TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025059810
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023170128
出願日
2023-09-29
発明の名称
多軸ねじ締め機
出願人
日東精工株式会社
代理人
主分類
B23P
19/06 20060101AFI20250403BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は、ドライバビット同士の間隔が狭くてもねじ浮き判定可能な多軸ねじ締め機を提供する。
【解決手段】
モータ31と、モータ31の駆動を受けて回転するドライバビット33とが自在継手321,322を介して接続されたねじ締めツール30を複数個備え、前記ドライバビット33には、これと一体に移動可能なドグ36が装着されるとともに、当該ドグ36の移動経路上には、ドグ36を検出可能なセンサ39が配置され、前記ドグ36は、他のねじ締めツール30のドグ36と対向する逃げ部361より前記センサ39に検出される被検出部363が径方向外側に突き出し、前記ドライバビット33の軸方向断面が非円形形状に構成されることを特徴とする多軸ねじ締め機10による。
【選択図】図3
特許請求の範囲
【請求項1】
モータと、モータの駆動を受けて回転するドライバビットとが自在継手を介して接続されたねじ締めツールを複数個備え、
前記ドライバビットには、これと一体に移動可能なドグが装着されるとともに、当該ドグの移動経路上には、ドグを検出可能なセンサが配置された多軸ねじ締め機において、
前記ドグは、他のねじ締めツールのドグと対向する逃げ部より前記センサに検出される被検出部が径方向外側に突き出し、前記ドライバビットの軸方向断面が非円形形状に構成されることを特徴とする多軸ねじ締め機。
続きを表示(約 220 文字)
【請求項2】
前記ドグと前記ドライバビットの間には、回転を許容する摺動部品が設けられていることを特徴とする請求項1に記載の多軸ねじ締め機。
【請求項3】
前記ドグには、前記ドライバビットと平行方向に延びるガイドロッドが嵌合可能な嵌合凹部が形成されていることを特徴とする請求項2に記載の多軸ねじ締め機。
【請求項4】
前記センサが非接触センサであることを特徴とする請求項1に記載の多軸ねじ締め機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数のねじを一斉に締め付ける多軸ねじ締め機に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、複数のねじを一斉に締め付ける多軸ねじ締め機としては、特許文献1に示されたものが知られている。この多軸ねじ締め機は、ねじと係合可能なドライバビットと、このドライバビットに対して上方に相対移動可能なスクリューガイドと、前記ドライバビットを回転駆動させるモータとを備えたねじ締めツールを複数有している。これらねじ締めツールは、ツール台に搭載されており、ツール台の昇降を受けて一斉に昇降可能に構成されている。また、前記多軸ねじ締め機は、モータとドライバビットとの間に自在継手等を備えており、軸継手が所定の角度傾斜することにより、ドライバビットがモータの軸線上から離れることができる。このため、ドライバビットを接近させることが可能となり、ピッチが狭いワークにも複数のねじを同時に締結することが可能になっていた。
【0003】
また、従来の多軸ねじ締め機のドライバビットには、ドライバビットと一体に昇降可能なドグが配置されているとともに、当該ドグの移動経路上にドグを検出可能なセンサが設けられており、締結完了時、センサがドグの位置を検出することでねじ浮き判定に構成されている。
【先行技術文献】
【特許文献】
【0004】
実開昭54-085500号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の多軸ねじ締め機のドグは、前記光学センサが検出できるようドライバビットより十分大きい円板形状に構成されているとともにドライバビットと一体に回転していた。このため、隣接する締結位置の間隔がドグの直径より小さい場合、ドグ同士が接触する等の問題があり、ドライバビットにドグを装着できず、ねじ浮き判定できない等の問題もあった。
【0006】
そのため、本発明は、締結箇所の間隔であってもねじ浮き判定可能な多軸ねじ締め機の提供を目的とする。
【課題を解決するための手段】
【0007】
本発明は、上記課題に鑑みて創生されたものであり、モータと、モータの駆動を受けて回転するドライバビットとが自在継手を介して接続されたねじ締めツールを複数個備え、前記ドライバビットには、これと一体に移動可能なドグが装着されるとともに、当該ドグの移動経路上には、ドグを検出可能なセンサが配置された多軸ねじ締め機において、前記ドグは、他のねじ締めツールのドグと対向する逃げ部より前記センサに検出される被検出部が径方向外側に突き出し、前記ドライバビットの軸方向断面が非円形形状に構成されることを特徴とする。 また、前記ドグと前記ドライバビットの間には、回転を許容する摺動部品が設けられていることが好ましい。
また、前記ドグには、前記ドライバビットと平行方向に延びるガイドロッドが嵌合可能な嵌合凹部が形成されていることが好ましい。
また、前記センサが非接触センサであることが好ましい。
【発明の効果】
【0008】
本発明の多軸ねじ締め機によれば、ドグが非円形形状に構成されているため、ドグの逃げ部同士を対向させることにより、円形形状のドグよりも間隔が狭い締結箇所であってもねじを同時に締結できるとともに、ねじ浮き判定も行うことができる等の利点がある。
また、前記ドグとドライバビットとの間に回転摺動部材が設けられているため、ドライバビットの回転を阻害することがない等の利点もある。
また、前記ドグに形成された嵌合凹部にガイドロッド嵌合し回り止め可能であるため、ドグ同士が接触することがない等の利点もある。
また、前記センサが光学センサであるため、高精度なねじ浮き判定可能という利点もある。
【図面の簡単な説明】
【0009】
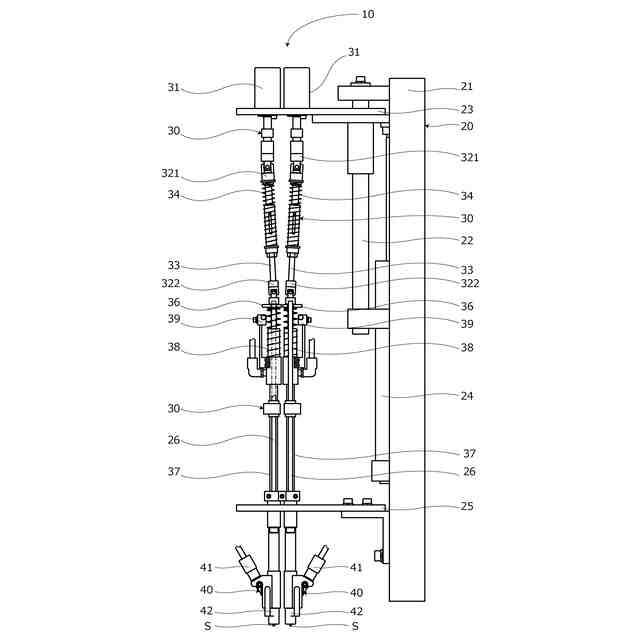
本発明に係る多軸ねじ締め機の構造を示す側面図である。
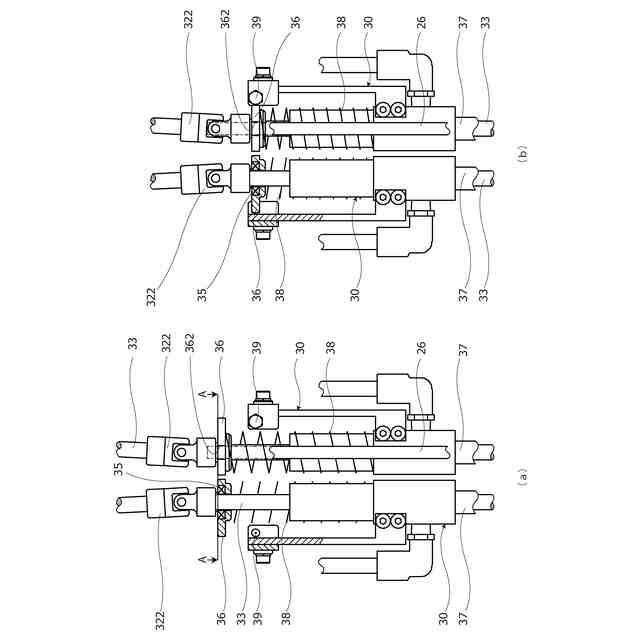
本発明に係る多軸ねじ締め機の構造を示す要部拡大一部切り欠き断面側面図である。
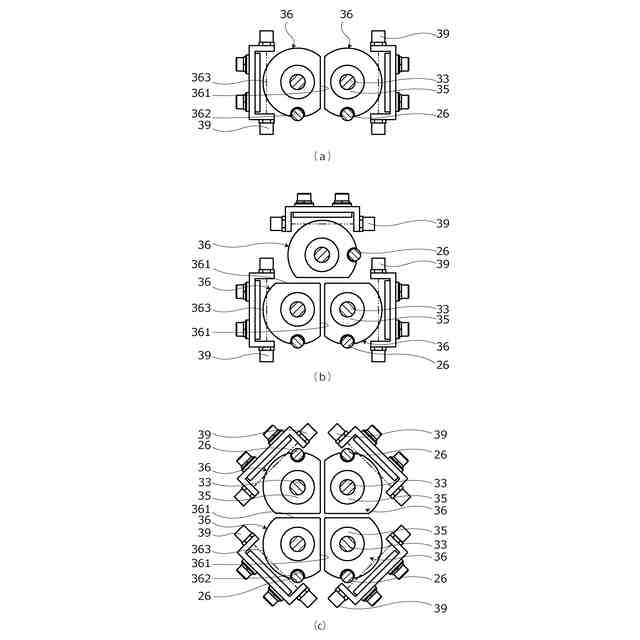
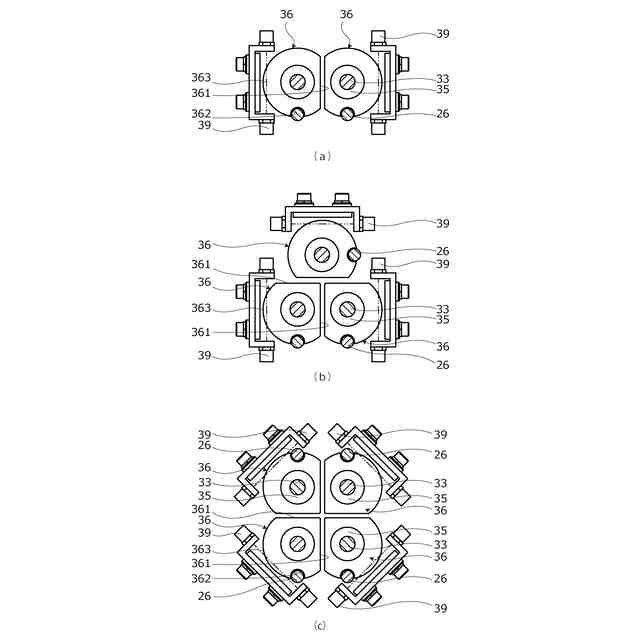
(a)は図のA-A断面図であり、(b)はねじ締めツールを3個備えた他の実施形態のA-A断面図であり、(b)はねじ締めツールを4個備えた他の実施形態のA-A断面図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施の形態を図面に基づき説明する。
図1において10は、ワーク(図示せず)に複数のねじSを一斉に締結する多軸ねじ締め機である。この多軸ねじ締め機10は、昇降ユニット20と、この昇降ユニット20の作動を受けて昇降する2台のねじ締めツール30,30と、昇降駆動源およびねじ締めツール30の駆動を制御する制御ユニット(図示せず)を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ整列トレー
17日前
日東精工株式会社
振動波形検査装置
25日前
日東精工株式会社
医療用電動タッパー
17日前
日東精工株式会社
磁気式検査装置及びその良品判定方法
1か月前
個人
フライス盤
2か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
5か月前
日東精工株式会社
ねじ締め機
6か月前
日東精工株式会社
ねじ締め装置
2か月前
日東精工株式会社
ねじ締め装置
5か月前
株式会社ダイヘン
溶接電源装置
3か月前
キヤノン電子株式会社
加工装置
22日前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
ダイニチ工業株式会社
配膳治具
25日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
5か月前
個人
切削油供給装置
3か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
ねじ整列トレー
17日前
株式会社FUJI
工作機械
4か月前
株式会社アンド
半田付け方法
2か月前
中国電力株式会社
養生シート
1か月前
キヤノン電子株式会社
加工システム
3か月前
個人
型枠製造装置のフレーム
2か月前
睦月電機株式会社
金属表面処理方法
22日前
株式会社富田製作所
支持構造
1か月前
株式会社向洋技研
スタッドの製造方法
24日前
大見工業株式会社
ドリル
4か月前
株式会社ツガミ
工作機械
2か月前
有限会社TNE
電気抵抗溶接方法
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ