TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025071768
公報種別
公開特許公報(A)
公開日
2025-05-08
出願番号
2024109096
出願日
2024-07-05
発明の名称
タップ
出願人
個人
代理人
主分類
B23G
5/06 20060101AFI20250428BHJP(工作機械;他に分類されない金属加工)
要約
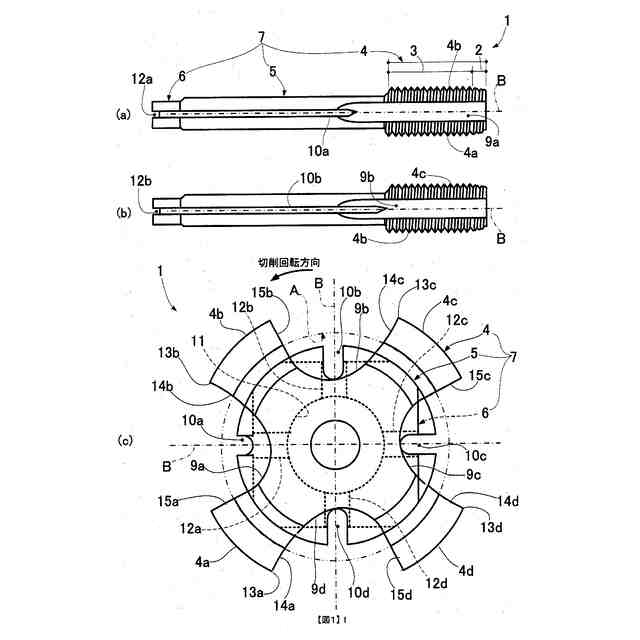
【課題】止り穴形態、通り穴の形態の下穴のいずれのねじ形成動作においても、全てのタップ溝にクーラントが供給され、かつ、切屑が下穴外に排出されるタップを提供する。
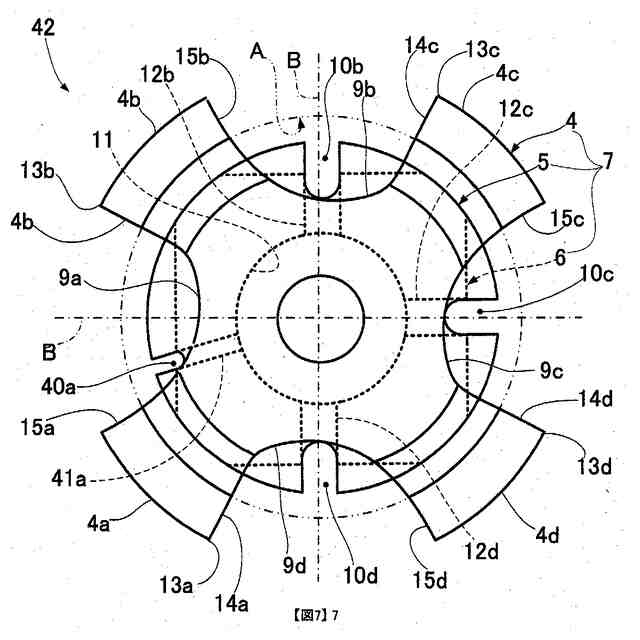
【解決手段】第1のタップ溝9a(止り穴形成時は切屑排出溝として機能)にクーラントを供給する第1のクーラント供給溝10aの溝断面積は、切屑進入阻止溝である第2のタップ溝9b~第4のタップ溝9dにクーラントを供給するクーラント供給溝の溝断面積よりも小断面積であるので、止り穴形成時においては第2のタップ溝9b~第4のタップ溝9dに供給されたクーラントは切屑と共に第1のタップ溝9aに流入し移動し下穴開口から外に排出され、通り穴形成時には第1のクーラント供給溝10aのクーラントは第1のタップ溝9aの先端に届き冷却をおこなう。
【選択図】図1
特許請求の範囲
【請求項1】
食付き部、完全ねじ部とを有する複数のねじ部と、前記ねじ部に連絡するシャンク部と、とを有するタップ本体と、
隣合う前記ねじ部どうしの間に形成されたタップ溝と、
前記シャンク部の外周に設けられた、クーラントを該シャンク部の後端側から全ての前記タップ溝又は一部の前記タップ溝に供給するためのクーラント供給溝と、を備え、
雌ねじを形成する下穴が止り穴である場合においては、
前記タップ溝の一部は切屑進入阻止溝として機能するものであって、
前記切屑進入阻止溝は、供給されるクーラントの量及び勢いによってあるいはいずれか一方によって、前記ねじ部の先方に広がっている前記下穴の空間である下穴空間に切屑を放出し該切屑の溝内への進入を許さない溝として機能する形態であり、
前記切屑進入阻止溝以外のタップ溝は、前記切屑進入阻止溝から前記下穴空間に放出された切屑を巻き込んだクーラントが前記下穴の開口である下穴開口から外に排出されるように溝内を移動する切屑排出溝として機能する形態であり、
前記クーラント供給溝のうちの前記切屑排出溝にクーラントを供給するクーラント供給溝である切屑排出溝連絡クーラント供給溝は、そのクーラント供給形態が、切屑を巻き込んだクーラントの前記切屑排出溝への進入及び前記下穴開口から外への排出を阻止できないクーラント供給形態であり、
前記下穴が通り穴である場合においては、
前記切屑排出溝連絡クーラント供給溝から供給されるクーラントは、前記切屑排出溝を流れ前記ねじ部の先端側に届いて該先端側を冷却する形態を実現するものである(但し、クーラントを前記シャンクの後端側から供給してねじ部の先端側から放出するための、前記シャンク部の後端側から前記ねじ部の先端側に貫通孔形態で設けられる貫通クーラント供給孔を設けた形態を除く)、ことを特徴するタップ。
続きを表示(約 2,300 文字)
【請求項2】
食付き部、完全ねじ部とを有する複数のねじ部と、前記ねじ部に連絡するシャンク部と、とを有するタップ本体と、
隣合う前記ねじ部どうしの間に形成されたタップ溝と、
前記シャンク部の外周に設けられた、クーラントを該シャンク部の後端側から全ての前記タップ溝又は一部の前記タップ溝に供給するためのクーラント供給溝と、を備え、
前記クーラント供給溝の全部又は一部の溝形態が、前記完全ねじ部の範囲にある前記タップ溝の略1/3以上の位置まで溝が延びて溝終点(82)を有する非貫通溝形態である又は前記タップ溝を貫通した前記溝終点(82)有さない貫通溝形態である、ことを特徴とするタップ。
【請求項3】
食付き部、完全ねじ部とを有する複数のねじ部と、前記ねじ部に連絡するシャンク部と、とを有するタップ本体と、
隣合う前記ねじ部どうしの間に形成されたタップ溝と、
前記シャンク部の外周に設けられた、クーラントを該シャンク部の後端側から全ての前記タップ溝又は一部の前記タップ溝に供給するためのクーラント供給溝と、を備え、
前記タップ溝の全部又は一部の形態が、前記シャンク側からタップ先方に向かって延びる浅い溝形態である浅タップ溝部位と、前記浅タップ溝部位よりタップ先端側に位置してタップ先方に向かって延びる、該浅タップ溝部位より深い溝形態である深タップ溝部位とを有するタップ溝形態であり、
前記浅タップ溝部位長さは、前記完全ねじ部の範囲にあるタップ溝の略1/3以上の位置まで延びた長さ形態である、ことを特徴とするタップ。
【請求項4】
前記浅タップ溝部位は、前記クーラント供給溝が貫通形態で形成された形態である、ことを特徴とする請求項3記載のタップ。
【請求項5】
食付き部、完全ねじ部とを有する複数のねじ部と、前記ねじ部に連絡するシャンク部と、とを有するタップ本体と、
隣合う前記ねじ部どうしの間に形成されたタップ溝と、
前記シャンク部の外周に設けられた、クーラントを該シャンク部の後端側から全ての前記タップ溝又は一部の前記タップ溝に供給するためのクーラント供給溝と、を備え、
前記タップ溝の軸方向の全部又は一部において、該タップ溝の溝底から盛り上がり形態で前記シャンク部に連絡してタップ先端側に向かって前記完全ねじ部の範囲内に収まる形態に形成された盛上り部が設けられた、ことを特徴とするタップ。
【請求項6】
前記盛上り部は、前記クーラント供給溝が形成された形態である、ことを特徴とする請求項5記載のタップ。
【請求項7】
食付き部、完全ねじ部とを有する複数のねじ部と、前記ねじ部に連絡するシャンク部と、とを有するタップ本体と、
隣合う前記ねじ部どうしの間に形成されたタップ溝と、
前記シャンク部の外周に設けられた、クーラントを該シャンク部の後端側から全ての前記タップ溝又は一部の前記タップ溝に供給するためのクーラント供給溝と、を備え、
前記タップ溝の全部又は一部において、下穴に形成される雌ねじに接触しない高さで、前記シャンク部に連絡してタップ先端側に向かって前記完全ねじ部の範囲内に収まる形態に形成された仕切り壁が設けられ、
前記仕切り壁によって前記タップ溝9dが二つの溝に分断された形態によって裏面側溝と切削面側溝とが形成された形態である、ことを特徴とするタップ。
【請求項8】
前記裏面側溝又は前記切削面側溝に前記クーラント供給溝が連絡された、ことを特徴とする請求項7記載のタップ。
【請求項9】
食付き部、完全ねじ部とを有する複数のねじ部と、前記ねじ部に連絡するシャンク部と、とを有するタップ本体と、
隣合う前記ねじ部どうしの間に形成されたタップ溝と、
前記シャンク部の外周に設けられた、クーラントを該シャンク部の後端側から全ての前記タップ溝又は一部の前記タップ溝に供給するためのクーラント供給溝と、を備え、
雌ねじを形成する下穴が止り穴である場合においては、
前記タップ溝の一部は切屑進入阻止溝として機能するものであって、
前記切屑進入阻止溝は前記クーラント供給溝が連絡された形態で、供給されるクーラントの量及び勢いによってあるいはいずれか一方によって、前記ねじ部の先方に広がっている前記下穴の空間である下穴空間に切屑を放出し該切屑の前記切屑進入阻止溝内への進入を許さない溝として機能する形態であり、
前記切屑進入阻止溝以外の前記タップ溝は、前記切屑進入阻止溝から前記下穴空間に放出された切屑を巻き込んだクーラントが前記下穴の開口である下穴開口から外に排出されるように溝内を移動する切屑排出溝として機能する形態であり、
前記切屑進入阻止溝の溝幅が、前記切屑排出溝の溝幅より狭い溝幅形態である、ことを特徴とするタップ。
【請求項10】
前記切屑進入阻止溝においては、該前記切屑進入阻止溝に連絡する前記クーラント供給溝の溝形態が、前記完全ねじ部の範囲にある前記タップ溝の略1/3以上の位置まで溝が延びて溝終点(82)を有する非貫通溝形態である又は前記タップ溝を貫通した前記溝終点(82)有さない貫通溝形態である、ことを特徴とする請求項9記載のタップ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、クーラント(切削油)の供給形態に特徴を有するタップに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来、タップにおいて、ねじ部のタップ溝にクーラントを供給する形態として、シャンク後端側からタップ溝に向けて該シャンク外周にクーラントを流す溝形態のクーラント供給溝(外周溝)を設けたタップが知られている。(例えば、特許文献1)
【先行技術文献】
【特許文献】
【0003】
特開2012-125857号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
<通り穴用切削タップ>
上述した特許文献1の技術は、切削タップでねじを形成する下穴が通り穴である場合は、全てのタップ溝それぞれにクーラントを供給するためのクーラント供給溝(特許文献1では、サイドスルー溝16)が、シャンクの外周にタップ溝それぞれに対応(タップ溝数とクーラント供給溝数が同じ)して設けられている技術が開示されている(例えば、特許文献1の図2のタップ(4箇所のタップ溝それぞれに対してクーラント供給溝4箇所が設けられた形態))。
【0005】
そして、その特徴は、4箇所のクーラント供給溝は同じ溝深さ、同じ溝幅で、各タップ溝の中央(中央から)にクーラントを同じ噴出量、噴射速度で噴出するものである。
全てのタップ溝(ここでは4箇所のタップ溝で説明)にクーラントを供給することで、4箇所のねじ部の切刃(全ての切刃)の切削動作によって4か所のそれぞれのタップ溝に切り出される切削屑のそれぞれを、
タップ溝に噴射されるクーラントによって切り出された切屑がタップ溝に留まらないようにでき、よって切屑がネジ山に噛みこむ時間を与えないようにでき、
下穴の下方に強制的に押し出し排出させ、
食付き部のすべての切刃をクーラントによって冷却し、切削抵抗及び切削摩擦を軽減する、というものである。
【0006】
<止り穴用切削タップ>
上述した特許文献1の技術は、切削タップでねじを形成する下穴が止まり穴である場合は、一部のタップ溝にクーラントを供給しない構成とし、このクーラントを供給しないタップ溝からシャンク後端にかけてはクーラント供給溝を設けない形態とした技術が開示されている(例えば、特許文献1の図4のタップ(4箇所のタップ溝のうちの2箇所のタップ溝それぞれに対してクーラント供給溝が2箇所が設けられ、他の2箇所のタップ溝にはクーラントが非供給の形態))。
【0007】
下穴(止り穴)の切削中は、2箇所のタップ溝にクーラントが噴射供給されて、クーラントが供給されているタップ溝であるクーラント供給タップ溝のクーラントと切屑が該下穴とタップ先端の間の空間に流れ込んだ後でクーラントが供給されていないタップ溝であるクーラント非供給タップ溝に流れ込み、クーラント非供給タップ溝側の切刃で生成された切屑とともにクーラント非供給タップ溝を上昇して下穴外に排出される、というものである。
【0008】
<通り穴用切削タップの問題>
上述した通り穴用切削タップを止り穴の切削に使用した場合、全てのタップ溝にクーラントが同じ流速、同じ流量、同じ溝幅、同じ溝深さで噴射されるために、タッピングしている下穴とタップ溝によって形成されるクーラントと切屑の排出溝の開口部がクーラントによって蓋をされたような状態となって、クーラント及び切屑がタップ溝から排出され難くなる(タップ溝内に留まる)ことによる切屑のねじ部への噛み込み、クーラントの流れが著しく悪くなることによる冷却不良と摩擦抵抗の増大、などの不具合が生じるという欠点を有するものであった。
【0009】
<止り穴用切削タップの問題>
上述した止り穴用の切削タップを通し穴の切削(ねじ形成)に使用した場合、2箇所のクーラント供給タップ溝にはクーラントが噴射供給されるが、該クーラントはそのまま下穴の下方に流出し該下穴の下方開口からクーラント供給タップ溝の切屑とともに放出(排出)されてしまうが、他の2箇所のクーラント非供給タップ溝にはクーラントが供給されないもので、クーラント非供給タップ溝側の切刃の冷却、摩擦抵抗の低減、切屑の速やかな排出などが、効果的に行えない状態になるという欠点を有するものである。
【0010】
したがって、特許文献1の発明の切削タップは以下に述べるような問題を有するものである。
(ア)通り穴用切削タップは止り穴のねじ形成には使用し難い、止り穴用切削タップは通り穴のねじ形成には使用し難いものである。
(イ)止り穴のねじ形成と通り穴のねじ形成が混在するねじ形成環境の場合は、通り穴用切削タップと止り穴用切削タップの2種類のタップを用意しなければならず、2つの切削装置を用いる又は1との切削装置では付け替えながらねじ形成を行わなければならないものである。
(ウ)通り穴用切削タップと止り穴用切削タップはクーラント供給溝以外の形態は同じであるので、使用タップの種類の付け間違いが生じる可能性があるものであった。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る



 特許ウォッチ
特許ウォッチ