TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025136847
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024035738
出願日
2024-03-08
発明の名称
ねじ締め装置
出願人
日東精工株式会社
代理人
主分類
B23P
19/06 20060101AFI20250911BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は、動作の切替ポイントを容易に設定可能に構成されたねじ締め装置を提供する。
【解決手段】
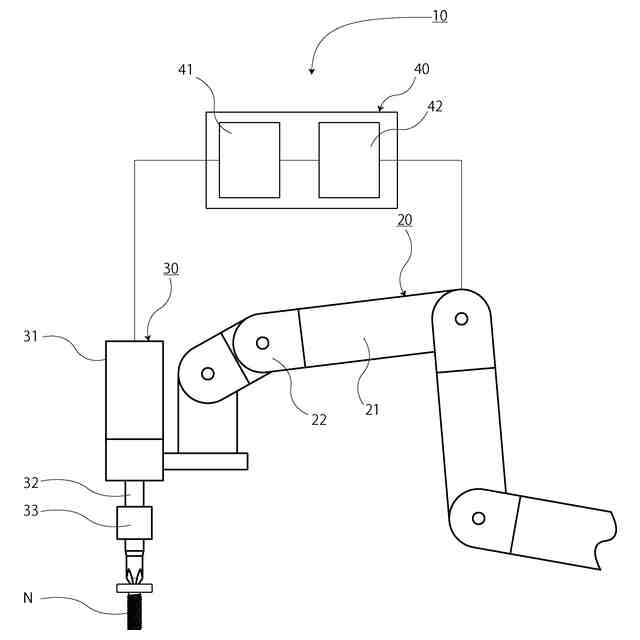
締結工具32を回転駆動させる回転駆動源31を有するねじ締めツール30と、前記ねじ締めツール30を軸方向に移動させる移動手段20と、前記移動手段20を位置制御する制御手段40とを有し、前記ねじ締めツール30が、待機位置、ねじ締め開始位置、ねじ締め完了位置の順に移動するように位置制御されており、前記制御手段40は、制御パラメータとして、前記ねじ締め完了位置と、前記ねじの長さ寸法と、退避距離を予め設定し、記憶可能な記憶テーブルと、前記ねじ締め完了位置と前記ねじの長さ寸法からねじ締め開始位置を演算可能かつ、前記ねじ締め開始位置と前記退避距離から前記待機位置を演算可能な演算処理部とを有することを特徴とするねじ締め装置による。
【選択図】図2
特許請求の範囲
【請求項1】
ねじと嵌合可能な締結工具を回転駆動させる回転駆動源を有するねじ締めツールと、
前記ねじ締めツールを前記締結工具の軸方向に移動させる移動手段と、
前記移動手段を位置制御する制御手段とを有し、
前記ねじ締めツールが、前記締結工具の軸方向に移動し始める待機位置、前記回転駆動源が駆動し始めるねじ締め開始位置、前記ねじがワークに着座するねじ締め完了位置の順に移動するように位置制御されているねじ締め装置において、
前記制御手段は、
制御パラメータとして、前記ねじ締め完了位置と、前記ねじの長さ寸法と、退避距離を予め設定し、記憶可能な記憶テーブルと、
前記ねじ締め完了位置と前記ねじの長さ寸法からねじ締め開始位置を演算可能かつ、前記ねじ締め開始位置と前記退避距離から前記待機位置を演算可能な演算処理部とを有することを特徴とするねじ締め装置。
続きを表示(約 350 文字)
【請求項2】
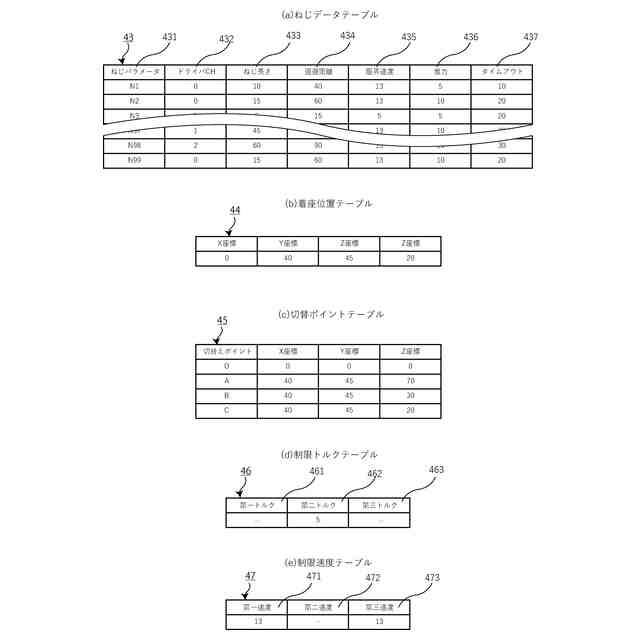
前記制御手段は、前記記憶テーブルとして、前記ねじの長さ寸法および退避距離を記憶可能なねじデータテーブルと、前記ねじ締め完了時の位置を記憶可能な着座位置テーブルと、前記待機位置およびねじ締め開始位置を記憶する切替ポイントテーブルを有しており、
前記切替ポイントテーブルに記憶された値を元に前記移動手段を制御することを特徴とする請求項1に記載のねじ締め装置。
【請求項3】
前記ねじデータテーブルには、前記移動手段による前記ねじ締めツールの最大移動速度を予め入力可能なフィールドが設けられており、
前記制御手段は、前記最大移動速度以上の速度で前記ねじ締めツールが移動しないよう前記移動手段を制御することを特徴とする請求項2に記載のねじ締め装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ねじをワークに締め付けるねじ締め装置に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来、ねじをワークに締め付けるねじ締め装置として、特許文献1に開示されたものが知られている。このねじ締め装置は、ねじと嵌合するドライバビットおよびドライバビットを回転駆動させる回転駆動源を備えたねじ締めツールと、このねじ締めツールを三次方向に移動させる駆動ロボットを備えており、移動ロボットがねじ締めツールを移動させることにより、多数の着座位置にねじを締結可能という特徴があった。
【0003】
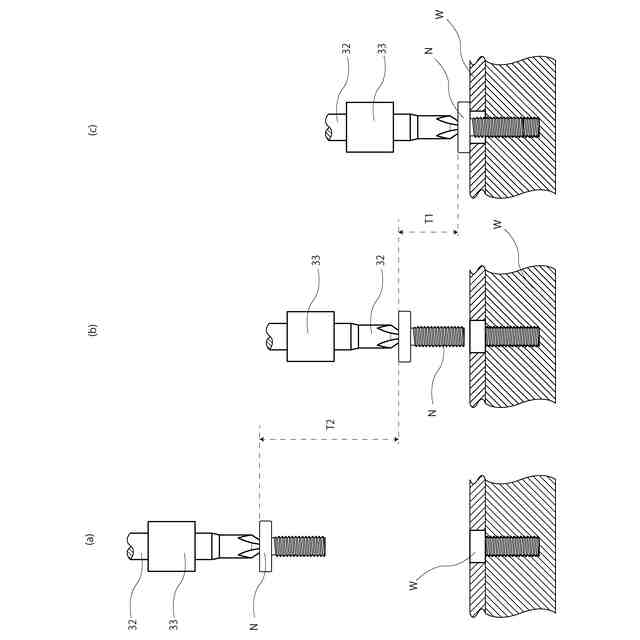
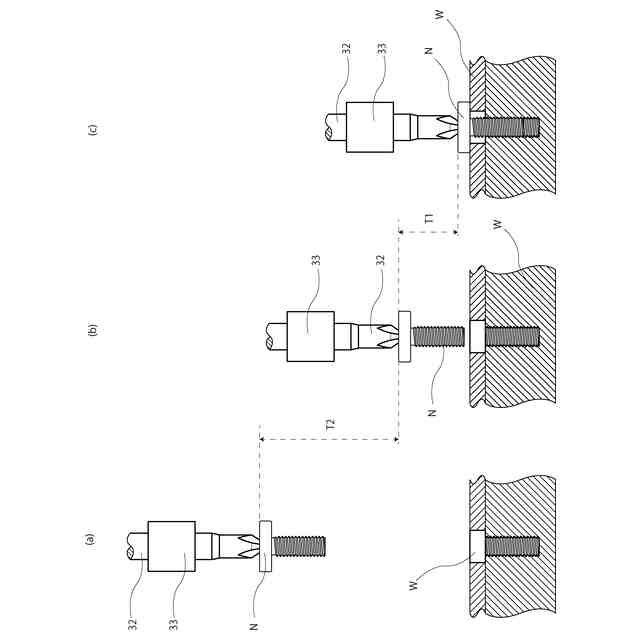
上述のようなねじ締め装置の移動ロボットには、ねじ締めツールが基準位置である原点や外部の供給装置からねじを受け取る受取位置等、動作の切替ポイントが複数個予め設定されている。特にねじ締め過程において、ねじがワークに正常に締結された際に位置する着座位置、この着座位置の上方に設定される下降開始位置、着座位置と下降開始位置の間に設定されるビット回転開始位置等の切替ポイントが設定されており、前記受取位置にてねじを受け取り後、以下の手順でねじをワークに締結している。
K01:ねじ締めツールを図2の(a)に示す下降開始位置まで移動させる。
K02:ねじ締めツールが下降開始位置に到達すると所定の時間待機する。
K03:ねじ締めツールを図2の(b)に示すねじ締め開始位置まで所定の速度で高速で下降させる。
K04:ねじ締めツールがねじ締め開始位置に到達すると締結モータを回転駆動させる。
K05:低速かつ所定の推力に切替え図2の(c)に示す着座位置まで下降させる。
K06:締結モータがトルクアップすると、ねじ締めツールが図2の(c)に示す着座位置に達しているか確認
K07:退避位置まで上昇
【0004】
上述のようなねじ締め装置の動作において、そのプログラムは、以下の手順で作成されている。
L01:下降開始位置を教示
L02:下降速度の設定
L03:待機時間の設定
L04:ねじ締め開始位置を教示
L05:下降時の推力の設定
L06:ドライバスタート
L07:OK時の動作を設定
L08:NG時の動作を設定
L09:タイムアウト時間の設定
L10:タイムアウト時の動作を設定
L11:退避位置を教示
L12:高速上昇の設定
【0005】
上記ねじ締め装置において、前記着座位置は、ワークに締め付けられたねじに対してドライバビットを嵌合させその際の座標データを検出するように教示される一方、前記下降開始位置および前記ねじ締め開始位置は、前記着座位置まで到達してねじ締めツールをねじの軸方向に移動させて、その移動量から座標を算出するように教示されていた。
【先行技術文献】
【特許文献】
【0006】
特許第3797598号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述のようにねじ締め装置は、その移動方向および移動速度を予め設定された複数個の切替ポイントで適宜動作切り替えながら、ねじを締結しているため、ねじ締め装置の制御プログラムを作成前に複数個の切替ポイントを教示する必要があった。そのため、複数の箇所にねじを締結する場合、同一のねじであっても、締結位置毎に複数個の切替ポイントの座標を設定する必要があり、よりプログラム作成が困難となっていた。
【0008】
そのため、本発明は、切替ポイントを容易に教示可能なねじ締め装置の提供を目的とする。
【課題を解決するための手段】
【0009】
この目的を達成するために本発明は、ねじと嵌合可能な締結工具を回転駆動させる回転駆動源を有するねじ締めツールと、前記ねじ締めツールを前記締結工具の軸方向に移動させる移動手段と、前記移動手段を位置制御する制御手段とを有し、前記ねじ締めツールが、前記締結工具の軸方向に移動し始める待機位置、前記回転駆動源が駆動し始めるねじ締め開始位置、前記ねじがワークに着座するねじ締め完了位置の順に移動するよう位置制御されているねじ締め装置において、前記制御手段は、制御パラメータとして、前記ねじ締め完了位置と、前記ねじの長さ寸法と、退避距離を予め設定し、記憶可能な記憶テーブルと、前記ねじ締め完了位置と前記ねじの長さ寸法からねじ締め開始位置を演算可能かつ、前記ねじ締め開始位置と前記退避距離から前記待機位置を演算可能な演算処理部とを有することを特徴とする。
なお、前記制御手段は、前記記憶テーブルとして、前記ねじの長さ寸法および退避距離を記憶可能なねじデータテーブルと、前記ねじ締め完了時の位置を記憶可能な着座位置テーブルと、前記待機位置およびねじ締め開始位置を記憶する切替ポイントテーブルを有しており、前記切替ポイントテーブルに記憶された値を元に前記移動手段を制御することが好ましい。
また、前記ねじデータテーブルには、前記移動手段による前記ねじ締めツールの最大移動速度を予め入力可能なフィールドが設けられており、前記制御手段は、前記最大移動速度以上の速度で前記ねじ締めツールが移動しないよう前記移動手段を制御することが好ましい。
【発明の効果】
【0010】
上記発明によれば、予め入力されたねじの長さ寸法および退避距離とねじの着座位置を元に下降開始位置およびねじ締め開始位置の座標を演算するため、作業者が毎度教示する必要がなく作業効率が向上するとの利点がある。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
2か月前
日東精工株式会社
ねじ整列トレー
17日前
日東精工株式会社
振動波形検査装置
25日前
日東精工株式会社
医療用電動タッパー
17日前
日東精工株式会社
地盤の液状化判定方法
2か月前
日東精工株式会社
磁気式検査装置及びその良品判定方法
1か月前
個人
フライス盤
2か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
6か月前
株式会社北川鉄工所
回転装置
5か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
2か月前
ダイニチ工業株式会社
配膳治具
25日前
日東精工株式会社
ねじ締め装置
5か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
3か月前
キヤノン電子株式会社
加工装置
22日前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
5か月前
個人
切削油供給装置
3か月前
日東精工株式会社
ねじ整列トレー
17日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
1か月前
株式会社富田製作所
支持構造
1か月前
個人
型枠製造装置のフレーム
2か月前
キヤノン電子株式会社
加工システム
3か月前
中国電力株式会社
養生シート
1か月前
株式会社アンド
半田付け方法
2か月前
睦月電機株式会社
金属表面処理方法
22日前
村田機械株式会社
レーザ加工機
6か月前
村田機械株式会社
レーザ加工機
6か月前
株式会社ツガミ
工作機械
2か月前
大見工業株式会社
ドリル
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ