TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025068843
公報種別
公開特許公報(A)
公開日
2025-04-30
出願番号
2023178880
出願日
2023-10-17
発明の名称
多層盛り溶接方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/095 20060101AFI20250422BHJP(工作機械;他に分類されない金属加工)
要約
【課題】パルス波形の溶接電流を通電して行う多層盛り溶接方法において、溶接作用を効率化すること。
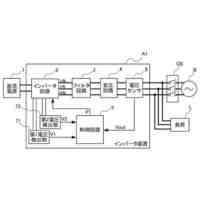
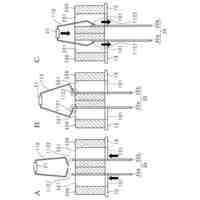
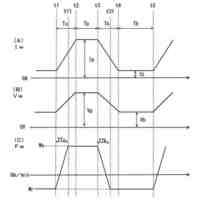
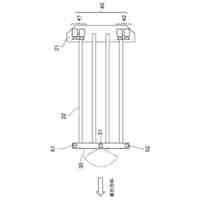
【解決手段】溶接ワイヤを送給し、ピーク期間Tp中のピーク電流Ip及びベース期間Tb中のベース電流Ibの通電を1パルス周期とするパルス波形の溶接電流Iwを通電してアーク溶接する多層盛り溶接方法において、母材2の開先の最上層を溶接するときは、パルス波形のパラメータTp及びIpを1パルス周期多溶滴移行条件に設定する。
【選択図】 図2
特許請求の範囲
【請求項1】
溶接ワイヤを送給し、ピーク期間中のピーク電流及びベース期間中のベース電流の通電を1パルス周期とするパルス波形の溶接電流を通電してアーク溶接する多層盛り溶接方法において、
最上層を溶接するときは前記パルス波形のパラメータを1パルス周期多溶滴移行条件に設定する、
ことを特徴とする多層盛り溶接方法。
続きを表示(約 270 文字)
【請求項2】
初層以外の上層を溶接するときは前記パルス波形の前記パラメータを前記1パルス周期多溶滴移行条件に設定する、
ことを特徴とする請求項1に記載の多層盛り溶接方法。
【請求項3】
初層を溶接するときは前記パルス波形の前記パラメータを1パルス周期1溶滴移行条件に設定する、
ことを特徴とする請求項1又は2に記載の多層盛り溶接方法。
【請求項4】
前記パルス波形の前記パラメータは、前記ピーク期間及び前記ピーク電流である、
ことを特徴とする請求項1又は2に記載の多層盛り溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、パルス波形の溶接電流を通電してアーク溶接する多層盛り溶接方法に関するものである。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
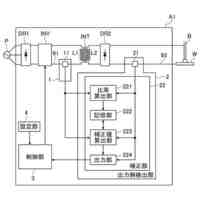
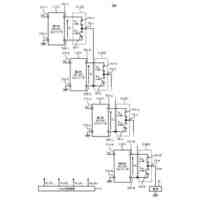
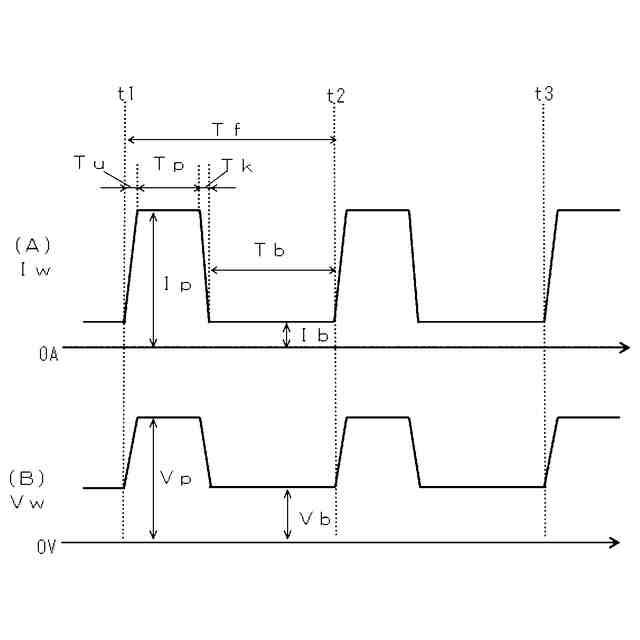
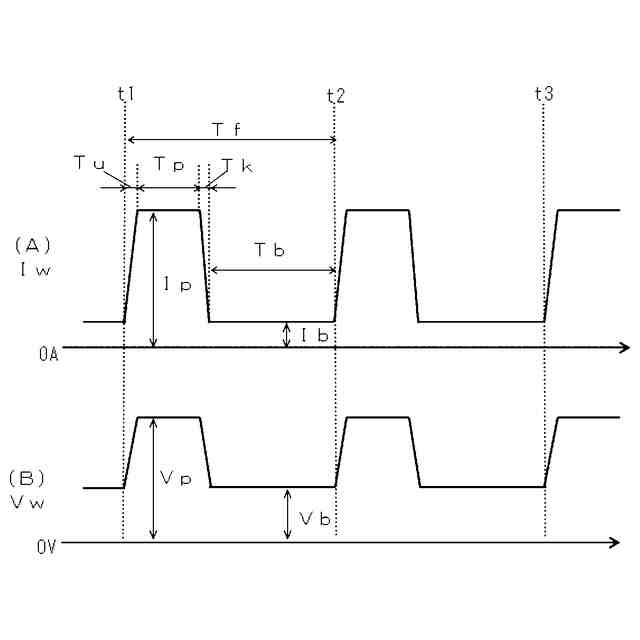
溶接ワイヤを送給しながら行うパルスアーク溶接は、種々な金属の溶接に広く使用されている。このパルスアーク溶接では、立上り期間中はベース電流からピーク電流へと上昇する上昇遷移電流を通電し、ピーク期間中はピーク電流を通電し、立下り期間中はピーク電流からベース電流へと下降する下降遷移電流を通電し、ベース期間中はベース電流を通電し、これらの溶接電流の通電を1パルス周期として繰り返して溶接が行われる。また、溶接電圧の平均値が溶接電圧設定値と等しくなるようにパルス周期をフィードバック制御することによってアーク長を適正値に維持している。
【0003】
パルスアーク溶接では、溶接状態を良好にするために1パルス周期1溶滴移行状態となるように溶接電流のパルス波形のパラメータが設定される。特許文献1の発明では、種々の溶接条件において、1パルス周期1溶滴移行状態になるようにパルス波形のパラメータを自動設定する方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2022-67674号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
パルス波形の溶接電流を通電して行う多層盛り溶接方法において、初層以外の上層を溶接するときにビード幅が狭いために多数回溶接を繰り返す必要があり、作業効率が悪いという問題がある。
【0006】
そこで、本発明では、パルス波形の溶接電流を通電して行う多層盛り溶接方法において、溶接作用を効率化することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、請求項1の発明は、
溶接ワイヤを送給し、ピーク期間中のピーク電流及びベース期間中のベース電流の通電を1パルス周期とするパルス波形の溶接電流を通電してアーク溶接する多層盛り溶接方法において、
最上層を溶接するときは前記パルス波形のパラメータを1パルス周期多溶滴移行条件に設定する、
ことを特徴とする多層盛り溶接方法である。
【0008】
請求項2の発明は、
初層以外の上層を溶接するときは前記パルス波形の前記パラメータを前記1パルス周期多溶滴移行条件に設定する、
ことを特徴とする請求項1に記載の多層盛り溶接方法である。
【0009】
請求項3の発明は、
初層を溶接するときは前記パルス波形の前記パラメータを1パルス周期1溶滴移行条件に設定する、
ことを特徴とする請求項1又は2に記載の多層盛り溶接方法である。
【0010】
請求項4の発明は、
前記パルス波形の前記パラメータは、前記ピーク期間及び前記ピーク電流である、
ことを特徴とする請求項1又は2に記載の多層盛り溶接方法である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ダイヘン
溶接装置
13日前
株式会社ダイヘン
送配電装置
4日前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
電圧調整装置
6日前
株式会社ダイヘン
電極交換装置
1か月前
株式会社ダイヘン
研削システム
1か月前
株式会社ダイヘン
インバータ装置
1か月前
株式会社ダイヘン
レーザ接合装置
1か月前
株式会社ダイヘン
インバータ装置
2か月前
株式会社ダイヘン
パルス電源装置
2か月前
株式会社ダイヘン
変圧器組立装置
2か月前
株式会社ダイヘン
熱加工用電源装置
1か月前
株式会社ダイヘン
熱加工用電源装置
1か月前
株式会社ダイヘン
積層造形システム
1か月前
株式会社ダイヘン
積層造形システム
1か月前
株式会社ダイヘン
積層造形システム
1か月前
株式会社ダイヘン
パワーモジュール
2か月前
株式会社ダイヘン
パワーモジュール
2か月前
株式会社ダイヘン
溶接ワイヤ送給機構
1か月前
株式会社ダイヘン
溶接ワイヤ送給機構
1か月前
株式会社ダイヘン
溶接ワイヤ送給装置
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
27日前
株式会社ダイヘン
パルスアーク溶接制御方法
27日前
株式会社ダイヘン
パルスアーク溶接制御方法
19日前
株式会社ダイヘン
2重シールドティグ溶接方法
今日
株式会社ダイヘン
充電装置、および、電力システム
1か月前
株式会社ダイヘン
変圧器組立方法及び変圧器組立装置
2か月前
株式会社ダイヘン
制御回路、および、三相力率改善装置
12日前
株式会社ダイヘン
サブマージアーク溶接の溶接条件設定方法
今日
株式会社ダイヘン
ロボット教示システム及びロボット制御装置
今日
株式会社ダイヘン
溶接ワイヤ送給機構およびインレットガイド
1か月前
株式会社ダイヘン
ティーチングチップおよびこれを装着した溶接ロボット
1か月前
株式会社ダイヘン
搬送ロボットの教示システム、および搬送ロボットの教示方法
1か月前
株式会社ダイヘン
タップ切換台
1か月前
株式会社ダイヘン
フラットパネル製造システム及びそれに用いられるロボット制御装置
11日前
個人
フライス盤
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ