TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025059809
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023170127
出願日
2023-09-29
発明の名称
ねじ締め機
出願人
日東精工株式会社
代理人
主分類
B23P
19/06 20060101AFI20250403BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は、締結工具に付与される押付力を容易に変更可能なねじ締め機を提供する。
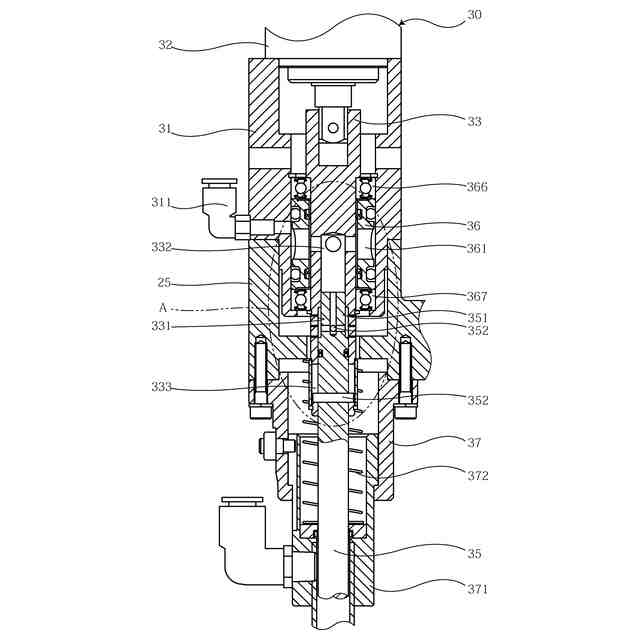
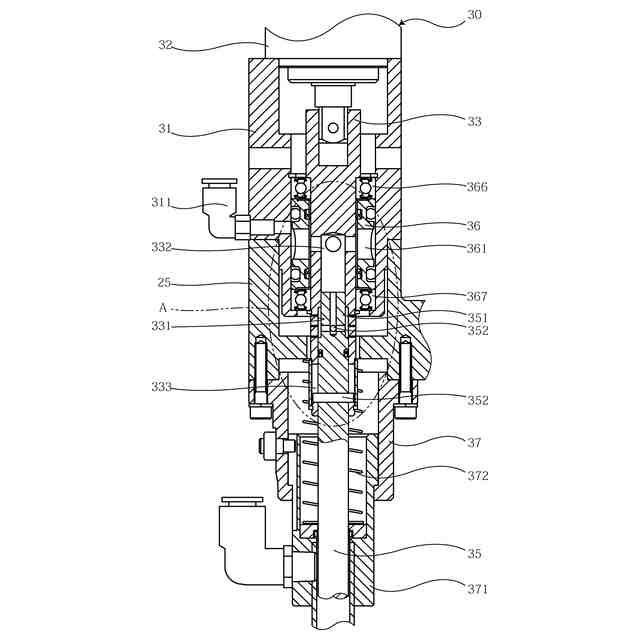
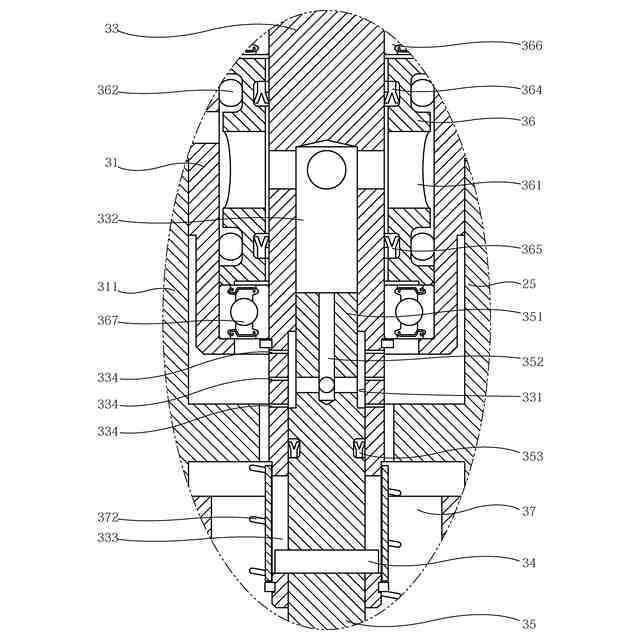
【解決手段】モータ32と、モータ32の駆動を受けて回転駆動するとともに先端にねじを係合可能な締結工具35と、締結工具35の後端と嵌合するとともに締結工具35を緩衝的に保持するエアクッション機構とを有することを特徴とするねじ締め機による。また、エアクッション機構は、モータ32の駆動軸と締結工具35を連結する軸継手33を有し、この軸継手33には、締結工具35の後端部を軸方向に移動可能な状態で接続する嵌合孔332が形成され、この嵌合孔332の側壁には、通気孔が設けられ、この通気孔を通じて嵌合孔332内に加圧空気を供給し、当該嵌合孔332内を加圧状態にすることによって締結工具35を付勢するように構成されていることが好ましい。
【選択図】図2
特許請求の範囲
【請求項1】
モータと、
前記モータの駆動を受けて回転駆動するとともに先端にねじを係合可能な締結工具と、
前記締結工具の後端と嵌合するとともに締結工具を緩衝的に保持するエアクッション機構とを有することを特徴とするねじ締め機。
続きを表示(約 730 文字)
【請求項2】
前記エアクッション機構は、モータの駆動軸と締結工具を連結する軸継手を有し、この軸継手には、締結工具の後端部を軸方向に移動可能な状態で接続する嵌合孔が形成され、この嵌合孔の側壁には、通気孔が設けられ、この通気孔を通じて嵌合孔内に加圧空気を供給し、当該嵌合孔内を加圧状態にすることによって締結工具を付勢するように構成されていることを特徴とする請求項1に記載のねじ締め機。
【請求項3】
前記エアクッション機構は、軸継手に対する前記締結工具の相対位置によって供給可能な加圧空気の量が変化するよう構成されているとともに、
前記エアクッション機構に供給した加圧空気の量を計測可能な測定手段を有していることを特徴とする請求項2に記載のねじ締め機。
【請求項4】
前記軸継手には、嵌合孔の先端側に連続し、前記締結工具を軸方向相対移動可能に被覆する挿入孔が形成され、当該挿入孔には、内部に供給された加圧空気を外部に排気可能な漏れ孔が形成されており、
前記漏れ孔は、前記軸継手の内部で相対移動する締結工具の移動範囲内に設けられていることを特徴とする請求項2に記載のねじ締め機。
【請求項5】
前記エアクッション機構を備えたねじ締めユニットおよびこのねじ締めユニットを移動される位置制御ユニットと、これらねじ締めユニットおよび位置制御ユニットの駆動を制御可能な制御ユニットとを有し、
前記制御ユニットは、前記測定手段が測定した前記エアクッション機構へ供給された加圧空気の量から前記軸継手に対する締結工具の位置を検出可能に構成されていることを特徴とする請求項3に記載のねじ締め機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ねじをワークに締結するねじ締め機に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
従来、特許文献1に示すようにドライバビットおよびモータを備えたねじ締めユニットを昇降駆動源が昇降させるねじ締め機が知られている。このようなねじ締め機には、ドライバビットをモータから離反する方向に常時付勢する圧縮ばねが備えられており、この圧縮ばねが撓むことにより、ドライバビットがモータに対して軸方向に相対移動する。このため、ドライバビットに嵌合したねじがワークに接触した際、前記圧縮ばねが撓むことにより、接触による衝撃が圧縮ばねに吸収され、ワークおよびねじの破損が防止される等の利点がある。
【先行技術文献】
【特許文献】
【0003】
特開平10-315071号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来のねじ締め機は、前記圧縮ばねがドライバビットをワークに向かい付勢する構造であったため、ドライバビットの押付力を変更する際、ねじ締め機を分解して圧縮ばねを交換する必要があった。
【0005】
そのため、本発明は、容易にドライバビットの押付力を変更可能なねじ締め機の提供を目的とする。
【課題を解決するための手段】
【0006】
本発明は、上記課題に鑑みて創生されたものであり、モータと、前記モータの駆動を受けて回転駆動するとともに先端にねじを係合可能な締結工具と、前記締結工具の後端と嵌合するとともに締結工具を緩衝的に保持するエアクッション機構とを有することを特徴とする。
また、前記エアクッション機構は、モータの駆動軸と締結工具を連結する軸継手を有し、この軸継手には、締結工具の後端部を軸方向に移動可能な状態で接続する嵌合孔が形成され、この嵌合孔の側壁には、通気孔が設けられ、この通気孔を通じて嵌合孔内に加圧空気を供給し、当該嵌合孔内を加圧状態にすることによって締結工具を付勢するように構成されていることが好ましい。
また、前記エアクッション機構は、軸継手に対する前記締結工具の相対位置によって供給可能な加圧空気の量が変化するよう構成されているとともに、前記エアクッション機構に供給した加圧空気の量を計測可能な測定手段を有していることが好ましい。
また、前記軸継手には、嵌合孔の先端側に連続し、前記締結工具を軸方向相対移動可能に被覆する挿入孔が形成され、当該挿入孔には、内部に供給された加圧空気を外部に排気可能な漏れ孔が形成されており、前記漏れ孔は、前記軸継手の内部で相対移動する締結工具の移動範囲内に設けられていることが好ましい。
また、前記エアクッション機構を備えたねじ締めユニットおよびこのねじ締めユニットを移動される位置制御ユニットと、これらねじ締めユニットおよび位置制御ユニットの駆動を制御可能な制御ユニットとを有し、前記制御ユニットは、前記測定手段が測定した前記エアクッション機構へ供給された加圧空気の量から前記軸継手に対する締結工具の位置を検出可能に構成されていることが好ましい。
【発明の効果】
【0007】
本発明のねじ締め機によれば、前記締結工具がエアクッション機構によって緩衝的に保持されており、締結工具が加圧空気によって付勢されているため、加圧空気の空気圧を変更することにより、ねじ締め機を分解することなく容易に締結工具に作用する押圧力を変更できる等の利点がある。
また、前記軸継手に対する締結工具の位置によって前記エアクッション機構に供給可能な加圧空気の量が変化し、なおかつ前記エアクッション機構に供給された加圧空気の量を計測する測定手段を有しているため、締結工具が軸継手33に対して移動したことを検知可能となる。これにより、ねじがワークに当接したことを検知できるため、ワークに負荷がかからないねじ締めを実施できる等の利点もある。
また、制御ユニットが前記測定手段から送信されたモータに対する締結工具の位置を元に位置制御ユニットを制御可能なため、よりワークに負荷が掛からないねじ締めを実施可能等の利点もある。
【図面の簡単な説明】
【0008】
本発明に係るねじ締め機の構造を示す一部断面側面図である。
本発明に係るねじ締め機の要部の構造を示す要部拡大一部切欠き断面側面図である。
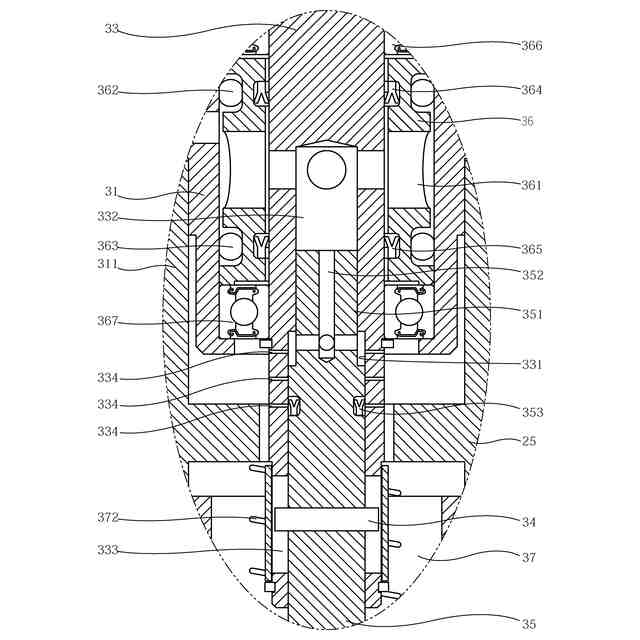
図2のA部拡大図である。
図3から次の状態に移行した状態を示す図2のA部拡大図である。
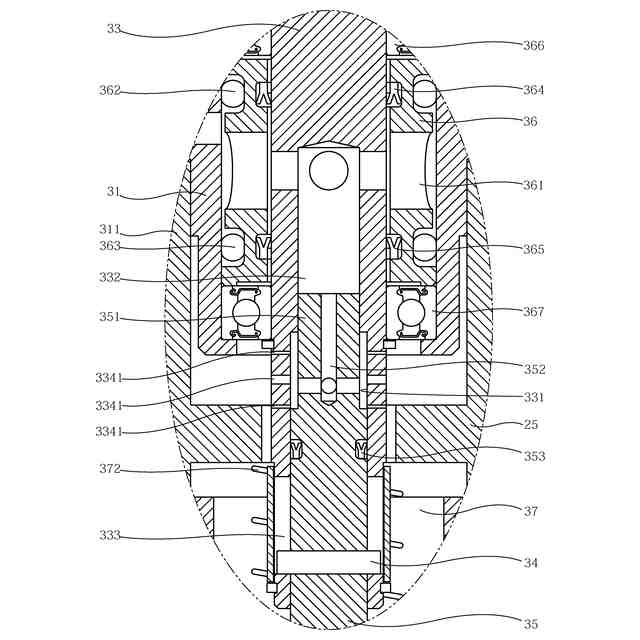
本発明に係るねじ締め機の第二の実施形態を示す図2のA部拡大図である。
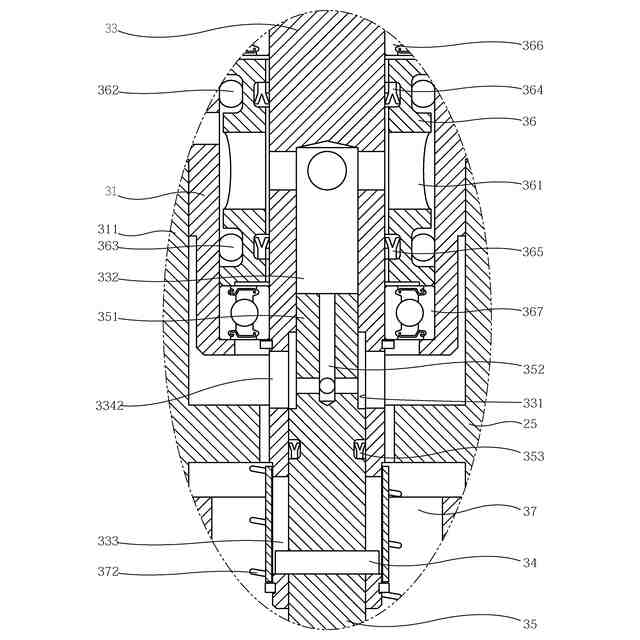
本発明に係るねじ締め機の第三の実施形態を示す図2のA部拡大図である。
【発明を実施するための形態】
【0009】
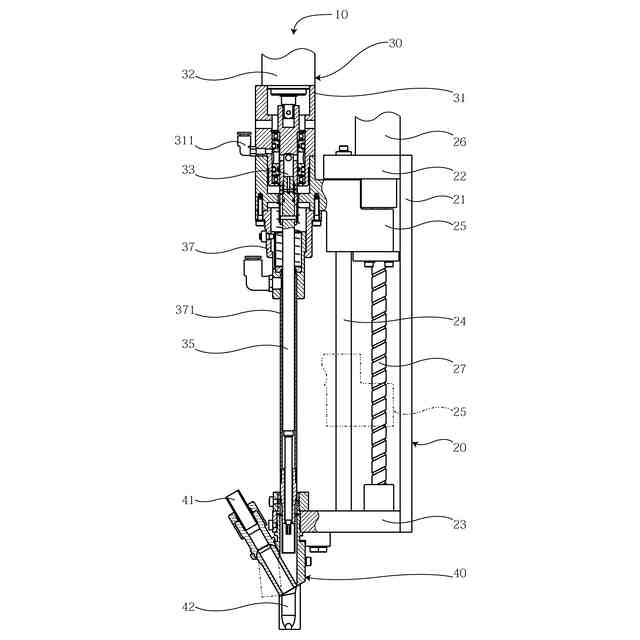
以下、本発明の実施の形態を図面に基づき説明する。図1および図2において10は、ワーク(図示せず)に締結部品の一例であるねじ(図示せず)を締結するねじ締め機である。このねじ締め機10は、位置制御ユニット20と、この位置制御ユニット20に支持されるねじ締めユニット30と、これら位置制御ユニット20およびねじ締めユニット30の駆動を制御する制御ユニットとを有している。なお、ねじは、頭部および脚部を有しており、脚部の外周にはおねじが形成されている。
【0010】
前記位置制御ユニット20は、鉛直方向に延びるベース部材21を備えており、このベース部材21の上下端部には、水平方向に延びる上板22および下板23が一体に固定されている。この上板22および下板23の間には、ベース部材21と平行に延びるガイドロッド24が設けられており、このガイドロッド24には、摺動自在に構成されたツール台25が昇降自在に装着されている。また、前記上板22には、昇降用ACサーボモータ26(以下、昇降モータ26という)が載置されており、この昇降モータ26の駆動軸には、ボールねじ27が一体に回転可能に連結されている。このボールねじ27は、前記上板22および下板23の間に設けられており、このボールねじ27には、その回転によって昇降する駆動ナット(図示せず)を介して前記ツール台25が連結されている。これら構造により、前記ツール台25は、前記昇降モータ26の回転駆動を受けて、ガイドロッド24に沿って昇降可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ整列トレー
7日前
日東精工株式会社
振動波形検査装置
15日前
日東精工株式会社
医療用電動タッパー
7日前
日東精工株式会社
地盤の液状化判定方法
1か月前
日東精工株式会社
磁気式検査装置及びその良品判定方法
1か月前
個人
タップ
6か月前
個人
フライス盤
2か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
株式会社北川鉄工所
回転装置
5か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
5か月前
株式会社不二越
ドリル
6か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め装置
2か月前
ダイニチ工業株式会社
配膳治具
15日前
キヤノン電子株式会社
加工装置
12日前
日東精工株式会社
ねじ締め装置
4か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
1か月前
個人
切削油供給装置
2か月前
株式会社FUJI
工作機械
4か月前
日東精工株式会社
ねじ整列トレー
7日前
日進工具株式会社
エンドミル
6か月前
株式会社ダイヘン
多層盛り溶接方法
6か月前
中国電力株式会社
養生シート
1か月前
株式会社アンド
半田付け方法
6か月前
エフ・ピー・ツール株式会社
リーマ
6か月前
睦月電機株式会社
金属表面処理方法
12日前
個人
型枠製造装置のフレーム
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ