TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025132675
公報種別
公開特許公報(A)
公開日
2025-09-10
出願番号
2024030393
出願日
2024-02-29
発明の名称
ねじ締め機
出願人
日東精工株式会社
代理人
主分類
B23P
19/06 20060101AFI20250903BHJP(工作機械;他に分類されない金属加工)
要約
【課題】締め付け工具が軸方向に摺動自在に構成されたねじ締め機の提供。
【解決手段】
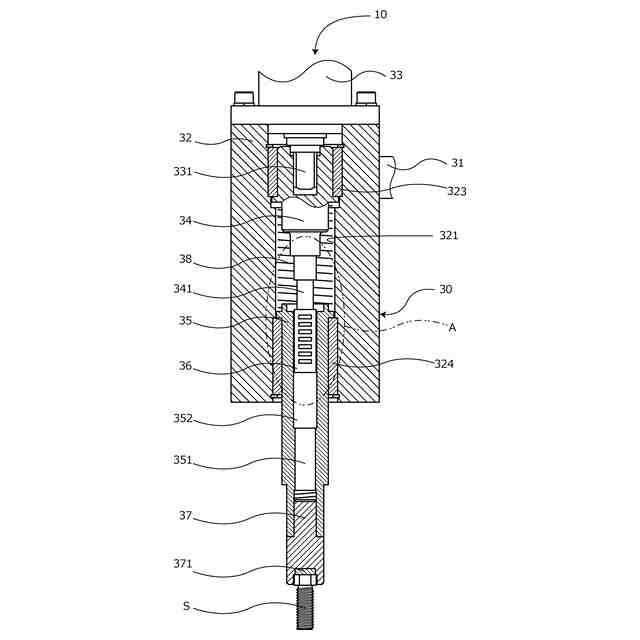
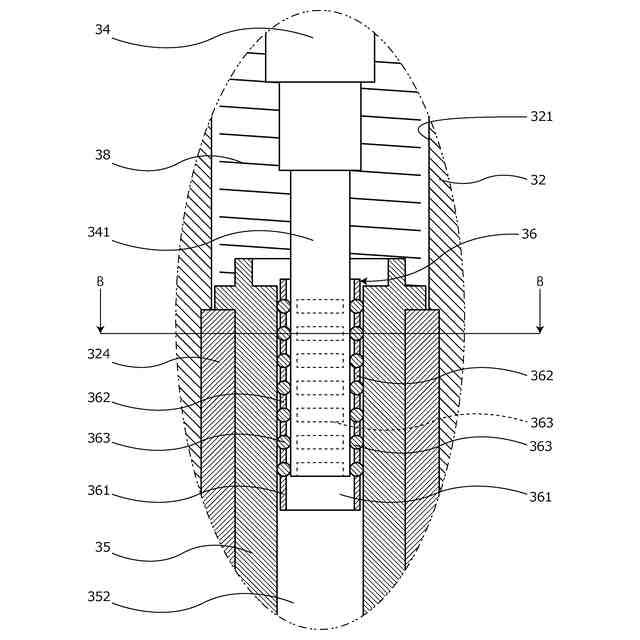
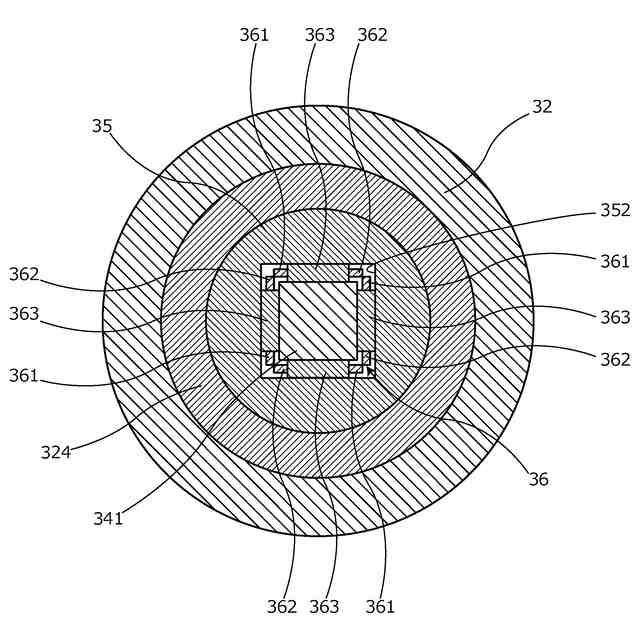
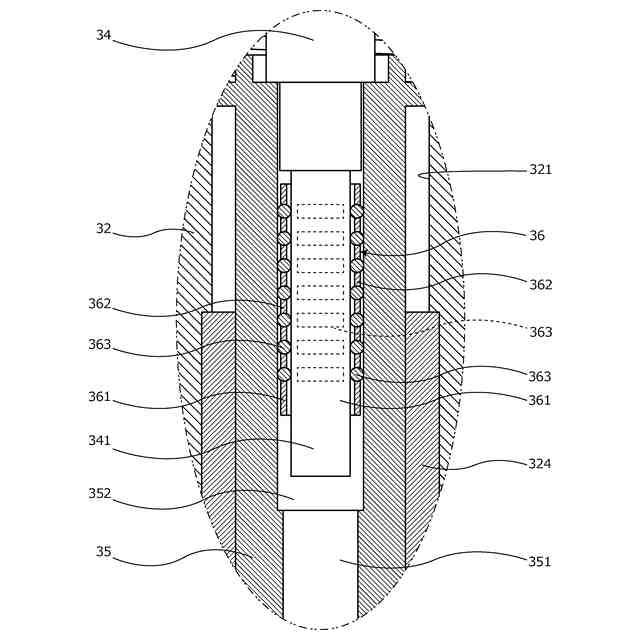
回転駆動源33の駆動を受けて回転する連結軸34と、前記連結軸に接続される可動軸35と、前期可動軸35の先端に装着され、ねじSと嵌合する締め付け工具37と、前記可動軸35を前記連結軸34に対して軸方向に移動可能かつ、連結軸34と一体に回転可能に支持する直動軸受けとから構成されるねじ締め機において、前記直動軸受け36が多角筒形状に構成されていることにより、前記可動軸35を前記連結軸34と一体に回転可能に支持可能なねじ締め機10による。また、前記直動軸受け35は、前記複数本の円柱形状の針状ころ363とこれら針状ころ363を保持する保持器362とからなる平板形状の転がり軸受け361を複数枚から構成されている。
【選択図】図2
特許請求の範囲
【請求項1】
回転駆動源の駆動を受けて回転する連結軸と、
前記連結軸に接続される可動軸と、
前期可動軸の先端に装着され、ねじと嵌合する締め付け工具と、
前記可動軸を前記連結軸に対して軸方向に移動可能かつ、連結軸と一体に回転可能に支持する直動軸受けとから構成されるねじ締め機において、
前記直動軸受けが多角筒形状に構成されていることにより、前記可動軸を前記連結軸と一体に回転可能に支持することを特徴とするねじ締め機。
続きを表示(約 300 文字)
【請求項2】
前記連結軸および可動軸は、そのいずれか一方に多角柱形状に構成された嵌合凸部が設けられ、他方に前記嵌合凸部より大きい多角柱形状の嵌合凹部が設けられ、
前記直動軸受けは、前記嵌合凹部の内壁と嵌合凸部の側面との両方に当接していることを特徴とする請求項1に記載のねじ締め機。
【請求項3】
前記直動軸受けは、前記嵌合凹部の内壁に沿って配置される複数本の円柱形状の針状ころとこれら針状ころを保持する保持器とからなる平板形状の転がり軸受けを複数枚用い、これら複数枚の転がり軸受けを多角筒形状に配置して構成されていることを特徴とする請求項2に記載のねじ締め機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ねじをワークに締めつけるねじ締め機に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来、ねじをワークに締めつけるねじ締め機として、特許文献1に開示するものが知られている。このねじ締め機は、モータの駆動を受けて回転する締め付け工具を備えたドライバユニットと、このドライバユニットを移動させる多関節ロボットと有しており、前記ドライバユニット30は、モータから締め付け工具まで回転トルク伝達するトルク伝達機構として連結軸および可動軸が設けられている。このドライバユニットの連結軸には、四角柱形状の嵌合部が形成されており、前記可動軸には、前記嵌合凸部と嵌合可能な四角形状の嵌合孔が形成されているとともに、可動軸は、クッションばねによって連結軸と離反する方向に付勢されている。これら構造により可動軸および締め付け工具は、モータの回転軸および連結軸と一体に回転するとともに、連結軸に対して軸方向相対移動することが可能となっていた。
【0003】
しかしながら、上記ねじ締め機は、前記嵌合部の側面と、前記嵌合孔の内面とが面接触していた。このため、モータから出力されたねじ締めトルクによってこれらの間に過度な摩擦力が生じ、当該摩擦力によって可動軸の軸方向の移動が阻害されることがあった。このように可動軸が連結軸に固定されると、多関節ロボットの振動等が連結軸および可動軸と介して直接ねじおよびワークに伝達されるため、ねじおよびワークが破損する等の問題が生じる。また、可動軸が摩擦により軸方向に固定された状態で頭部が六角柱形状に構成されたねじをボックスビットやソケット等により締め付ける場合、当該ねじのねじ込み作用によりワークが持ち上げられたり、ドライバユニットをワーク側に引き寄せたりするため、ワークやねじ締め機が破損する等の問題もあった。さらに、上記摩擦力が解除された際、可動軸の軸方向に作用する力の釣り合いが崩れるため、多関節ロボットや締め付け工具等がクッションばねを伸縮させる方向に急遽移動し、ねじ締め機を破損させる可能性があった。
【0004】
上記対策として、特許文献2に記載のねじ締め機が知られている。このねじ締め機は、前記連結軸と可動軸との連結部分にボールスプラインが設けられており、モータからの回転トルクを締め付け工具まで伝達しつつ、可動軸および締め付け工具を連結軸およびモータに対して軸方向摺動可能に構成されている。このように特許文献2に記載のねじ締め機は、前記連結軸と可動軸との連結部分にボールスプラインが設けられているため、ねじ締めトルクが作用しても可動軸と固定軸との間で摩擦が生じにくく、可動軸が固着することが防止されている。このため、可動軸は、ねじ締め時においても、連結軸に対して軸方向に摺動可能となり、ワークやねじ等の破損を防止できるという利点があった。
【先行技術文献】
【特許文献】
【0005】
特許6397510号公報
特開2016-209960号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、ボールスプラインは、ボール循環機構を内包し、外形が大きいため、連結軸と可動軸との間に設けると、回転時に生じる慣性モーメントが増大する。このため、従来のねじ締め機は、ねじが着座した際に生じる衝撃トルクが大きくなるという問題があった。また、ボールスプラインは、内包されたボールと各種部材とが点接触する構造のため、回転方向の力により破損しやすい等の問題があった。
【0007】
そのため、本発明は、ボールスプラインを用いずに可動軸を円滑に摺動させるねじ締め機の提供を目的とする。
【課題を解決するための手段】
【0008】
この目的を達成するために本発明は、回転駆動源の駆動を受けて回転する連結軸と、前記連結軸に接続される可動軸と、前期可動軸の先端に装着され、ねじと嵌合する締め付け工具と、前記可動軸を前記連結軸に対して軸方向に移動可能かつ、連結軸と一体に回転可能に支持する直動軸受けとから構成されるねじ締め機において、前記直動軸受けが多角筒形状に構成されていることにより、前記可動軸を前記連結軸と一体に回転可能に支持することを特徴とする。
なお、前記連結軸および可動軸は、そのいずれか一方に多角柱形状に構成された嵌合凸部が設けられ、他方に前記嵌合凸部より大きい多角柱形状の嵌合凹部が設けられ、前記直動軸受けは、前記嵌合凹部の内壁と嵌合凸部の側面との両方に当接していることが好ましい。
また、前記直動軸受けは、前記嵌合凹部の内壁に沿って配置される複数本の円柱形状の針状ころとこれら針状ころを保持する保持器とからなる平板形状の転がり軸受けを複数枚用い、これら複数枚の転がり軸受けを多角筒形状に配置して構成されていることが好ましい。
【発明の効果】
【0009】
上記発明によれば、連結軸および可動軸の間に角筒形状の摺動機構が設けられているため、可動軸が連結軸に対して円滑に相対移動できる等の利点がある。
また、前記角柱形状に構成されていることにより、強い回転トルクが負荷されても摺動機構が破損することがない等の利点もある。
【図面の簡単な説明】
【0010】
本発明に係るねじ締め機の構造を示す側面図である。
本発明に係るねじ締め機のドライバユニットの構造を示す要部拡大一部切欠き断面図である。
図2のA部拡大図である。
図3のB―B断面図である。
図2の状態から次の状態に移行した状態を示す要部拡大一部切欠き断面図である。
図5のC部拡大図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
2か月前
日東精工株式会社
ねじ整列トレー
14日前
日東精工株式会社
振動波形検査装置
22日前
日東精工株式会社
医療用電動タッパー
14日前
日東精工株式会社
地盤の液状化判定方法
1か月前
日東精工株式会社
磁気式検査装置及びその良品判定方法
1か月前
個人
フライス盤
2か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
4か月前
株式会社ダイヘン
溶接電源装置
3か月前
ダイニチ工業株式会社
配膳治具
22日前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
2か月前
キヤノン電子株式会社
加工装置
19日前
個人
切削油供給装置
3か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
5か月前
日東精工株式会社
ねじ整列トレー
14日前
中国電力株式会社
養生シート
1か月前
睦月電機株式会社
金属表面処理方法
19日前
株式会社アンド
半田付け方法
2か月前
株式会社富田製作所
支持構造
27日前
キヤノン電子株式会社
加工システム
3か月前
個人
型枠製造装置のフレーム
1か月前
株式会社ツガミ
工作機械
2か月前
大見工業株式会社
ドリル
3か月前
株式会社向洋技研
スタッドの製造方法
21日前
株式会社ダイヘン
溶接装置
4か月前
株式会社不二越
ブローチ盤
2か月前
株式会社ダイヘン
溶接装置
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ