TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025167044
公報種別
公開特許公報(A)
公開日
2025-11-07
出願番号
2024071325
出願日
2024-04-25
発明の名称
エンドミル
出願人
株式会社不二越
代理人
弁理士法人酒井国際特許事務所
,
個人
主分類
B23C
5/10 20060101AFI20251030BHJP(工作機械;他に分類されない金属加工)
要約
【課題】エンドミル本体の剛性を確保しながら、同時に切削加工時に発生した切りくずの排出特性を高めるエンドミルを提供する。
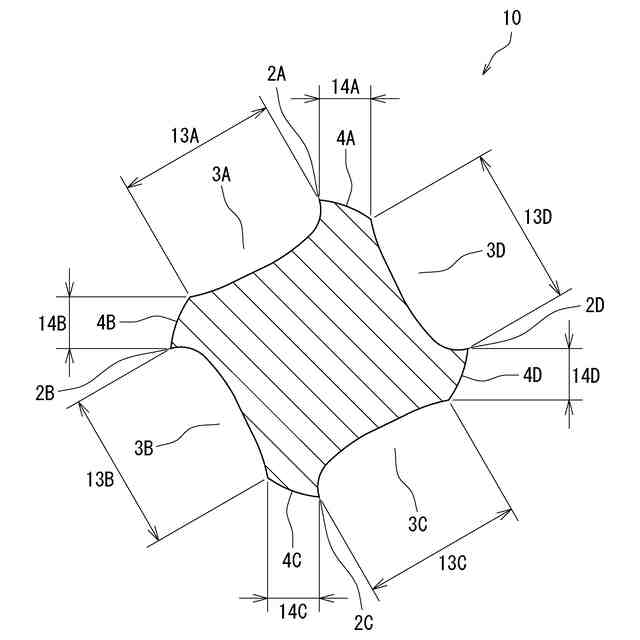
【解決手段】4枚の底刃と、これらの底刃に連続して形成されている4枚の外周刃と、これらの外周刃に隣接して形成される4条の溝を有するエンドミルにおいて、当該エンドミルの回転軸に直角の断面視で外周刃のランドの幅をエンドミルの長手方向に沿って変化させる。また、これらの外周刃のランドの幅をエンドミルの底刃側よりもエンドミルのシャンク側の方をより広くする。
【選択図】図5
特許請求の範囲
【請求項1】
複数枚の底刃と、前記底刃に連続して形成されている複数枚の外周刃と、前記外周刃に隣接して形成される複数条の溝と、を有しているエンドミルであって、前記エンドミルの回転軸に直角の断面視にて、前記複数枚の外周刃のランドの幅は、前記エンドミルの底刃側よりも前記エンドミルのシャンク側の方が広いことを特徴とするエンドミル。
続きを表示(約 260 文字)
【請求項2】
前記外周刃のランドは、前記ランドの幅が前記エンドミルの軸方向に沿って一定である第1ランド部と、前記ランドの幅が前記エンドミルの軸方向に沿って連続的に変化している第2ランド部と、前記ランドの幅が前記エンドミルの軸方向に沿って一定である第3ランド部と、から形成されていることを特徴とする請求項1に記載のエンドミル。
【請求項3】
前記第1ランド部は、前記エンドミルの底刃側に形成されており、前記第3ランド部は前記エンドミルのシャンク側に形成されていることを特徴とする請求項2に記載のエンドミル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被削材の側面加工などを行うエンドミルに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、被削材の溝加工や側面加工の際に使用されるエンドミルは、特許文献1ないし3に開示されているように、底刃側からシャンク側に向けてランドの幅(ランド幅)と溝の断面積が一定である。また、被削材の種類や加工条件によって、エンドミルのランド幅や溝の断面積を変化させることもできる。
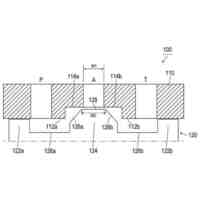
【0003】
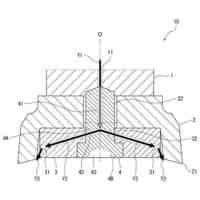
例えば、エンドミルのランド幅を広くすると、エンドミル自体の剛性が向上するので、側面加工においては、エンドミルの倒れ防止を抑制する。また、溝の断面積を大きくする(溝幅を広くする)ことで、溝加工時には切りくずが溝に詰まることを防止できる。従来のエンドミル100の模式断面図を図6、図6に示すエンドミル100のX-X線断面図を図7、図6に示すエンドミル100のY-Y線断面図を図8にそれぞれ示す。
【先行技術文献】
【特許文献】
【0004】
特開2001-287114号公報
特開2004-90148号公報
特許第4936495号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、エンドミル100のランド幅201,202を広くすると、溝幅が狭くなるのでチップポケットの必要な溝加工では切りくずが溝に詰まりやすくなる。一方、溝の断面積を広くすると、ランド幅201,202が狭くなり、エンドミル100の剛性が低下することで側面加工ではエンドミル100の倒れが大きくなり、加工能率を向上できないという問題がある。
【0006】
そこで、本発明は、エンドミル本体の剛性を確保しながら、同時に切削加工時に発生した切りくずの排出特性を高めるエンドミルを提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明のエンドミルは、複数枚の底刃と、これら複数枚の底刃に連続して形成している複数枚の外周刃と、外周刃に隣接して形成される複数条の溝と、を有しているエンドミルにおいて、エンドミルの回転軸に直角の断面視にて、外周刃のランドの幅をエンドミルの長手方向に沿って変化させる。また、これら外周刃のランドの幅は、エンドミルの底刃側よりもシャンク側の方を広くする。
【0008】
また、外周刃のランドは、ランドの幅がエンドミルの軸方向に沿って一定である第1ランド部と、ランドの幅がエンドミルの軸方向に沿って連続的に変化する第2ランド部と、ランドの幅がエンドミルの軸方向に沿って一定である第3ランド部から形成することもできる。この場合、第1ランド部はエンドミルの底刃側に形成して、第3ランド部はエンドミルのシャンク側に形成する。
【発明の効果】
【0009】
本発明のエンドミルは、(エンドミル本体の)剛性を確保しながら、同時に切削加工時に発生した切りくずの排出特性を高めるという効果を奏する。
【図面の簡単な説明】
【0010】
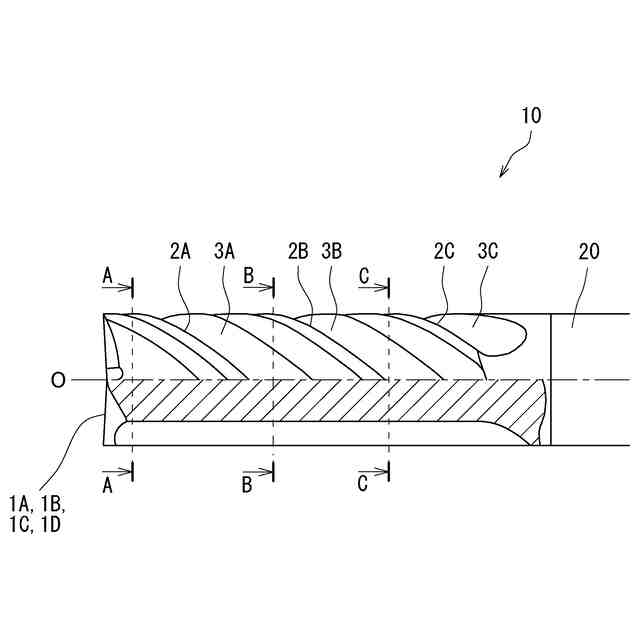
本発明の一実施形態に係るエンドミル10の模式正面図である。
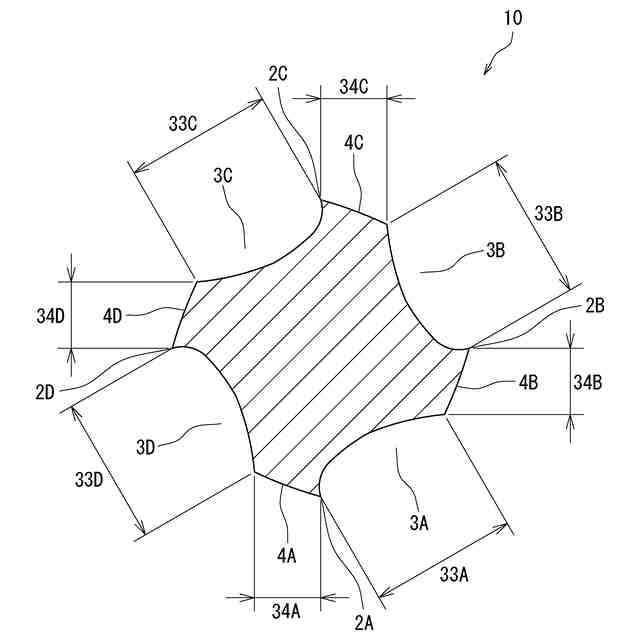
図1に示すエンドミル10のA-A線断面図である。
図1に示すエンドミル10のB-B線断面図である。
図1に示すエンドミル10のC-C線断面図である。
図1に示すエンドミル10のランド幅の変化を示す模式図である。
図1に示すエンドミル10の溝幅の変化を示す模式図である。
従来のエンドミル100の模式断面図である。
図6に示すエンドミル100のX-X線断面図である。
図6に示すエンドミル100のY-Y線断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社不二越
ロボット
1か月前
株式会社不二越
流路切換弁
1日前
株式会社不二越
エンドミル
22日前
株式会社不二越
X線測定装置
22日前
株式会社不二越
歯車加工装置
17日前
株式会社不二越
歯車加工装置
17日前
株式会社不二越
歯車加工装置
17日前
株式会社不二越
X線測定システム
1か月前
株式会社不二越
X線測定システム
1か月前
株式会社不二越
ノンリーク三方弁
2か月前
株式会社不二越
回転駆動システム
3日前
株式会社不二越
噛み込み検知装置
1か月前
株式会社不二越
垂直多関節ロボット
9日前
株式会社不二越
複合アクチュエータ
2か月前
株式会社不二越
斜板式ピストンポンプ
1か月前
株式会社不二越
固定構造および固定治具
1か月前
株式会社不二越
ロボットに用いる伝送路
1か月前
株式会社不二越
ダイヤモンド膜の密着性能評価方法
3日前
株式会社不二越
超硬合金およびこれを用いた切削工具
1か月前
株式会社不二越
センサシステム及びロボットシステム
1か月前
株式会社不二越
歯切工具用部品およびそれを用いた歯切工具
1日前
株式会社不二越
冷間金型用合金鋼およびそれを用いた冷間金型
1か月前
株式会社不二越
直動軸受用合金鋼およびそれを用いた直動軸受
1か月前
個人
タップ
6か月前
個人
フライス盤
2か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
株式会社北川鉄工所
回転装置
5か月前
株式会社不二越
ドリル
6か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
6か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
3か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ