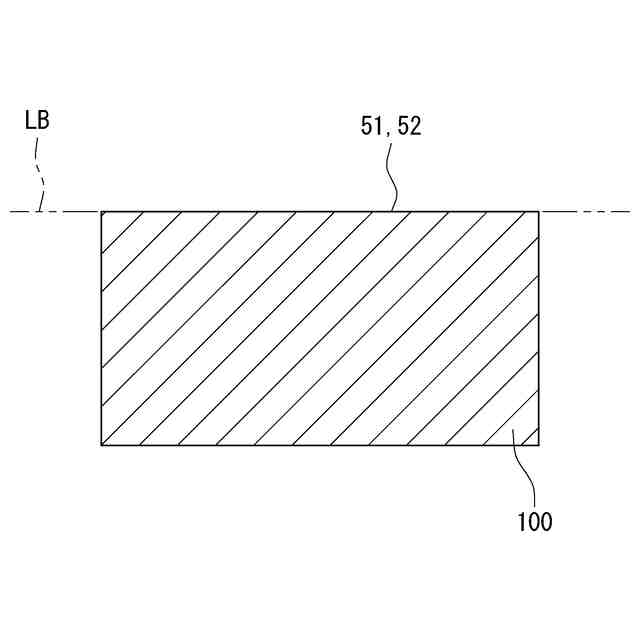
図1に示す転造加工用平ダイス100のE-E線における模式断面図である。
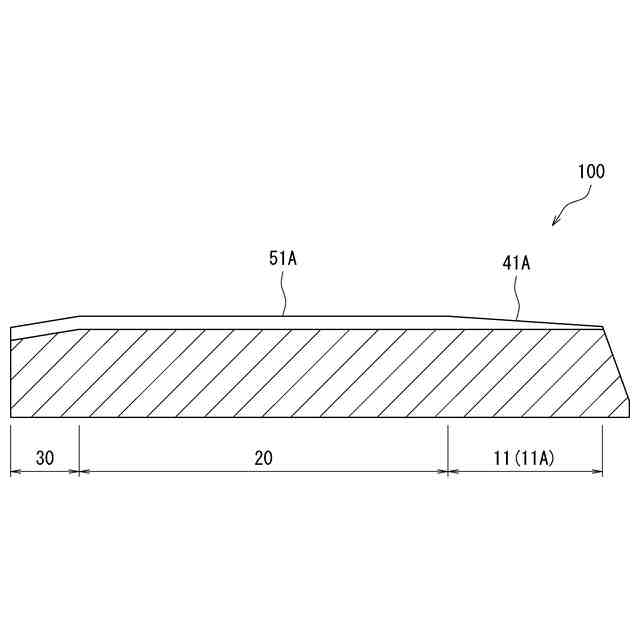
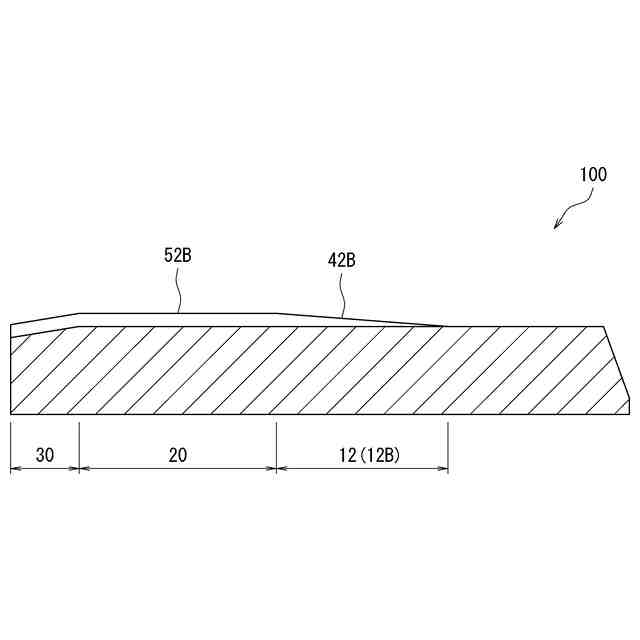
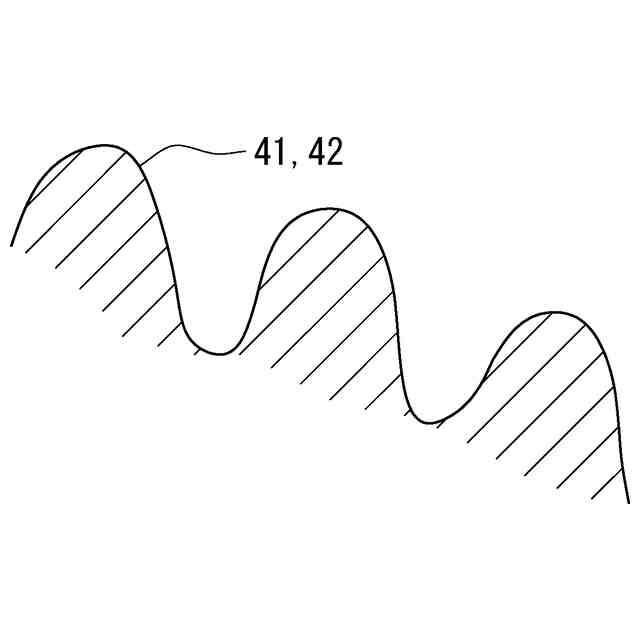
前方食付き部および後方食付き部の各加工歯41,42の模式拡大図である。
仕上げ部の加工歯51,52の模式拡大図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社不二越
ロボット
1か月前
株式会社不二越
硬質材料
1か月前
株式会社不二越
ブローチ盤
1か月前
株式会社不二越
X線測定システム
16日前
株式会社不二越
ノンリーク三方弁
1か月前
株式会社不二越
X線測定システム
17日前
株式会社不二越
噛み込み検知装置
2日前
株式会社不二越
エッジ仕上げ装置
1か月前
株式会社不二越
複合アクチュエータ
1か月前
株式会社不二越
斜板式ピストンポンプ
24日前
株式会社不二越
移動ロボットシステム
1か月前
株式会社不二越
ロボットに用いる伝送路
15日前
株式会社不二越
固定構造および固定治具
8日前
株式会社不二越
可変容量制御ピストンポンプ
1か月前
株式会社不二越
X線回折測定装置及びプログラム
1か月前
株式会社不二越
センサシステム及びロボットシステム
15日前
株式会社不二越
超硬合金およびこれを用いた切削工具
8日前
株式会社不二越
歯車加工用合金鋼およびそれを用いた歯車
1か月前
株式会社不二越
直動軸受用合金鋼およびそれを用いた直動軸受
4日前
株式会社不二越
冷間金型用合金鋼およびそれを用いた冷間金型
8日前
個人
棒鋼連続引抜装置
7か月前
個人
ヘッダー加工機
4か月前
日東精工株式会社
中空軸部品の製造方法
4か月前
日伸工業株式会社
プレス加工装置
4か月前
株式会社不二越
NC転造盤
3か月前
オムロン株式会社
導線折り曲げ治具
2か月前
工機ホールディングス株式会社
ニブラ
5か月前
東栄工業株式会社
ダブルデッキヘミング金型
4か月前
トヨタ紡織株式会社
プレス装置
5か月前
トヨタ紡織株式会社
プレス金型
4か月前
株式会社アマダ
曲げ金型
2か月前
株式会社西田製作所
パンチャーヘッド
5か月前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ紡織株式会社
プレス金型
6か月前
トヨタ自動車株式会社
打ち抜き加工装置
8日前
日鉄建材株式会社
成形装置
22日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ