TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025168780
公報種別
公開特許公報(A)
公開日
2025-11-12
出願番号
2024073525
出願日
2024-04-30
発明の名称
歯車加工装置
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23F
23/06 20060101AFI20251105BHJP(工作機械;他に分類されない金属加工)
要約
【課題】歯車形状のワークの撓みおよび切削負荷による加工精度の低下を防止して、加工精度を向上させることができる歯車加工装置を提供する。
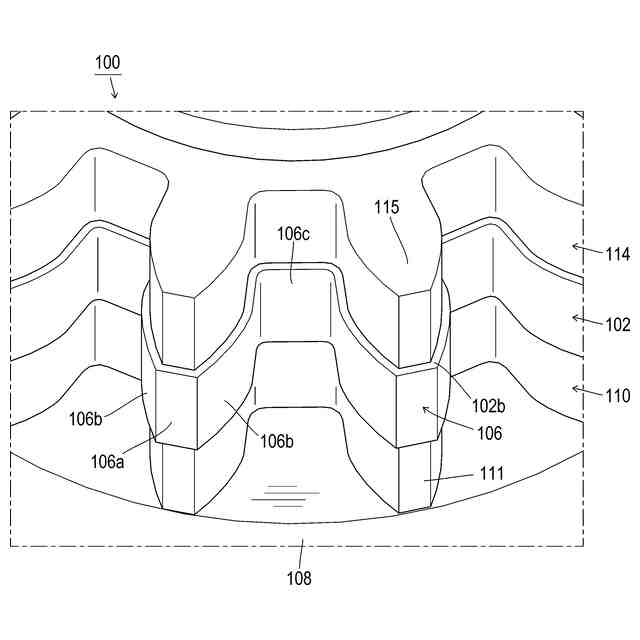
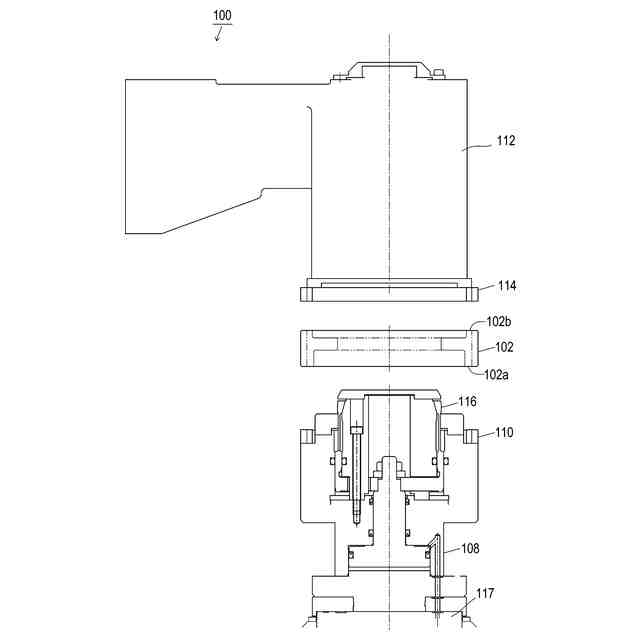
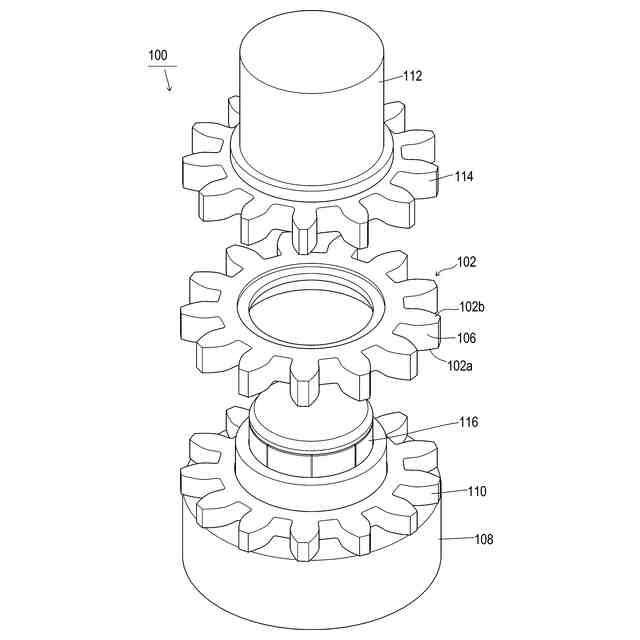
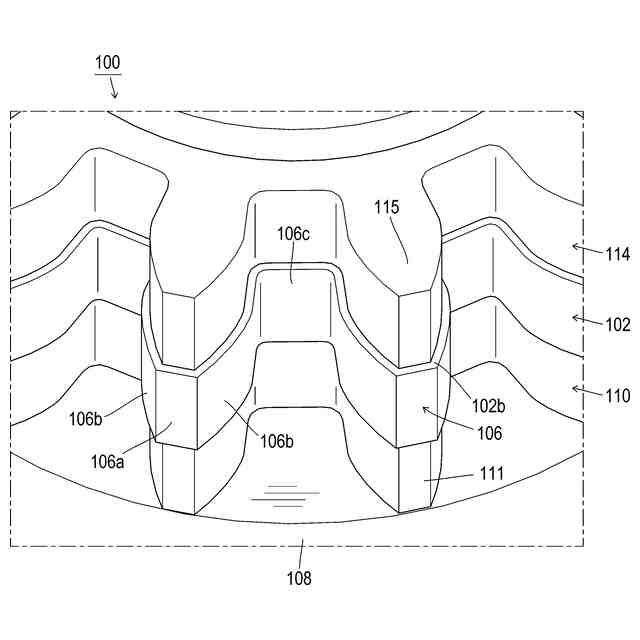
【解決手段】本発明にかかる歯車加工装置100は、ワーク102を回転させるワーク主軸117と、ワーク主軸に取り付けられワークの端面に当接する基準金110と、ワークの他端102bを支持するテールストック112と、テールストックと同軸に取り付けられワークの端面に当接される端面押さえ114と、を備え、基準金および端面押さえは、ワークと略同じ歯車形状であって、かつワークより小さい歯車形状であることを特徴とする。
【選択図】図3
特許請求の範囲
【請求項1】
ワークを回転させるワーク主軸と、
前記ワーク主軸に取り付けられ前記ワークの端面に当接する基準金と、
前記ワークの他端を支持するテールストックと、
前記テールストックと同軸に取り付けられ前記ワークの端面に当接される端面押さえと、を備え、
前記基準金および端面押さえは、前記ワークと略同じ歯車形状であって、かつ前記ワークより小さい歯車形状であることを特徴とする歯車加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークを切削または研削して歯車を加工する歯車加工装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
歯車を加工する加工法として、加工対象物であるワークをクランプした状態でワークに対して工具を相対的に移動させて加工する方法(例えばスカイビング加工、シェーパ加工やホブ加工)が知られている。
【0003】
このような加工法では、ワークの加工点(歯車の歯)とワークのクランプ位置とが離れているため、チャックによるクランプ力を上げる必要があり、その結果、ワークにクランプ歪みが生じて加工精度が低下する場合があった。このため、歯車加工装置では、ワークのクランプ歪みを軽減することが求められている。
【0004】
例えば特許文献1には、チャッキング歪の出やすい薄肉円筒形状の工作物の加工方法が記載されている。この加工方法では、チャックによるクランプではなく、工作物の両端面を円形の端面押さえである端面把持式段取りで挟み込むことにより、工作物の径方向のクランプ歪みを軽減させている。
【先行技術文献】
【特許文献】
【0005】
特開平5-228793号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1では、薄肉円筒形状の工作物の両端面を円形の端面押さえで挟持しているため、加工点は両端の端面押さえで押さえている範囲内にあるため、問題がない。しかしこれを歯車加工に適用した場合、歯車の歯は端面押さえで押さえている範囲よりも外側に突出する。このため、加工中の切削負荷により歯車形状のワークが撓んで、加工精度が低下するという問題がある。
【0007】
本発明は、このような課題に鑑み、歯車形状のワークの撓みおよび切削負荷による加工精度の低下を防止して、加工精度を向上させることができる歯車加工装置を提供することを目的としている。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明にかかる歯車加工装置の代表的な構成は、ワークを回転させるワーク主軸と、ワーク主軸に取り付けられワークの端面に当接する基準金と、ワークの他端を支持するテールストックと、テールストックと同軸に取り付けられワークの端面に当接される端面押さえと、を備え、基準金および端面押さえは、ワークと略同じ歯車形状であって、かつワークより小さい歯車形状であることを特徴とする。
【発明の効果】
【0009】
本発明によれば、歯車形状のワークの撓みおよび切削負荷による加工精度の低下を防止して、加工精度を向上させることができる歯車加工装置を提供することができる。
【図面の簡単な説明】
【0010】
本発明の実施形態における歯車加工装置の主要部を、ワークとともに説明する図である。
図1の歯車加工装置の模式図である。
図1の歯車加工装置の要部を説明する図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ