TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025168705
公報種別
公開特許公報(A)
公開日
2025-11-12
出願番号
2024073360
出願日
2024-04-30
発明の名称
歯車加工装置
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23Q
3/12 20060101AFI20251105BHJP(工作機械;他に分類されない金属加工)
要約
【課題】切削または研削加工中に発生する切り屑を確実に排出することにより、切り屑の噛み込みを防止し、工具寿命や加工精度、加工効率を向上させることができる歯車加工装置を提供する。
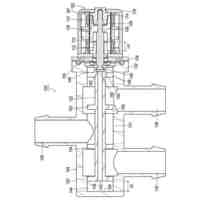
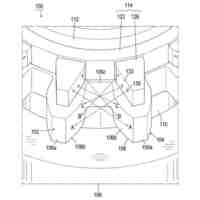
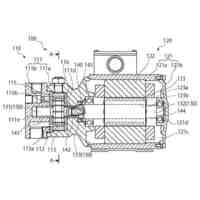
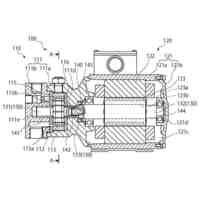
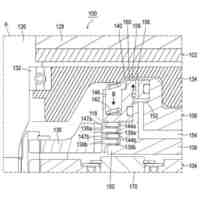
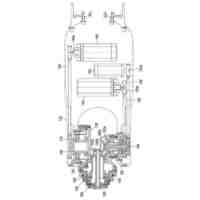
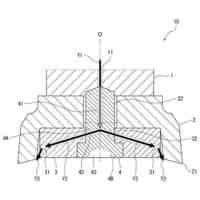
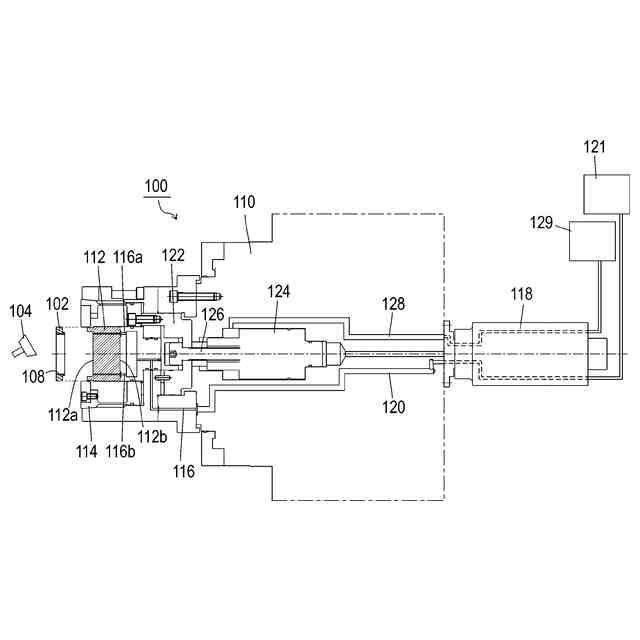
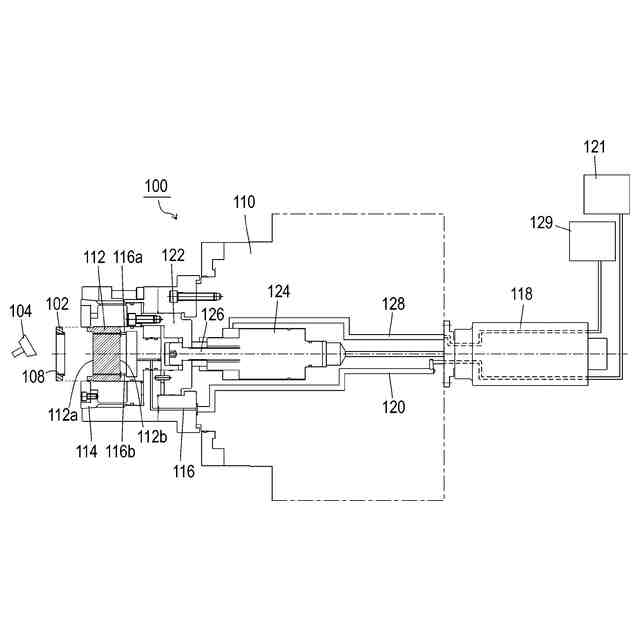
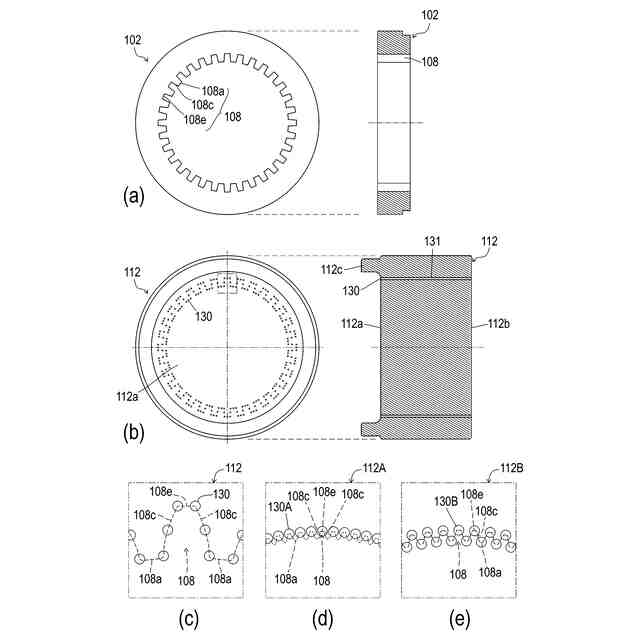
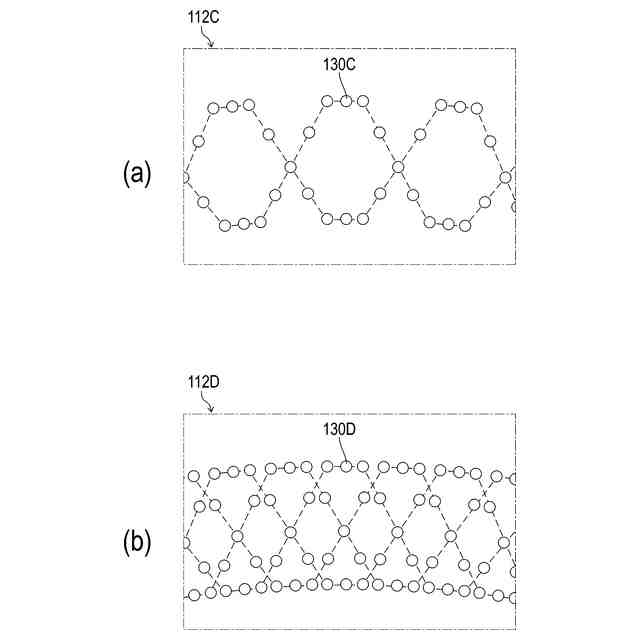
【解決手段】本発明にかかる歯車加工装置100は、ワーク102を保持するチャック114が取り付けられていて、ワークを回転させるワーク主軸110と、チャックに取り付けられる基準金112であって、ワークがチャックに保持されたときにワークが当接する基準金と、ワーク主軸の内部に設けられ、基準金にクーラント、エアーまたはミストを供給する供給路116と、基準金に設けられた流路131であって、ワークに形成される歯形に沿って配列され、供給路から供給されたクーラント、エアーまたはミストをワークに向かって吐出する吐出口130を含む流路と、を備えたことを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
ワークを保持するチャックが取り付けられていて、該ワークを回転させるワーク主軸と、
前記チャックに取り付けられる基準金であって、前記ワークが前記チャックに保持されたときに前記ワークが当接する基準金と、
前記ワーク主軸の内部に設けられ、前記基準金にクーラント、エアーまたはミストを供給する供給路と、
前記基準金に設けられた流路であって、前記ワークに形成される歯形に沿って配列され、前記供給路から供給された前記クーラント、エアーまたはミストを前記ワークに向かって吐出する吐出口を含む流路と、を備えたことを特徴とする歯車加工装置。
続きを表示(約 81 文字)
【請求項2】
前記吐出口は、前記ワークの歯先、歯面、歯底に対応する位置に配置された穴または溝であることを特徴とする請求項1に記載の歯車加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークを切削または研削して歯車を加工する歯車加工装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
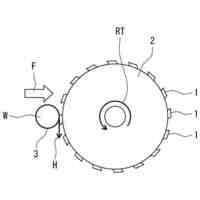
歯車を加工する加工法として、加工対象物であるワークに対して工具を相対的に移動させて加工する方法(例えばスカイビング加工、シェーパ加工やホブ加工)が知られている。このような加工法では、加工中のワークや工具に向かってクーラントを吐出することにより、ワークや工具を冷却したり、加工中に生じる切り屑を排出したりしている。
【0003】
例えば特許文献1には、スローアウェイチップおよびフライスカッタが記載されている。フライスカッタのカッタ本体は、切削液供給孔とチップ取り付け座面とを有する。スローアウェイチップは、板状のチップであって、カッタ本体のチップ取り付け座面に着脱自在に取り付けられていて、さらに切削液供給溝が設けられている。
【0004】
カッタ本体の切削液供給孔は、カッタ本体に貫設されていてスローアウェイチップに切削液(クーラント)を供給する。また切削液供給孔は、チップ取り付け座面に開口し、かつチップ取り付け座面に密着したスローアウェイチップの切削液供給溝に連通している。
【先行技術文献】
【特許文献】
【0005】
特開平8-39387号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1では、フライスカッタのカッタ本体に孔を設け、スローアウェイチップに溝を設けることで、スローアウェイチップの切刃に向かってクーラントを吐出している。つまり特許文献1では、工具側からクーラントを吐出して、ワークや切削工具を冷却したり、切り屑を排出したりしている。
【0007】
しかし工具側からクーラントを吐出すると、内歯車のようにワークの内面を加工する場合には、ワークの内面とワークを保持するチャックに取り付けられる基準金で囲まれた空間に切り屑が滞留してしまう場合がある。その結果、切削加工中に切り屑の噛み込みが発生して、工具寿命や加工精度が低下してしまう。また切り屑の噛み込みを低減するためには切削条件を下げざるをえず、その結果、加工効率が悪化してしまう問題がある。
【0008】
本発明は、このような課題に鑑み、切削または研削加工中に発生する切り屑を確実に排出することにより、切り屑の噛み込みを防止し、工具寿命や加工精度、加工効率を向上させることができる歯車加工装置を提供することを目的としている。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明にかかる歯車加工装置の代表的な構成は、ワークを保持するチャックが取り付けられていて、ワークを回転させるワーク主軸と、チャックに取り付けられる基準金であって、ワークがチャックに保持されたときにワークが当接する基準金と、ワーク主軸の内部に設けられ、基準金にクーラント、エアーまたはミストを供給する供給路と、基準金に設けられた流路であって、ワークに形成される歯形に沿って配列され、供給路から供給されたクーラント、エアーまたはミストをワークに向かって吐出する吐出口を含む流路と、を備えたことを特徴とする。
【0010】
上記の流路は、ワークの歯先、歯面、歯底に対応する位置に配置された穴または溝であることが好ましい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社不二越
エンドミル
1か月前
株式会社不二越
流路切換弁
10日前
株式会社不二越
歯車加工装置
26日前
株式会社不二越
歯車加工装置
26日前
株式会社不二越
X線測定装置
1か月前
株式会社不二越
歯車加工装置
26日前
株式会社不二越
電動油圧ポンプ
3日前
株式会社不二越
空冷式油圧装置
3日前
株式会社不二越
電動油圧ポンプ
3日前
株式会社不二越
回転駆動システム
12日前
株式会社不二越
X線測定システム
3日前
株式会社不二越
噛み込み検知装置
1か月前
株式会社不二越
垂直多関節ロボット
18日前
株式会社不二越
固定構造および固定治具
1か月前
株式会社不二越
ロボットに用いる伝送路
1か月前
株式会社不二越
ダイヤモンド膜の密着性能評価方法
12日前
株式会社不二越
超硬合金およびこれを用いた切削工具
1か月前
株式会社不二越
センサシステム及びロボットシステム
1か月前
株式会社不二越
歯切工具用部品およびそれを用いた歯切工具
10日前
株式会社不二越
直動軸受用合金鋼およびそれを用いた直動軸受
1か月前
株式会社不二越
冷間金型用合金鋼およびそれを用いた冷間金型
1か月前
個人
フライス盤
2か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
ダイニチ工業株式会社
配膳治具
1か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
2か月前
キヤノン電子株式会社
加工装置
1か月前
日東精工株式会社
ねじ締め装置
5か月前
個人
切削油供給装置
3か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
5か月前
日東精工株式会社
ねじ整列トレー
26日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ