TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025073296
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2023183947
出願日
2023-10-26
発明の名称
はんだこて先の製造方法
出願人
日東精工株式会社
代理人
主分類
B23K
3/02 20060101AFI20250502BHJP(工作機械;他に分類されない金属加工)
要約
【課題】
高品質なはんだこて先を低コストで製造可能なはんだこて先の製造方法を提供する。
【解決手段】
はんだこて先本体10に先端部材20を接合する接合工程と、接合工程によって接合された部品に熱処理を施し、はんだこて先と先端部材との接合界面に拡散層を生成する熱処理工程と、接合された先端部材を切削して所望の形状に成形する切削工程とを順次実行することによりはんだこて先を製造するはんだこて先の製造方法による。特に、はんだこて先本体の素材は、純銅あるいは銅合金とし、前記先端部材の素材は、純鉄あるいは鉄鋼とし、前記熱処理工程として浸炭焼き入れを施すことが好ましい。
【選択図】図1
特許請求の範囲
【請求項1】
はんだこて先本体に先端部材を接合する接合工程と、
接合工程によって接合された部品に熱処理を施し、はんだこて先と先端部材との接合界面に拡散層を生成する熱処理工程と、
接合された先端部材を切削して所望の形状に成形する切削工程と、
を順次実行することによりはんだこて先を製造することを特徴とするはんだこて先の製造方法。
続きを表示(約 180 文字)
【請求項2】
前記はんだこて先本体の素材は、純銅あるいは銅合金とし、前記先端部材の素材は、純鉄あるいは鉄鋼とし、接合工程によって接合された部品への熱処理工程として表面熱処理を施すことを特徴とする請求項1に記載のはんだこて先の製造方法。
【請求項3】
前記表面熱処理は、浸炭焼き入れであることを特徴とする請求項2に記載のはんだこて先の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、自動はんだ付け装置およびはんだこてに用いられるはんだこて先の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来のはんだこて先としては、特許文献1に示すものが知られている。このはんだこて先は、熱伝導性の良好な銅材料で成り、その先端部に鉄めっきを施すことによって、はんだによる侵食を防止するとともに、使用による損耗に耐えられるように構成されている。
【先行技術文献】
【特許文献】
【0003】
実開昭64-33373号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来のはんだこて先は、鉄めっきが厚いほど長寿命を得られるので、鉄めっきを厚く施す手段が用いられているが、そうすると、鉄めっきの性質上、厚みが不均一になるという品質上の問題をかかえていた。また、鉄めっきを厚く施すと、はんだこて先の先端先鋭な部分に鉄の金属粒が生じてしまうことがあり、追加工よってこの部分を削り落とさなければならず、コスト上の問題もかかえていた。
【0005】
本発明は、上記問題に鑑みて創成されたものであり、高品質なはんだこて先を低コストで製造可能なはんだこて先の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題は、はんだこて先本体に先端部材を接合する接合工程と、接合工程によって接合された部品に熱処理を施し、はんだこて先と先端部材との接合界面に拡散層を生成する熱処理工程と、接合された先端部材を切削して所望の形状に成形する切削工程と、を順次実行することによりはんだこて先を製造するはんだこて先の製造方法によって解決できる。
【0007】
なお、前記はんだこて先本体の素材は、純銅あるいは銅合金とし、前記先端部材の素材は、純鉄あるいは鉄鋼とし、接合工程によって接合された部品への熱処理工程として表面熱処理の一例である浸炭焼き入れを施すことが好ましい。
【発明の効果】
【0008】
本発明によれば、はんだこて先の先端部分にめっきを施すことなくはんだこて先を製造するので、めっきによる種々の問題が発生しないため、本発明によって製造されたはんだこて先は、品質およびコストに優れたものとなる。特に、熱処理工程によってはんだこて先と先端部材との接合界面に拡散層を生成することで、切削工程において、先端部材がはんだこて先本体から剥離することを防止できる。また、接合工程によって接合された部品への熱処理工程において、表面硬化熱処理として浸炭焼き入れを施すことによって、鉄鋼の先端部材は、その表面硬度が大きく上昇するため、接合界面に拡散層を生成しながら、耐摩耗性にも優れたはんだこて先を製造することができる。
【図面の簡単な説明】
【0009】
本発明であるはんだこて先の製造方法によって製造されるはんだこて先を示す斜視図である。
本発明であるはんだこて先の製造方法によって製造されるはんだこて先を構成する部品のはんだこて先本体を示す正面図である。
本発明であるはんだこて先の製造方法によって製造されるはんだこて先を構成する部品の先端部材を示す断面図である。
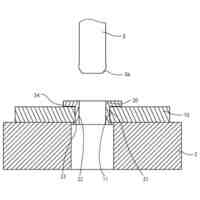
本発明であるはんだこて先の製造方法における接合工程において、接合前の状態を示す図である。
本発明であるはんだこて先の製造方法における接合工程において、接合後の状態を示す図である。
本発明であるはんだこて先の製造方法における切削工程を示す図である。
【発明を実施するための形態】
【0010】
以下、図面に基づき本発明の実施形態を説明する。図1は、本発明によって製造されるはんだこて先1を示し、図2および図3は、当該はんだこて先を構成する部品を示すものである。10は純銅(例えば、無酸素銅)を素材とするはんだこて先本体、20は純鉄を素材とする先端部材であり、はんだこて先本体10と先端部材20とは両者を接合可能に構成されている。これらはんだこて先本体10および先端部材20は、ヘッダーやフォーマなどの冷間圧造機(図示せず)によって詳細を後述する形状に加工される。なお、はんだこて先本体10の素材は、熱伝導性の高い材料である無酸素銅が好ましいが、場合によっては銅合金であってもよい。また、先端部材20の素材は、純鉄が好ましいが、場合によっては鉄鋼であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め装置
1か月前
日東精工株式会社
異種金属バスバーおよびその製造方法
24日前
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
3か月前
株式会社不二越
ドリル
2か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め装置
4か月前
株式会社ダイヘン
溶接電源装置
11日前
株式会社ダイヘン
溶接電源装置
9日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
26日前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社FUJI
工作機械
3か月前
有限会社 ナプラ
金属粒子
4か月前
株式会社FUJI
工作機械
1か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
日進工具株式会社
エンドミル
3か月前
トヨタ自動車株式会社
接合方法
3か月前
株式会社トヨコー
被膜除去方法
2か月前
ブラザー工業株式会社
工作機械
3か月前
大見工業株式会社
ドリル
4日前
株式会社FUJI
チャック装置
4か月前
村田機械株式会社
レーザ加工機
2か月前
村田機械株式会社
レーザ加工機
2か月前
ブラザー工業株式会社
工作機械
3か月前
大肯精密株式会社
自動送り穿孔機
3か月前
株式会社コスメック
クランプ装置
4か月前
オークマ株式会社
工作機械
4か月前
株式会社ダイヘン
溶接装置
27日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ