TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025056649
公報種別
公開特許公報(A)
公開日
2025-04-08
出願番号
2023166249
出願日
2023-09-27
発明の名称
グラフ生成方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B23Q
17/09 20060101AFI20250401BHJP(工作機械;他に分類されない金属加工)
要約
【課題】加工不良の要因の解析に適したグラフを生成するグラフ生成方法を提供することを課題とする。
【解決手段】工作機械に入力された加工プログラムによる加工工程の実施中での加工工具の駆動に関する物理量と前記加工工具の座標位置とを取得し、第1軸を前記物理量とし、第2軸を前記座標位置としたグラフを生成する、グラフ生成方法。
【選択図】図3
特許請求の範囲
【請求項1】
工作機械に入力された加工プログラムによる加工工程の実施中での加工工具の駆動に関する物理量と前記加工工具の座標位置とを取得し、
第1軸を前記物理量とし、第2軸を前記座標位置としたグラフを生成する、
グラフ生成方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、グラフ生成方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
工作機械に設けられた加工工具による加工工程中での加工工具の物理量を計測して、縦軸を物理量とし横軸を時間としたグラフを生成し、このようなグラフを複数重ね合わせてディスプレイに表示する技術がある(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2021-117847号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
例えば加工不良が生じた場合でのグラフと、加工不良が発生していない場合のグラフとを重ね合わせて両グラフを比較することにより、加工不良の要因の解析を行うことが考えられる。しかしながらこのような比較を行うためには、両グラフの時間軸が一致するように調整する必要がある。例えば、所定の加工対象物への加工開始から加工終了までの1加工行程に要する時間が変動していた場合、このような時間軸を一致させる調整は煩雑となる。このように上記のグラフは、加工不良の要因の解析には適していない。
【0005】
そこで本発明は、加工不良の要因の解析に適したグラフを生成するグラフ生成方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的は、工作機械に入力された加工プログラムによる加工工程の実施中での加工工具の駆動に関する物理量と前記加工工具の座標位置とを取得し、第1軸を前記物理量とし、第2軸を前記座標位置としたグラフを生成する、グラフ生成方法によって達成できる。
【発明の効果】
【0007】
本発明によれば、加工不良の要因の解析に適したグラフを生成するグラフ生成方法を提供できる。
【図面の簡単な説明】
【0008】
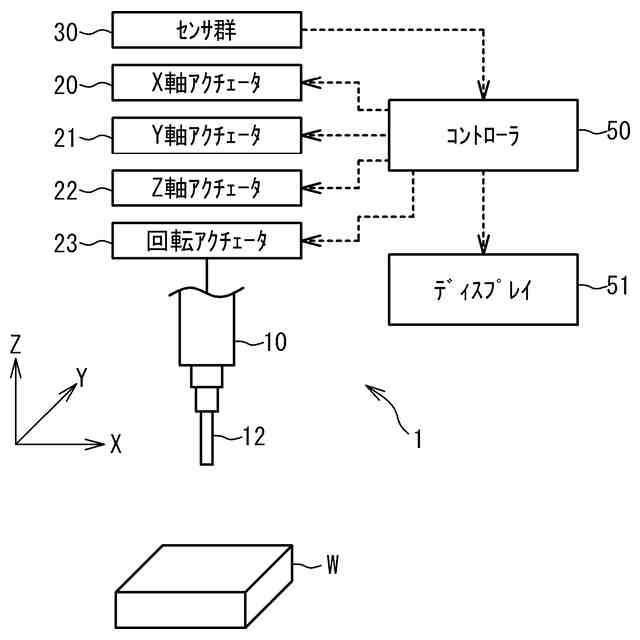
工作機械の模式図である。
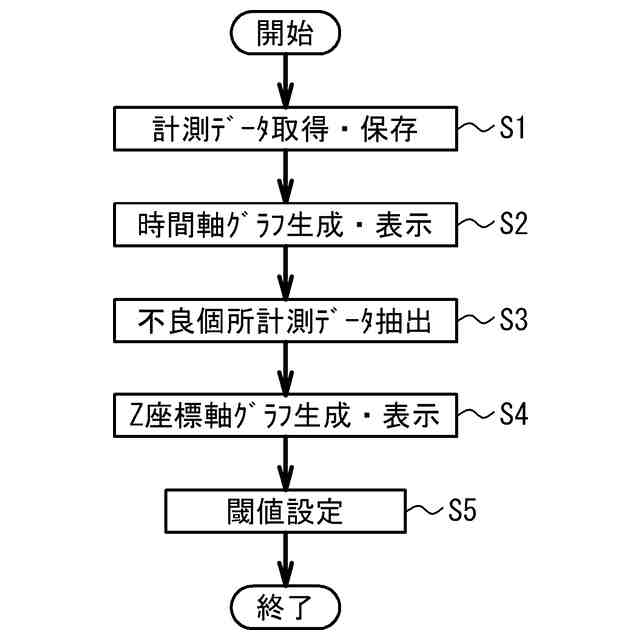
解析方法を例示したフローチャートである。
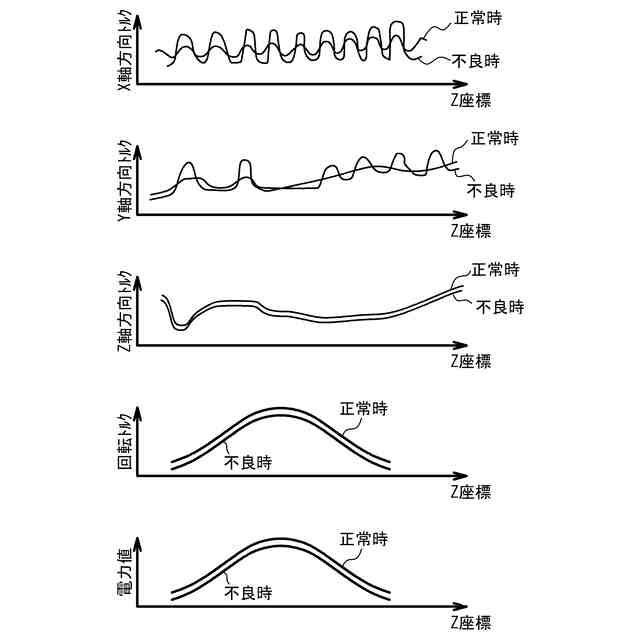
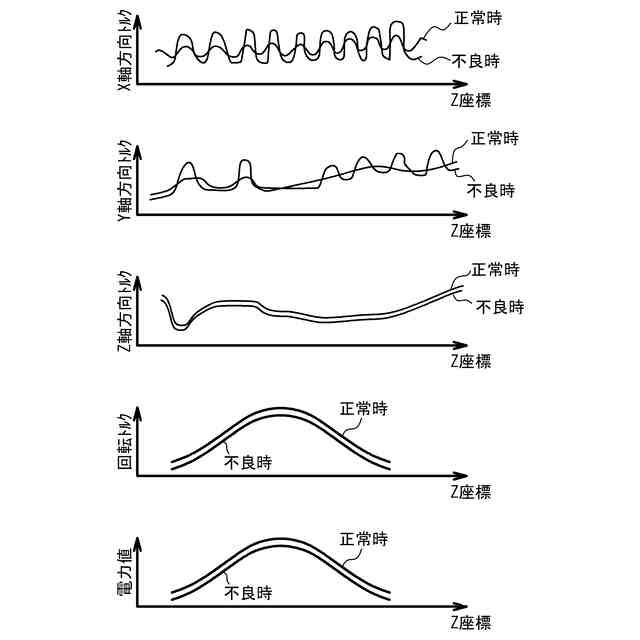
不良発生時と正常時とのZ座標軸グラフを重ねてディスプレイに表示させた場合の例示図である。
【発明を実施するための形態】
【0009】
図1は、工作機械1の模式図である。工作機械1は例えばマシニングセンタである。工作機械1は、主軸10、加工工具12、X軸アクチュエータ20、Y軸アクチュエータ21、Z軸アクチュエータ22、回転アクチュエータ23、センサ群30、コントローラ50、及びディスプレイ51を含む。加工工具12は主軸10の先端に取り付けられている。加工工具12はZ軸方向に沿って延びている。加工工具12は、例えばフライスなどの切削加工具である。加工工具12による加工対象物Wへの加工としては、例えば、切削、研削、仕上加工(研磨)、穴あけ、バリ取りなどが挙げられる。
【0010】
X軸アクチュエータ20、Y軸アクチュエータ21、及びZ軸アクチュエータ22は、それぞれ主軸10と共に加工工具12をX軸方向、Y軸方向、Z軸方向に移動させる。回転アクチュエータ23は、加工工具12のZ軸方向に沿って延びた中心軸周りに加工工具12を回転させる。尚、X軸方向、Y軸方向、Z軸方向は互いに直交している。Z軸方向は鉛直方向に平行である。X軸方向及びY軸方向は、共に水平方向である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ