TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025080830
公報種別
公開特許公報(A)
公開日
2025-05-27
出願番号
2023194141
出願日
2023-11-15
発明の名称
被膜除去方法
出願人
株式会社トヨコー
代理人
個人
主分類
B23K
26/36 20140101AFI20250520BHJP(工作機械;他に分類されない金属加工)
要約
【課題】被膜の厚みが大きい場合であっても効果的に被膜を除去可能な被膜除去方法を提供する。
【解決手段】処理対象物の表面に設けられた被膜を除去する被膜除去方法を、被膜にレーザ光を照射する第1の工程と、レーザ光を照射した後の被膜を、超音波チッパを用いて処理対象物から剥離させる第2の工程とを備える構成とする。
【選択図】図3
特許請求の範囲
【請求項1】
処理対象物の表面に設けられた被膜を除去する被膜除去方法であって、
前記被膜にレーザ光を照射する第1の工程と、
前記レーザ光を照射した後の前記被膜を、ツールを超音波振動させる超音波チッパを用いて前記処理対象物から剥離させる第2の工程と
を備えることを特徴とする被膜除去方法。
続きを表示(約 630 文字)
【請求項2】
前記第2の工程を行った表面にレーザ光を照射する第3の工程を備えること
を特徴とする請求項1に記載の被膜除去方法。
【請求項3】
前記第3の工程により、前記処理対象物の母材表面を露出させること
を特徴とする請求項2に記載の被膜除去方法。
【請求項4】
前記第1の工程において、前記レーザ光による照射箇所が所定の走査パターンに沿って周回した状態で前記走査パターンが前記処理対象物に対して移動するよう前記レーザ光を照射すること
を特徴とする請求項1又は請求項2に記載の被膜除去方法。
【請求項5】
前記第3の工程において、前記レーザ光による照射箇所が所定の走査パターンに沿って周回した状態で前記走査パターンが前記処理対象物に対して移動するよう前記レーザ光を照射すること
を特徴とする請求項2又は請求項3に記載の被膜除去方法。
【請求項6】
前記第1の工程において前記レーザ光を照射する照射ヘッドをロボットにより保持した状態で施工を行い、
前記第2の工程において前記ツールをロボットにより保持した状態で施工を行うこと
を特徴とする請求項1に記載の被膜除去方法。
【請求項7】
前記第3の工程において前記レーザ光を照射する照射ヘッドをロボットにより保持した状態で施工を行うこと
を特徴とする請求項2に記載の被膜除去方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、処理対象物の表面に設けられた被膜を除去する被膜除去方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
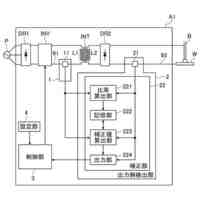
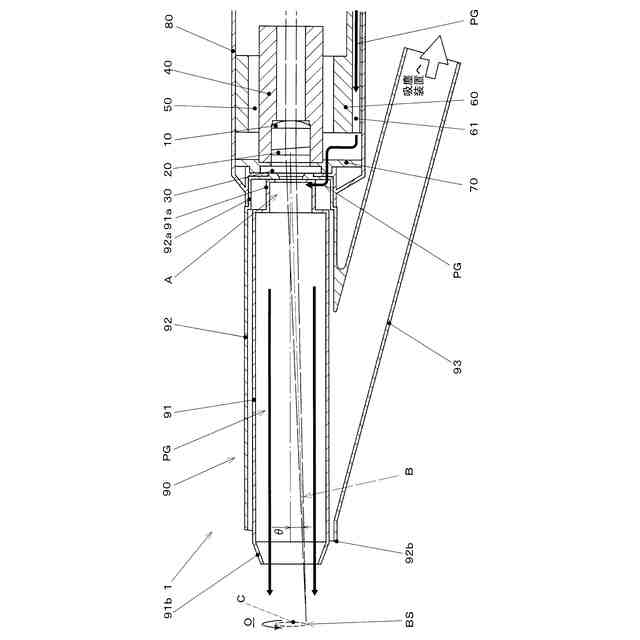
レーザ光を用いた表面処理に関する従来技術として、例えば、特許文献1には、レーザ光を照射対象物に照射する照射ヘッドに、レーザ光を所定の偏角だけ偏向させるウェッジプリズムを設け、このウェッジプリズムを入射光の光軸回りに回転させながらレーザ光を照射することによって、照射箇所(ビームスポット)が照射対象物の表面を円弧状に旋回しながら走査し、照射対象物の表面に付着した旧塗膜等の被膜や異物等が除去(クリーニング)されることが記載されている。
【先行技術文献】
【特許文献】
【0003】
特許第5574354号
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述したレーザ照射方法により、例えば被膜厚1.0乃至1.8mm程度の比較的厚い塗膜を除去しようとした場合、レーザ照射のみによっては塗膜を除去することが困難であり、さらにレーザ照射後の表面品質も低下する場合があった。
これに対し、例えばカップワイヤブラシ等を用いる動力工具によって被膜を除去することも考えられるが、作業者が受ける反力や振動の負荷が大きくなる問題があった。
上述した問題に鑑み、本発明の課題は、被膜の厚みが大きい場合であっても効果的に被膜を除去可能な被膜除去方法を提供することである。
【課題を解決するための手段】
【0005】
上述した課題を解決するため、本発明の一態様に係る被膜除去方法は、処理対象物の表面に設けられた被膜を除去する被膜除去方法であって、前記被膜にレーザ光を照射する第1の工程と、前記レーザ光を照射した後の前記被膜を、ツールを超音波振動させる超音波チッパを用いて前記処理対象物から剥離させる第2の工程とを備えることを特徴とする。
なお、本明細書、特許請求の範囲において、被膜とは、塗料の膜からなる被膜のほか、ライニング材などの樹脂系材料からなる膜も含むものとする。
これによれば、レーザのみによっては除去が困難な比較的厚手の被膜をレーザ照射により熱軟化あるいは脆弱化させてから超音波チッパで剥離させることにより、被膜の厚みが大きい場合であっても効果的に被膜の除去を行うことができる。
【0006】
本発明において、前記第2の工程を行った表面にレーザ光を照射する第3の工程を備える構成とすることができる。
これによれば、超音波チッパによって剥離せず処理対象物の表面に残存する被膜をレーザ光によって除去し、仕上げ品質を向上することができる。
本発明において、前記第3の工程により、前記処理対象物の母材表面を露出させる構成とすることができる。
これによれば、第3の工程の実施後直ちに処理対象物の再塗装を行うことができる。
また、レーザ光の照射痕が形成されることにより、処置対象物の表面粗度を粗くすることが可能となり、新塗膜との密着性の点で有利である。
【0007】
本発明において、前記第1の工程において、前記レーザ光による照射箇所が所定の走査パターンに沿って周回した状態で前記走査パターンが前記処理対象物に対して移動するよう前記レーザ光を照射する構成とすることができる。
本発明において、前記第3の工程において、前記レーザ光による照射箇所が所定の走査パターンに沿って周回した状態で前記走査パターンが前記処理対象物に対して移動するよう前記レーザ光を照射する構成とすることができる。
これによれば、連続波(CW)レーザによって比較的広範囲を効率よく照射することができる。
【0008】
本発明において、前記第1の工程において前記レーザ光を照射する照射ヘッドをロボットにより保持した状態で施工を行い、前記第2の工程において前記ツールをロボットにより保持した状態で施工を行う構成とすることができる。
本発明において、前記第3の工程において前記レーザ光を照射する照射ヘッドをロボットにより保持した状態で施工を行う構成とすることができる。
これらの各発明によれば、施工の自動化を促進し、作業者の負担をより一層低減することができる。
【発明の効果】
【0009】
以上説明したように、本発明によれば、被膜の厚みが大きい場合であっても効果的に被膜を除去可能な被膜除去方法を提供することができる。
【図面の簡単な説明】
【0010】
実施形態の被膜除去方法で用いられるレーザ照射装置の照射ヘッドの断面図である。
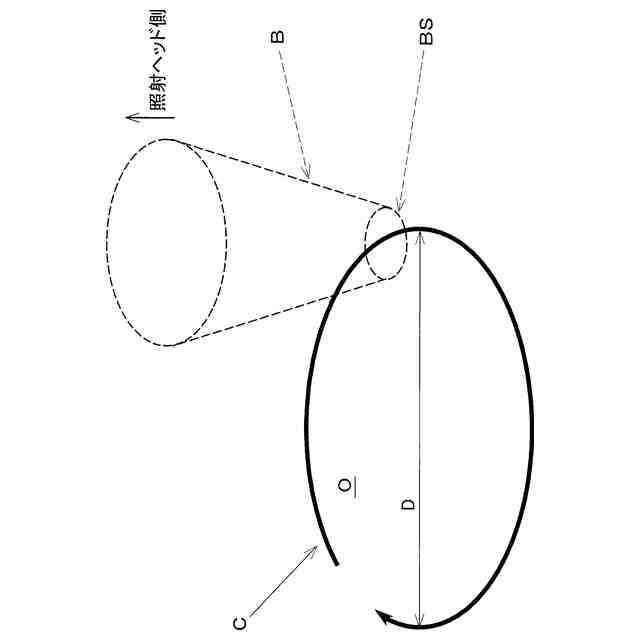
図1の照射ヘッドにおける処理対象物表面のレーザビームの走査状態を示す模式図である。
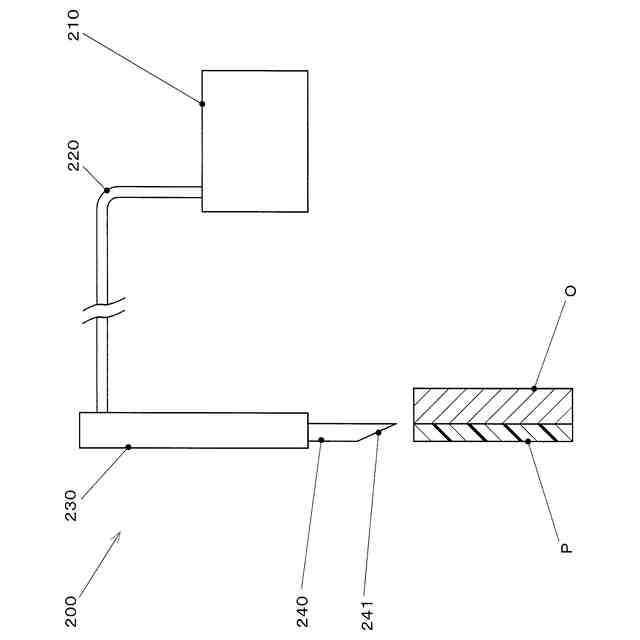
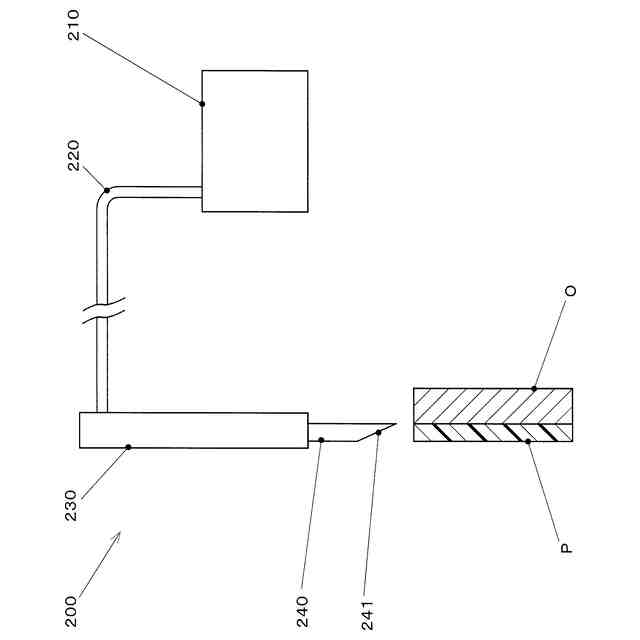
実施形態の被膜除去方法で用いる超音波チッパの構成を模式的に示す図である。
実施形態の被膜除去方法を行う前のサンプルの表面を示す写真である。
第1の工程が終了した状態のサンプルの表面を示す写真である。
第1の工程及び第2の工程が終了した状態のサンプルの表面を示す写真である。
第2の工程に引き続いて第3の工程を行った状態のサンプルの表面を示す写真である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フライス盤
3か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社ダイヘン
溶接電源装置
4か月前
ダイニチ工業株式会社
配膳治具
1か月前
キヤノン電子株式会社
加工装置
1か月前
日東精工株式会社
ねじ締め装置
5か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
個人
切削油供給装置
3か月前
株式会社FUJI
工作機械
5か月前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
ねじ整列トレー
1か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
5か月前
睦月電機株式会社
金属表面処理方法
1か月前
キヤノン電子株式会社
加工システム
4か月前
個人
型枠製造装置のフレーム
2か月前
株式会社アンド
半田付け方法
3か月前
株式会社富田製作所
支持構造
1か月前
中国電力株式会社
養生シート
1か月前
株式会社向洋技研
スタッドの製造方法
1か月前
大見工業株式会社
ドリル
4か月前
株式会社ツガミ
工作機械
3か月前
株式会社ダイヘン
溶接装置
16日前
住友重機械工業株式会社
加工装置
5か月前
ビアメカニクス株式会社
レーザ加工装置
2か月前
ビアメカニクス株式会社
レーザ加工装置
2か月前
ビアメカニクス株式会社
レーザ加工装置
2か月前
株式会社不二越
ブローチ盤
3か月前
トヨタ自動車株式会社
溶接マスク
5か月前
津田駒工業株式会社
センタリングバイス
3か月前
株式会社不二越
ブローチ盤
2か月前
有限会社 ナプラ
ソルダペースト
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ