TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025091889
公報種別
公開特許公報(A)
公開日
2025-06-19
出願番号
2023207418
出願日
2023-12-08
発明の名称
波形抽出装置
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23Q
17/09 20060101AFI20250612BHJP(工作機械;他に分類されない金属加工)
要約
【課題】加工時の回転工具の動作状態を抽出する。
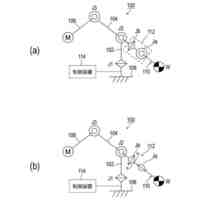
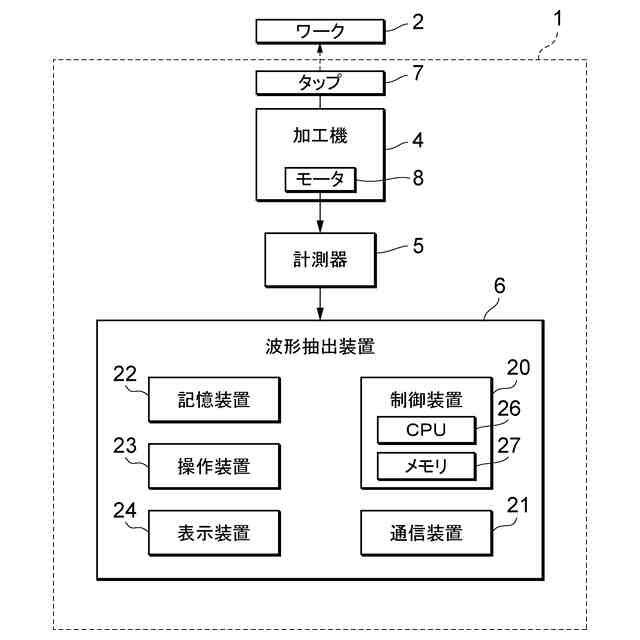
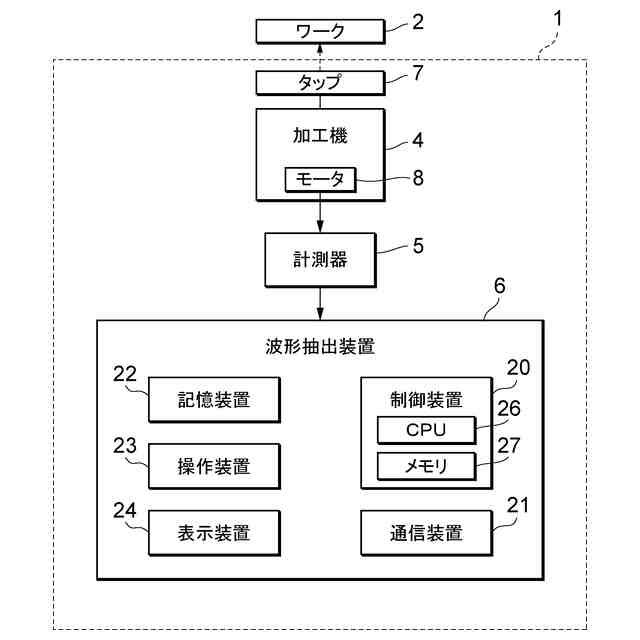
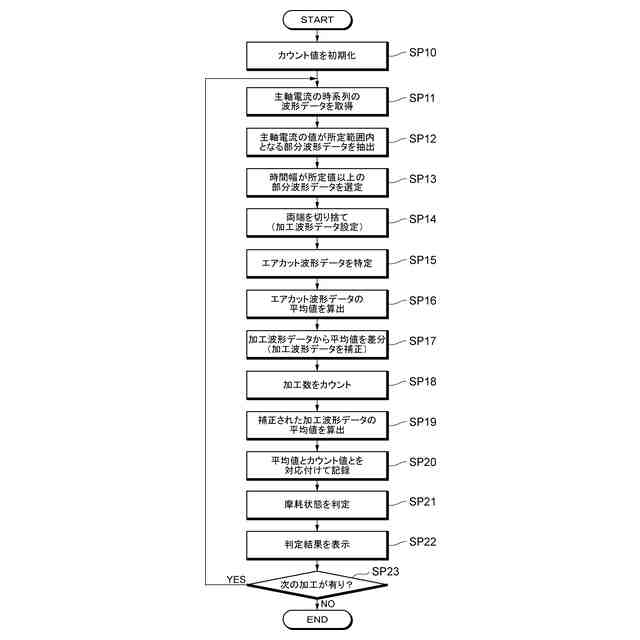
【解決手段】ワーク2を加工するタップ7の加工時の動作波形を抽出する波形抽出装置6あって、タップ7を駆動するモータ8の主軸電流の時系列の波形データを取得する取得部と、波形データから、主軸電流の値が加工時の主軸電流の値の上限値及び下限値として予め設定された所定範囲内となる部分波形データを抽出する抽出部と、抽出部で抽出した部分波形データの内、時間幅が所定値以上の部分波形データを選定する選定部と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
ワークを加工する回転工具の加工時の動作波形を抽出する波形抽出装置であって、
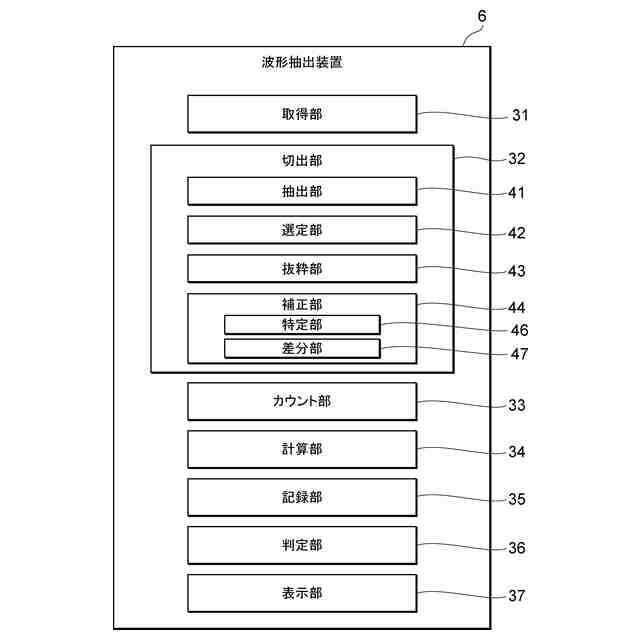
前記回転工具を駆動するモータの動作状態に関するパラメータの時系列の波形データを取得する取得部と、
前記波形データから、前記パラメータの値が前記加工時の前記パラメータの値の上限値及び下限値として予め設定された所定範囲内となる部分波形データを抽出する抽出部と、
前記抽出部で抽出した前記部分波形データの内、時間幅が所定値以上の前記部分波形データを選定する選定部と、
を備える波形抽出装置。
続きを表示(約 470 文字)
【請求項2】
前記選定部において選定された前記部分波形データの全体の時間幅の波形の内、中心を含む一部時間幅の波形を抜粋して加工波形データとする抜粋部、
を更に備える請求項1に記載の波形抽出装置。
【請求項3】
前記加工波形データに対して補正を行う補正部、
を更に備え、
前記補正部は、
補正対象の前記加工波形データを抜粋する前の前記部分波形データの開始点より所定期間前の対象期間の前記波形データの波形を特定する特定部と、
特定した当該波形の平均値を算出し、補正対象の前記加工波形データと前記平均値との差分を算出する差分部と、
を備える請求項2に記載の波形抽出装置。
【請求項4】
前記回転工具は、タップである、
請求項1から3の何れか1項に記載の波形抽出装置。
【請求項5】
前記補正部により補正された前記加工波形データに基づいて、前記回転工具の摩耗状態を判定する判定部、
を更に備える請求項3に記載の波形抽出装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、波形抽出装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
例えばタップ等の回転工具を用いてワークに対して加工が行われる。例えば特許文献1においては、回転工具を駆動する電動機の消費電力の増加量を算出して寿命を判定することが記載されている。
【先行技術文献】
【特許文献】
【0003】
特許第6864394号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、回転工具を用いて加工を行う場合には、回転工具を所定の位置へ移動する動作や、加工と加工との間の待機動作等の実際にワークに対して加工を実行していない動作(非加工の動作)を含んでいる。例えば特許文献1における消費電力の増加量は、このような非加工の動作で発生する消費電力を含む可能性があり、寿命判定の精度に影響を及ぼす可能性がある。すなわち、例えば摩耗状態の判定等のために、ワーク加工時における、回転工具を駆動するモータの動作状態に関するパラメータの状態を抽出することは重要である。
【0005】
上記課題に鑑み、本発明は、加工時の回転工具の動作状態を抽出することができる波形抽出装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明に係る波形抽出装置は、ワークを加工する回転工具の加工時の動作波形を抽出する波形抽出装置であって、前記回転工具を駆動するモータの動作状態に関するパラメータの時系列の波形データを取得する取得部と、前記波形データから、前記パラメータの値が前記加工時の前記パラメータの値の上限値及び下限値として予め設定された所定範囲内となる部分波形データを抽出する抽出部と、前記抽出部で抽出した前記部分波形データの内、時間幅が所定値以上の前記部分波形データを選定する選定部と、を備える。
【0007】
また、波形抽出装置において、前記選定部において選定された前記部分波形データの全体の時間幅の波形の内、中心を含む一部時間幅の波形を抜粋して加工波形データとする抜粋部、を更に備える。
【0008】
また、波形抽出装置において、前記加工波形データに対して補正を行う補正部、を更に備え、前記補正部は、補正対象の前記加工波形データを抜粋する前の前記部分波形データの開始点より所定期間前の対象期間の前記波形データの波形を特定する特定部と、特定した当該波形の平均値を算出し、補正対象の前記加工波形データと前記平均値との差分を算出する差分部と、を備える。
【0009】
また、波形抽出装置において、前記回転工具は、タップである。
【0010】
また、波形抽出装置において、前記補正部により補正された前記加工波形データに基づいて、前記回転工具の摩耗状態を判定する判定部、を更に備える。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社不二越
ロボット
12日前
株式会社不二越
ノンリーク三方弁
15日前
株式会社不二越
複合アクチュエータ
15日前
株式会社不二越
斜板式ピストンポンプ
6日前
株式会社不二越
移動ロボットシステム
15日前
株式会社不二越
可変容量制御ピストンポンプ
15日前
株式会社不二越
X線回折測定装置及びプログラム
15日前
株式会社不二越
歯車加工用合金鋼およびそれを用いた歯車
25日前
個人
フライス盤
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社北川鉄工所
回転装置
4か月前
日東精工株式会社
ねじ締め機
5日前
日東精工株式会社
ねじ締め機
1か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
25日前
株式会社FUJI
工作機械
4日前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
11日前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
3か月前
株式会社アンド
半田付け方法
1か月前
個人
型枠製造装置のフレーム
15日前
キヤノン電子株式会社
加工システム
2か月前
株式会社トヨコー
被膜除去方法
4か月前
大見工業株式会社
ドリル
2か月前
村田機械株式会社
レーザ加工機
4か月前
株式会社ツガミ
工作機械
1か月前
村田機械株式会社
レーザ加工機
4か月前
ビアメカニクス株式会社
レーザ加工装置
5日前
有限会社 ナプラ
ソルダペースト
3か月前
住友重機械工業株式会社
加工装置
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ