TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025165584
公報種別
公開特許公報(A)
公開日
2025-11-05
出願番号
2024069720
出願日
2024-04-23
発明の名称
スタッドの製造方法
出願人
株式会社向洋技研
代理人
主分類
B23K
11/00 20060101AFI20251028BHJP(工作機械;他に分類されない金属加工)
要約
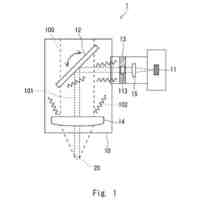
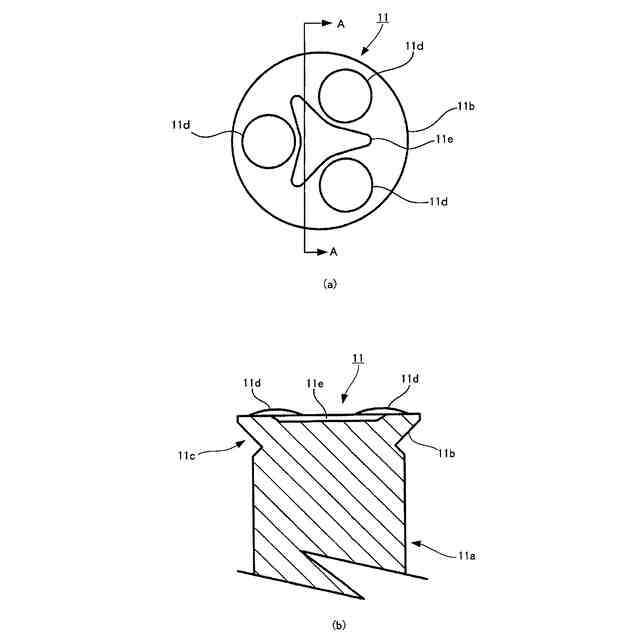
【課題】スタッドにおけるフランジの小形化と、プロジェクションの大形化を同時に達成できるスタッドの製造方法を提供する。
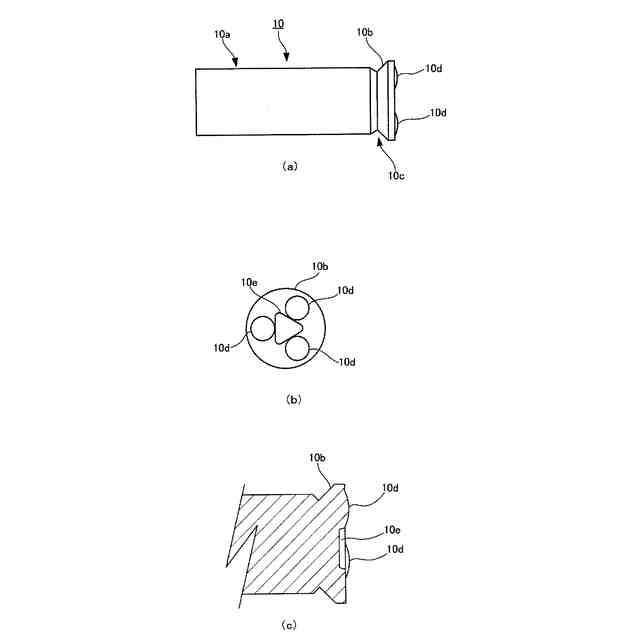
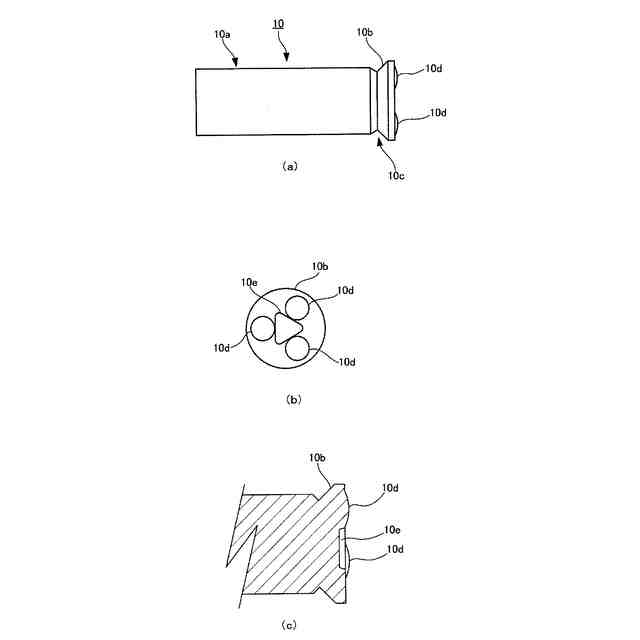
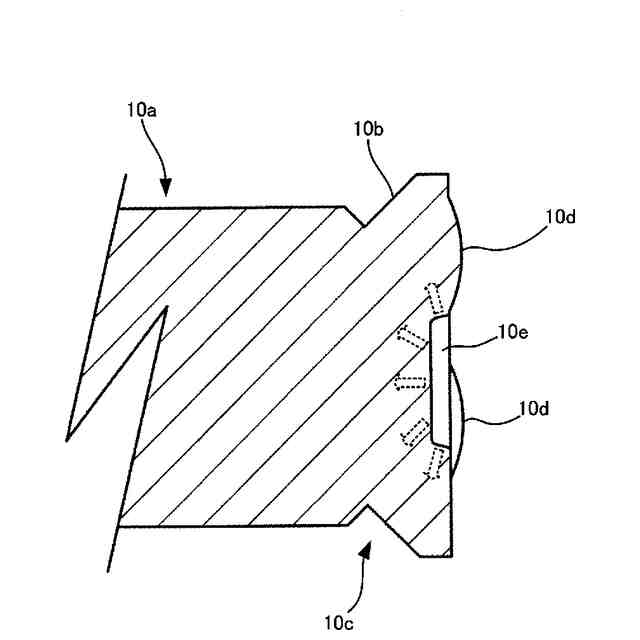
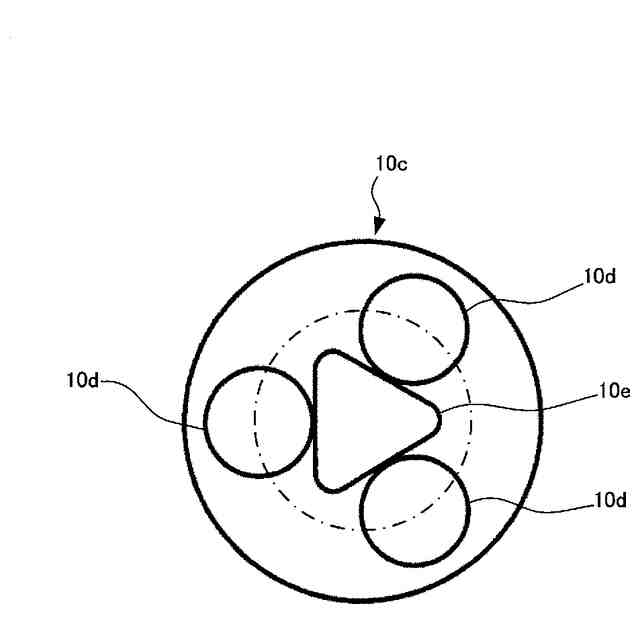
【解決手段】スタッド10の製造方法は、スタッド10の本体10aの形状を円柱状とし、本体10aの被溶接部材5に溶着される下端部10cに対し、本体10aの中心軸に対して直角方向に延出するフランジ10bを、内側電極121の先端部を係止できる最小限の大きさとし、更に、フランジ10bと略同じ大きさで、中央部に1つの凸状部を形成し、該中央部より外側の周縁部に3つの凹状部を形成した金型を用いて、スタッド10の下端部10cを圧下プレスし、下端部10cの中央部分に凹状の溝部10eを形成するとともに、周縁部分に3つの凸状のプロジェクション10dを形成する。
【選択図】 図1
特許請求の範囲
【請求項1】
それぞれ筒状に形成され、同軸状に配置された内側電極と外側電極とを有する同軸電極の前記内側電極に保持されつつ、前記内側電極の先端に当接した状態で加圧されながら被溶接部材との間に電流が供給されることで前記被溶接部材の溶接箇所で発生するジュール熱によって前記被溶接部材に溶融接着されるスタッドの製造方法であって、
前記スタッドの本体の形状を円柱状とし、前記本体の前記被溶接部材に溶着される一端側の端部に対し、前記本体の中心軸に対して直角方向に延出するフランジを、前記内側電極の先端部を係止できる最小限の大きさとし、
更に、前記フランジと略同じ大きさで、中央部に一つの凸状部を形成し、前記中央部より外側の周縁部に少なくとも1つの凹状部を形成した圧下プレス用の金型を用いて、前記スタッドの本体の前記一端側の端部を圧下プレスして、前記スタッドの本体の前記一端側の端部の中央部分に凹状の溝を形成するとともに、前記中央部分より外側の周縁部分に少なくとも1つの凸状のプロジェクションを形成する、
スタッドの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、抵抗溶接を用いて鋼板などの金属性の被溶接部材に取り付けられるスタッドの製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
抵抗溶接とは、鋼板などの金属を重ね合わせ、溶接箇所を電極で挟みつつ、加圧を加えて電流を流し、該溶接箇所の接触抵抗で発生するジュール熱で金属同士を溶融接着させる金属接合方法である。抵抗溶接では、鋼板同士を接合する他に、鋼板にスタッドを接合することも行なわれている(例えば特許文献1参照)。
特許文献1に示されたスタッドには、鋼板に溶接する側の端部にフランジが形成されており、その底面には一つ又は複数のプロジェクションが形成されている。なお、スタッドには、外側にネジが切られたスタッドビスと、内側にネジが切られたスタッドボスと、外側にも内側にもネジが切られていないものとがある。述べるまでもないが、外側にネジが切られたものがスタッドビス(雄)であり、内側にネジが切られているものがスタッドボス(雌)である。
【0003】
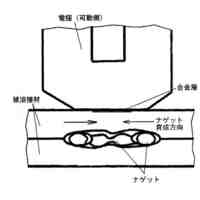
図10は、プロジェクション302が形成されたスタッド300を鋼板(被溶接部材)360に溶融接着するときの様子を示す図である。同図に示すように、溶接時には、電極350の先端部分がスタッド300のフランジ301に当接し、この状態で加圧及び通電が行なわれる。これにより、電極350からプロジェクション302に向けて電流iが流れてプロジェクション302を中心としてスタッド300の底面が溶融し、鋼板360に溶融接着する。
【先行技術文献】
【特許文献】
【0004】
特開2017-035706号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、図10に示すようなフランジが形成されたスタッドにおいては、フランジがスタッドの取り付け位置の周辺に存在する物に対して物理的に干渉する虞があるため、可能な限り小さく形成することが望まれる。しかしながら、フランジを小さく形成すると、プロジェクションを形成するための領域が小さくなり、スタッドの金属材料そのものの量が少なくなって十分な盛り上がりのプロジェクションを形成することが困難になる。このように、フランジを小形化すると、プロジェクションの大形化が困難になる。
【0006】
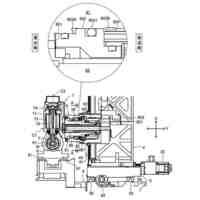
なお、プロジェクションの形成には、主に“多段フォーマ”と呼ばれる工作機械が使用される。この多段フォーマでは、スタッドの本体の一端側の面のプロジェクション形成部分を繰り返し打撃して、プロジェクションとしての盛り上がりを形成する。
【0007】
本発明は係る事情に鑑みてなされたものであり、スタッドにおけるフランジの小形化と、プロジェクションの大形化を同時に達成することができるスタッドの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明のスタッドの製造方法は、それぞれ筒状に形成され、同軸状に配置された内側電極と外側電極とを有する同軸電極の前記内側電極に保持されつつ、前記内側電極の先端に当接した状態で加圧されながら被溶接部材との間に電流が供給されることで前記被溶接部材の溶接箇所で発生するジュール熱によって前記被溶接部材に溶融接着されるスタッドの製造方法であって、前記スタッドの本体の形状を円柱状とし、前記本体の前記被溶接部材に溶着される一端側の端部に対し、前記本体の中心軸に対して直角方向に延出するフランジを、前記内側電極の先端部を係止できる最小限の大きさとし、更に、前記フランジと略同じ大きさで、中央部に一つの凸状部を形成し、前記中央部より外側の周縁部に少なくとも1つの凹状部を形成した圧下プレス用の金型を用いて、前記スタッドの本体の前記一端側の端部を圧下プレスして、前記スタッドの本体の前記一端側の端部の中央部分に凹状の溝を形成するとともに、前記中央部分より外側の周縁部分に少なくとも1つの凸状のプロジェクションを形成する。
【0009】
上記方法によれば、スタッドの本体の一端側の端部に対し、中央部分には凹状の溝を、周縁部分には少なくとも1つの凸状のプロジェクションをそれぞれ形成する。凹状の溝と少なくとも1つの凸状のプロジェクションとの形成に圧下プレスを使用することで、これらを一度に形成することができる。
【0010】
スタッドの本体の一端側の端部の中央部分に対して凹部の溝を形成することで、その溝を形成する以前に存在していた金属を外側(即ちスタッドの本体の一端側の端部の周縁部分)へ追いやることになる。この追いやられた金属は、周縁部分に形成する凸状のプロジェクションの盛り上がりに加えられる。このときの盛り上がりは、多段フォーマでプロジェクションを形成する場合よりも大きくなる。即ち、多段フォーマは、スタッドの本体に対して軸方向に打撃することによってプロジェクションとしての盛り上がりを形成するのに対し、金型を用いた圧下プレスは、凹部に相当する量の金属材を外側へ追いやって、プロジェクションとしての盛り上がりを形成させるので、多段フォーマよりも大きな盛り上がりを得ることが可能になる。
なお、十分に大きな盛り上がりのプロジェクションを形成できることから、フランジの小形化も図れる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東精工株式会社
ねじ締め機
1か月前
キヤノン電子株式会社
加工装置
20日前
ダイニチ工業株式会社
配膳治具
23日前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
ねじ整列トレー
15日前
株式会社FUJI
工作機械
1か月前
株式会社富田製作所
支持構造
28日前
中国電力株式会社
養生シート
1か月前
睦月電機株式会社
金属表面処理方法
20日前
株式会社向洋技研
スタッドの製造方法
22日前
ビアメカニクス株式会社
レーザ加工装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
有限会社TNE
電気抵抗溶接方法
29日前
株式会社ダイヘン
溶接装置
1日前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社不二越
歯車加工装置
15日前
株式会社不二越
歯車加工装置
15日前
株式会社不二越
歯車加工装置
15日前
トヨタ自動車株式会社
レーザ加工装置
8日前
工機ホールディングス株式会社
作業機
20日前
宮川工業株式会社
切削加工装置
28日前
キヤノン電子株式会社
固定装置及び加工装置
20日前
オークマ株式会社
主軸旋回装置
1か月前
Astemo株式会社
接合方法、構造物
7日前
四国溶材株式会社
高能率アーク溶接方法
1か月前
株式会社ダイヤ精機製作所
応力検出装置
1か月前
大和ハウス工業株式会社
溶接方法
1か月前
株式会社不二越
噛み込み検知装置
28日前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
スター精密株式会社
工作機械
23日前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ