TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025131154
公報種別
公開特許公報(A)
公開日
2025-09-09
出願番号
2024028706
出願日
2024-02-28
発明の名称
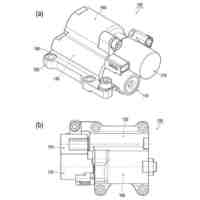
熱処理システム
出願人
株式会社不二越
代理人
個人
,
個人
主分類
C21D
1/18 20060101AFI20250902BHJP(鉄冶金)
要約
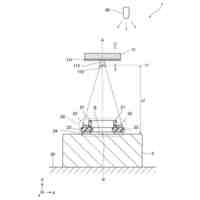
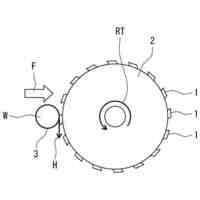
【課題】焼入れ処理の品質を向上できる熱処理システムを提供する。
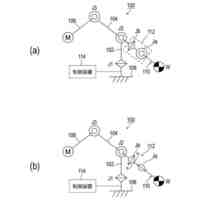
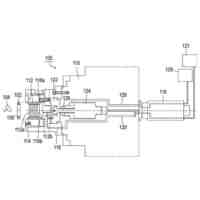
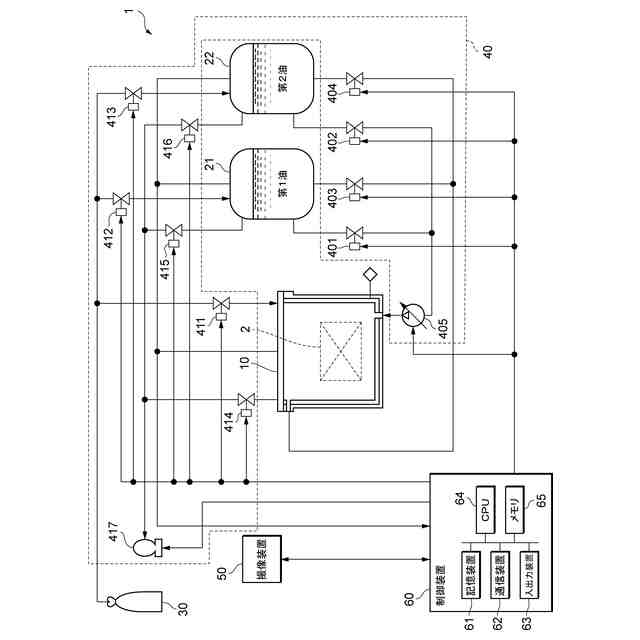
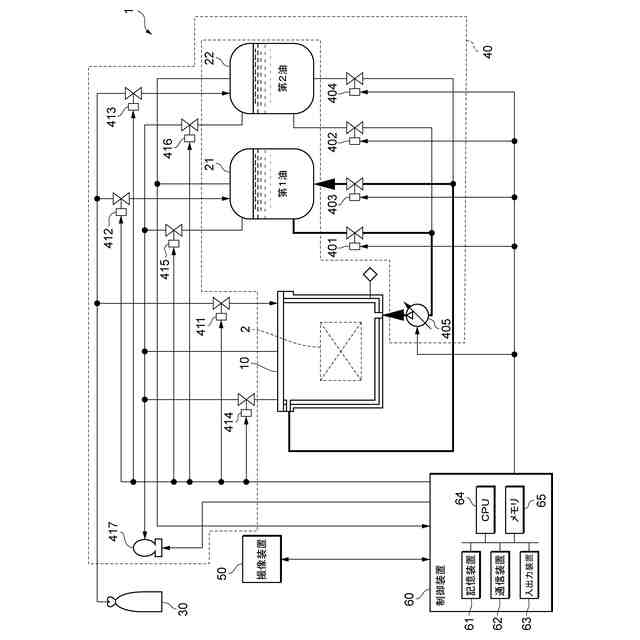
【解決手段】熱処理システム(1)は、鋼部材(2)に焼入れ処理を行う油槽(10)と、第1油が貯留される第1タンク(21)と、第1油と粘度又は温度が異なる第2油が貯留される第2タンク(22)と、第1油と第2油とのうちいずれかを所定の流速で油槽に供給する供給調整部(40)と、鋼部材に関する情報を取得し、取得した情報に基づいて焼入れ処理中の動作シーケンスを特定する制御パラメータを決定し、決定した制御パラメータに従う動作シーケンスを行うように供給調整部の動作を制御する制御装置(60)と、を備える。
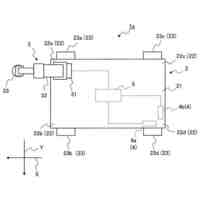
【選択図】図1
特許請求の範囲
【請求項1】
鋼部材に対して焼入れ処理を行う油槽と、
前記焼入れ処理に用いる第1油が貯留された第1タンクと、
前記第1油と粘度又は温度が異なる前記焼入れ処理に用いる第2油が貯留された第2タンクと、
前記第1油と前記第2油とのうちいずれかを所定の流速で前記油槽に供給する供給調整部と、
前記鋼部材の形状及び種類に関する情報を取得し、取得した前記情報に基づいて前記焼入れ処理中の動作シーケンスを特定する制御パラメータを決定し、決定した制御パラメータに従う動作シーケンスを行うように前記供給調整部の動作を制御する制御装置と、
を備えることを特徴とする熱処理システム。
続きを表示(約 900 文字)
【請求項2】
前記制御パラメータは、前記第1油と前記第2油とのうちいずれを前記油槽に供給するかに関するパラメータと前記所定の流速とを含むことを特徴とする請求項1に記載の熱処理システム。
【請求項3】
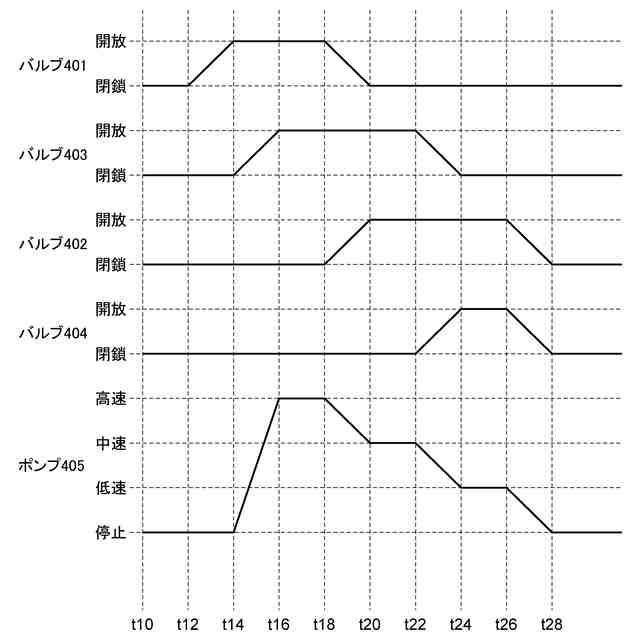
前記供給調整部は、前記第1タンク又は前記第2タンクから供給される油の流速を調整するポンプと、前記第1タンクから前記ポンプに向かう流路の開閉動作を行う第1バルブと、前記第2タンクから前記ポンプに向かう流路の開閉動作を行う第2バルブと、前記油槽から前記第1タンクに向かう流路の開閉動作を行う第3バルブと、前記油槽から前記第2タンクに向かう流路の開閉動作を行う第4バルブとを含み、
前記制御パラメータは、前記第1バルブ~前記第4バルブの開閉タイミングと、前記ポンプの回転速度とを含むことを特徴とする請求項2に記載の熱処理システム。
【請求項4】
前記第2油は、粘度又は温度が前記第1油よりも低く、
前記制御装置は、前記第1油を前記油槽に供給する場合における前記第1油の流速が前記第2油を前記油槽に供給する場合における前記第2油の流速よりも速くなるように、前記供給調整部の動作を制御することを特徴とする請求項1~3のうちいずれか一項に記載の熱処理システム。
【請求項5】
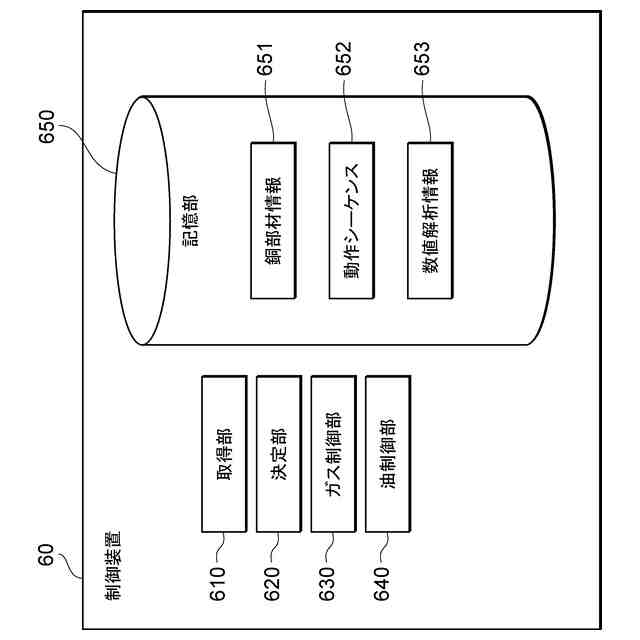
前記情報は、前記鋼部材の代表直径、表面積、鋼種に関する値、及び荷姿に関する値を含み、
前記制御装置は、前記情報が含む各値の組み合わせに予め対応付けられている複数の動作シーケンスから一の動作シーケンスを選択し、選択した前記一の動作シーケンスに従う動作を行うように前記供給調整部の動作を制御することを特徴とする請求項1~3のうちいずれか一項に記載の熱処理システム。
【請求項6】
前記情報は、前記鋼部材の代表直径、表面積、鋼種に関する値、及び荷姿に関する値を含み、
前記制御装置は、前記情報が含む各値を条件とする数値解析を行うことによって前記制御パラメータを決定することを特徴とする請求項1~3のうちいずれか一項に記載の熱処理システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼部材の熱処理システムに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来から、鋼部材に対して焼入れ処理等の熱処理を行う熱処理システムが知られている。
【0003】
これに関し、特許文献1には、焼入油による焼入れ処理において、対流段階の開始温度が400℃~600℃である油剤を150℃~300℃の油温にするとともに攪拌速度を30~200cm/sとする焼き入れ方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開平11-269535号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の技術では、焼入れ処理において焼入油の流速を制御することによって熱処理の品質を制御するものの、鋼部材の表面温度の低下による焼入油の流速への影響をなんら考慮していなかった。したがって、特許文献1に記載の技術では、焼入油が高粘度である場合、鋼部材の表面温度の低下にともなって鋼部材の周辺における焼入油の流速が低下するため、焼入れ処理の品質が低下してしまうという問題があった。
【0006】
本発明はこのような問題に鑑みてなされたものであり、その目的は、焼入れ処理の品質を向上できる熱処理システムを提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明の熱処理システムは、鋼部材に対して焼入れ処理を行う油槽と、前記焼入れ処理に用いる第1油が貯留される第1タンクと、前記第1油と粘度又は温度が異なる前記焼入れ処理に用いる第2油が貯留される第2タンクと、前記第1油と前記第2油とのうちいずれかを所定の流速で前記油槽に供給する供給調整部と、前記鋼部材の形状及び種類に関する情報を取得し、取得した前記情報に基づいて前記焼入れ処理中の動作シーケンスを特定する制御パラメータを決定し、決定した制御パラメータに従う動作シーケンスを行うように前記供給調整部の動作を制御する制御装置と、を備える。
【0008】
また、前記制御パラメータは、前記第1油と前記第2油とのうちいずれを前記油槽に供給するかに関するパラメータと前記所定の流速とを含む。
【0009】
また、前記供給調整部は、前記第1タンク又は前記第2タンクから供給される油の流速を調整するポンプと、前記第1タンクから前記ポンプに向かう流路の開閉動作を行う第1バルブと、前記第2タンクから前記ポンプに向かう流路の開閉動作を行う第2バルブと、前記油槽から前記第1タンクに向かう流路の開閉動作を行う第3バルブと、前記油槽から前記第2タンクに向かう流路の開閉動作を行う第4バルブとを含み、前記制御パラメータは、前記第1バルブ~前記第4バルブの開閉タイミングと、前記ポンプの回転速度とを含む。
【0010】
また、前記第2油は、前記第1油よりも粘度又は温度が低く、前記制御装置は、前記第1油を前記油槽に供給する場合における前記第1油の流速が前記第2油を前記油槽に供給する場合における前記第2油の流速よりも速くなるように、前記供給調整部の動作を制御する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社不二越
ロボット
2か月前
株式会社不二越
硬質材料
2か月前
株式会社不二越
ブローチ盤
2か月前
株式会社不二越
流路切換弁
9日前
株式会社不二越
エンドミル
1か月前
株式会社不二越
歯車加工装置
25日前
株式会社不二越
X線測定装置
1か月前
株式会社不二越
歯車加工装置
25日前
株式会社不二越
歯車加工装置
25日前
株式会社不二越
熱処理システム
2か月前
株式会社不二越
アクチュエータ
2か月前
株式会社不二越
電動油圧ポンプ
2日前
株式会社不二越
空冷式油圧装置
2日前
株式会社不二越
電動油圧ポンプ
2日前
株式会社不二越
X線測定システム
2日前
株式会社不二越
ロボットシステム
3か月前
株式会社不二越
ロボット操作装置
3か月前
株式会社不二越
ロボットシステム
2か月前
株式会社不二越
エッジ仕上げ装置
2か月前
株式会社不二越
ノンリーク三方弁
2か月前
株式会社不二越
X線測定システム
1か月前
株式会社不二越
X線測定システム
1か月前
株式会社不二越
回転駆動システム
11日前
株式会社不二越
噛み込み検知装置
1か月前
株式会社不二越
垂直多関節ロボット
2か月前
株式会社不二越
垂直多関節ロボット
17日前
株式会社不二越
スカイビング加工機
3か月前
株式会社不二越
複合アクチュエータ
2か月前
株式会社不二越
斜板式ピストンポンプ
2か月前
株式会社不二越
移動ロボットシステム
2か月前
株式会社不二越
ロボットに用いる伝送路
1か月前
株式会社不二越
固定構造および固定治具
1か月前
株式会社不二越
可変容量制御ピストンポンプ
2か月前
株式会社不二越
X線回折測定装置及びプログラム
2か月前
株式会社不二越
ダイヤモンド膜の密着性能評価方法
11日前
株式会社不二越
センサ及びセンサを備えるロボット
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ