TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025096884
公報種別
公開特許公報(A)
公開日
2025-06-30
出願番号
2023212855
出願日
2023-12-18
発明の名称
ねじ締め装置
出願人
日東精工株式会社
代理人
主分類
B23P
19/06 20060101AFI20250623BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は、ワークおよびねじへの負担が小さいねじ締め装置を提供する。
【解決手段】
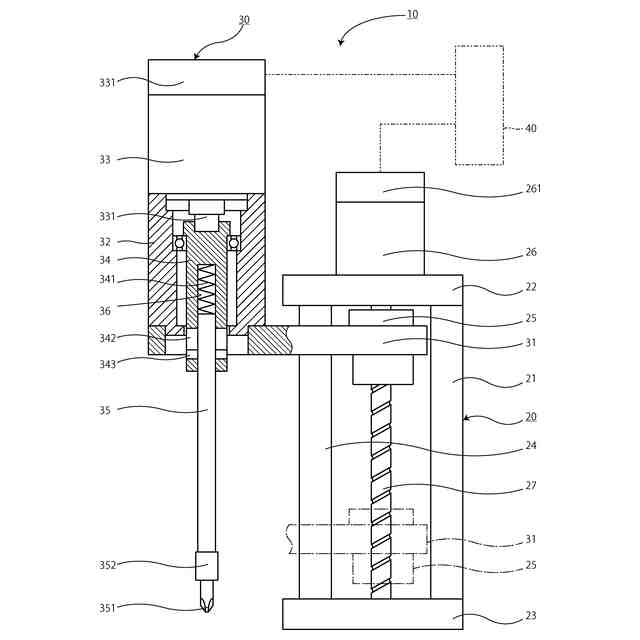
ねじS頭部に係合可能なビット35をビット回転モータ33により回転させるドライバユニット30と、前記ドライバユニット30をビット35の軸方向に移動可能な位置制御ユニット20と、前記ドライバユニット30および位置制御ユニット20の駆動を制御する制御ユニット40とを備え、前記ドライバユニット30は、前記ビット35を前記ビット回転モータ33から離反する方向に付勢するクッションばね36を有し、前記制御ユニット40は、前記クッションばね36がビット35およびビット回転モータ33の間で予め設定された任意の寸法分圧縮されるよう前記ドライバユニット30の位置を制御することを特徴とするねじ締め装置。
【選択図】図2
特許請求の範囲
【請求項1】
ねじ頭部に係合可能なビットをビット回転モータにより回転させるドライバユニットと、
前記ドライバユニットをビットの軸方向に移動可能な位置制御ユニットと、
前記ドライバユニットおよび位置制御ユニットの駆動を制御する制御ユニットとを備え、
前記ドライバユニットは、前記ビットを前記ビット回転モータから離反する方向に付勢するクッションばねを有し、
前記制御ユニットは、前記クッションばねがビットおよびビット回転モータの間で予め設定された任意の寸法分圧縮されるよう前記ドライバユニットの位置を制御することを特徴とするねじ締め装置。
続きを表示(約 360 文字)
【請求項2】
前記制御ユニットには、前記ねじを締付ける際にビットがねじの頭部から外れない程度の押付力および前記クッションばねのばね定数が予め設定されており、
前記制御ユニットは、前記クッションばねが前記押付力に相当するばね反力を発揮する程度圧縮されるよう前記ドライバユニットの位置を制御することを特徴とする請求項1に記載のねじ締め装置。
【請求項3】
前記制御ユニットには、ワークに締付けるねじのリードが予め設定されており、
前記制御ユニットは、前記ビット回転モータの回転速度およびねじのリードの積からねじがワークに螺入する螺入速度を算出し、当該螺入速度と同じ速度で前記ドライバユニットが移動するよう前記位置制御ユニットの駆動を制御することを特徴とする請求項1に記載のねじ締め装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ねじをワークに締めつけるねじ締め装置に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
従来、ねじをワークに締めつけるねじ締め装置として、特許文献1に開示するものが知られている。このねじ締め装置は、モータの駆動を受けて回転するビットを有するドライバユニットと、このドライバユニットをビットの軸方向に往復移動させる推力付与手段とを備えている。また、前記推力付与手段は、ねじ締め過程において、所定の推力で前記ドライバユニットをワーク側に押圧して、ビットとねじとがカムアウトすることを防止していた。
【先行技術文献】
【特許文献】
【0003】
特開2003-181727号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来のねじ締め装置において、ビットには、前記推力付与手段によるワーク側への押付力のみではなくドライバユニットの自重も負荷されていた。このため、ビットは、ドライバビットの自重を含めた大きい力でねじおよびワークを押圧することとなり、ねじおよびワークへの負担が大きいという問題があった。
【0005】
そのため、本発明は、ねじ締め過程において、ワークおよびねじへの負担が小さいねじ締め装置の提供を目的とする。
【課題を解決するための手段】
【0006】
この目的を達成するために本発明は、ねじ頭部に係合可能なビットをビット回転モータにより回転させるドライバユニットと、前記ドライバユニットをビットの軸方向に移動可能な位置制御ユニットと、前記ドライバユニットおよび位置制御ユニットの駆動を制御する制御ユニットとを備え、前記ドライバユニットは、前記ビットを前記ビット回転モータから離反する方向に付勢するクッションばねを有し、前記制御ユニットは、前記クッションばねがビットおよびビット回転モータの間で予め設定された任意の寸法分圧縮されるよう前記ドライバユニットの位置を制御することを特徴とする。
また、前記制御ユニットには、前記ねじを締付ける際にビットがねじの頭部から外れない程度の押付力および前記クッションばねのばね定数が予め設定されており、前記制御ユニットは、前記クッションばねが前記押付力に相当するばね反力を発揮する程度圧縮されるよう前記ドライバユニットの位置を制御することが好ましい。
また、前記制御ユニットには、ワークに締付けるねじのリードが予め設定されており、前記制御ユニットは、前記ビット回転モータの回転速度およびねじのリードの積からねじがワークに螺入する螺入速度を算出し、当該螺入速度と同じ速度で前記ドライバユニットが移動するよう前記位置制御ユニットの駆動を制御することが好ましい。
【発明の効果】
【0007】
上記発明によれば、位置制御ユニットがドライバユニットの位置を制御することにより、クッションばねが圧縮される寸法を調整可能でありため、ビットを付勢するクッションばねのばね反力を調整することができる。これにより、ビットにドライバユニットの自重等が付与されないワークおよびねじへの負担が小さいねじ締めが可能等の利点がある。
また、位置制御ユニットは、ねじの締結完了直前に必要とされるカムアウトを生じない押付力と同じ力のばね反力をクッションばねが発揮するようにドライバユニットの位置を制御するため、ビットがクッションばねによって押付力でワーク側に付勢される。このため、カムアウトを防止しつつ、なおかつねじおよびワークへの負荷が小さいねじ締めが可能になる等の利点を有する。
また、制御ユニットがビット回転モータの回転速度およびねじのリードの積からねじがワークに螺入する螺入速度を算出し、当該螺入速度と同じ速度で前記ドライバユニットが移動するよう前記位置制御ユニットの駆動を制御するため、一定の押付力を維持したねじ締めが可能等の利点を有する。
【図面の簡単な説明】
【0008】
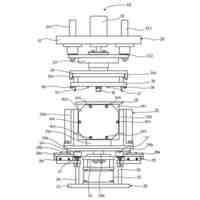
本発明に係るねじ締め装置の構造を示す側面図である。
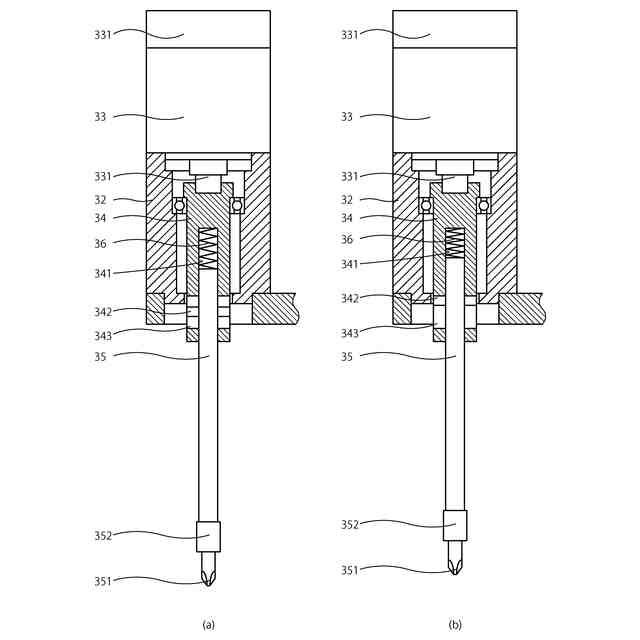
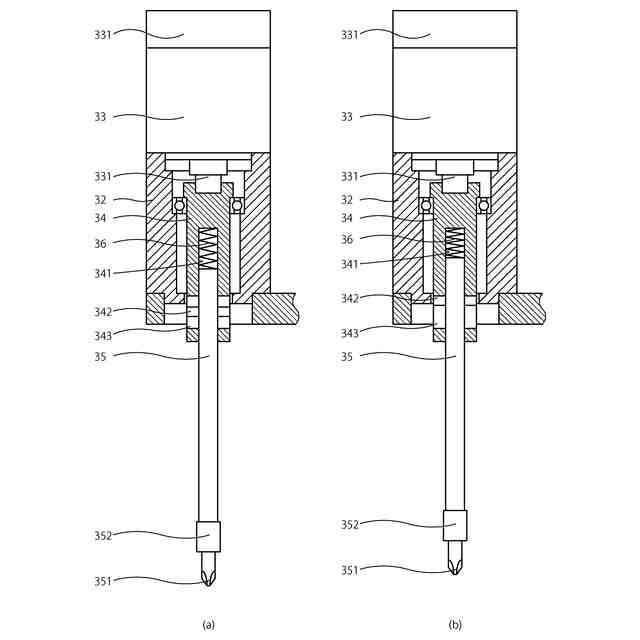
本発明に係るねじ締め装置のドライバユニットの構造を示す一部切欠き断面側面図で、(a)はクッションばねが50%撓んだ状態を示す一部切欠き断面側面図であり、(b)クッションばねが100%撓んだ状態を示す一部切欠き断面側面図である。
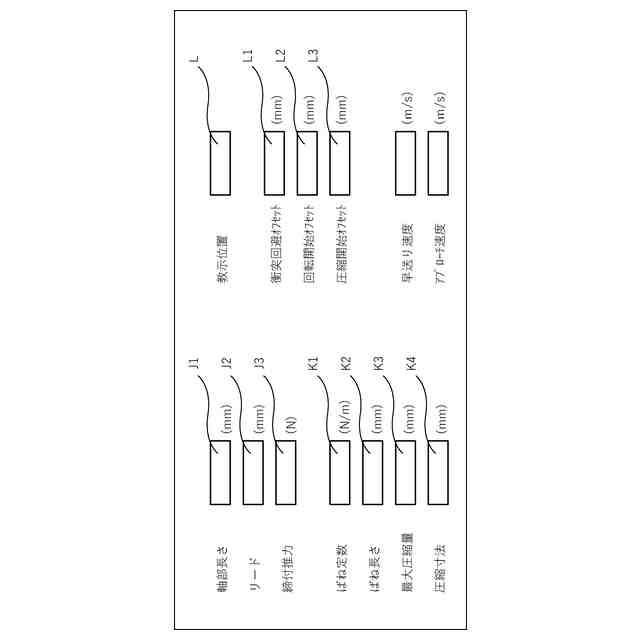
制御ユニットに入力される制御パラメータを例示する概略図である。
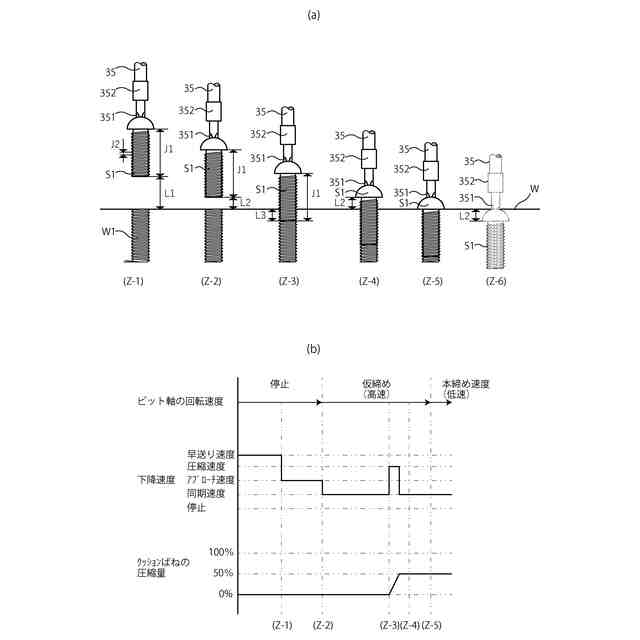
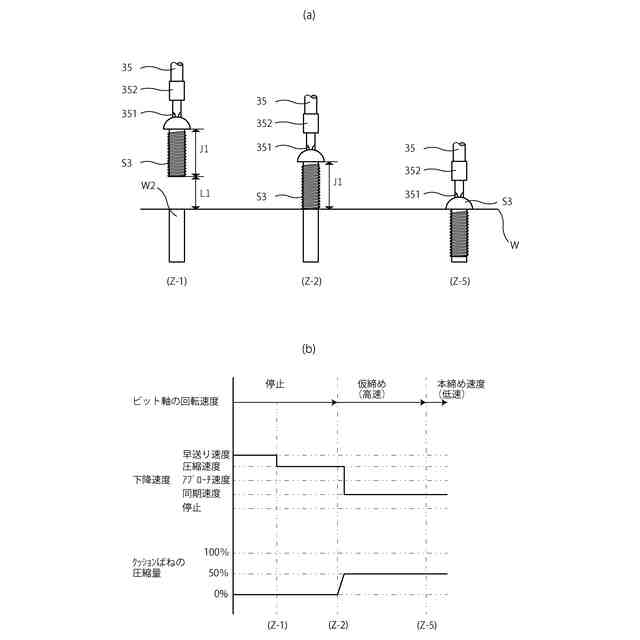
本発明に係るねじ締め装置の動作を示す概略動作図であり、(a)はねじ締め過程における電動作切換え位置を示す概略側面図であり、(b)は動作切換え位置間での各種パラメータの変化を表すグラフである。
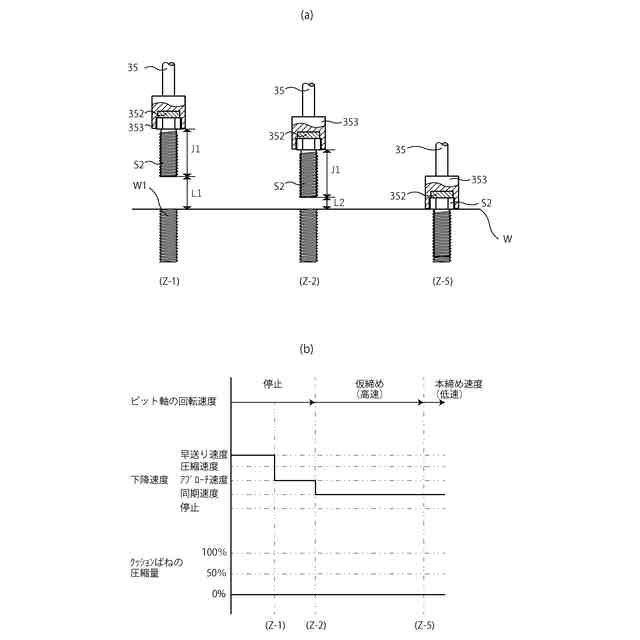
本発明に係る第2の実施形態のねじ締め装置の動作を示す概略動作図であり、(a)はねじ締め過程における電動作切換え位置を示す概略側面図であり、(b)は動作切換え位置間での各種パラメータの変化を表すグラフである。
本発明に係る第3の実施形態のねじ締め装置の動作を示す概略動作図であり、(a)はねじ締め過程における電動作切換え位置を示す概略側面図であり、(b)は動作切換え位置間での各種パラメータの変化を表すグラフである。
【発明を実施するための形態】
【0009】
以下、本発明の実施の形態を図面に基づき説明する。図1において10は、ワークWにねじS1を締めつける自動締結装置10である。この自動締結装置10は、位置制御ユニット20と、この位置制御ユニット20に保持され、任意の位置に移動可能なドライバユニット30と、前記位置制御ユニット20およびドライバユニット30の駆動を制御する制御ユニット40と、前記位置制御ユニット20によるドライバユニット30の移動範囲内に設定された所定の受取位置にねじS1を供給する供給装置(図示せず)とから構成されている。なお、本実施形態において、前記ねじS1は、頭部および軸部を有し、頭部上面に十字穴形状の駆動部が形成された一般的なねじであり、前記ワークWに形成されためねじW1に締めつけられる。
【0010】
前記自動締結装置10の位置制御ユニット20は、図1示すように鉛直方向に延びるフレーム21を備えており、このフレーム21の上下端部には、水平方向に延びる上板22および下板23が一体に固定されている。この上板22および下板23の間には、フレーム21と平行に延びるガイドロッド24が設けられており、このガイドロッド24には、摺動自在に構成されたドライバ台25が昇降自在に装着されている。また、前記上板22には、昇降駆動源の一例である昇降用ACサーボモータ26(以下、昇降モータ26という)が載置されており、この昇降モータ26の出力軸には、ボールねじ27が一体に回転可能に連結されている。このボールねじ27は、前記上板22および下板23の間に設けられており、このボールねじ27には、その回転によって昇降する移動部の一例である駆動ナット28が螺合している。この駆動ナット28には、前記ドライバ台25が一体に昇降するよう連結されている。このため、前記ドライバ台25は、前記昇降モータ26の回転駆動を受けて昇降する。さらに、前記昇降モータ26には、当該昇降モータ26の出力軸の回転角度に応じたパルス信号を発信可能なエンコーダ261を有しており、このエンコーダ261は、前記制御ユニット40に接続されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東精工株式会社
ねじ締め機
26日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め装置
1か月前
日東精工株式会社
振動波形検査装置
今日
日東精工株式会社
地盤の液状化判定方法
1か月前
日東精工株式会社
磁気式検査装置及びその良品判定方法
25日前
日東精工株式会社
位置決め装置およびこれを備えた作業機
1か月前
個人
タップ
6か月前
個人
フライス盤
1か月前
個人
加工機
5か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
5か月前
日東精工株式会社
ねじ締め機
5か月前
株式会社不二越
ドリル
5か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
6か月前
株式会社北川鉄工所
回転装置
4か月前
株式会社不二越
ドリル
6か月前
日東精工株式会社
ねじ締め機
26日前
日東精工株式会社
ねじ締め装置
4か月前
ダイニチ工業株式会社
配膳治具
今日
株式会社ダイヘン
溶接電源装置
3か月前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
7か月前
個人
切削油供給装置
2か月前
株式会社FUJI
工作機械
25日前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
6か月前
中国電力株式会社
養生シート
19日前
エフ・ピー・ツール株式会社
リーマ
6か月前
株式会社ダイヘン
多層盛り溶接方法
6か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ