TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025030876
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023136549
出願日
2023-08-24
発明の名称
診断装置
出願人
オークマ株式会社
代理人
個人
,
個人
主分類
B23Q
17/09 20060101AFI20250228BHJP(工作機械;他に分類されない金属加工)
要約
【課題】加工誤差の要因となるような機械データを加工中に収集する必要がなく、また経験の浅い作業者であっても容易且つ確実に加工誤差の原因を診断することができる診断装置を提供する。
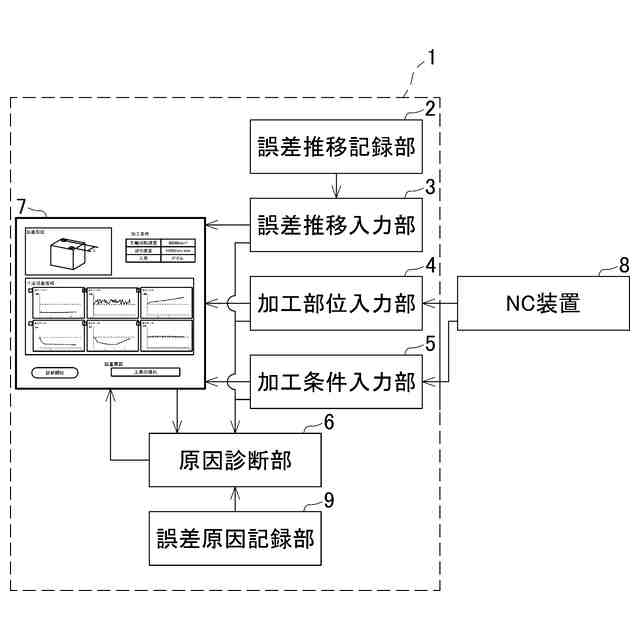
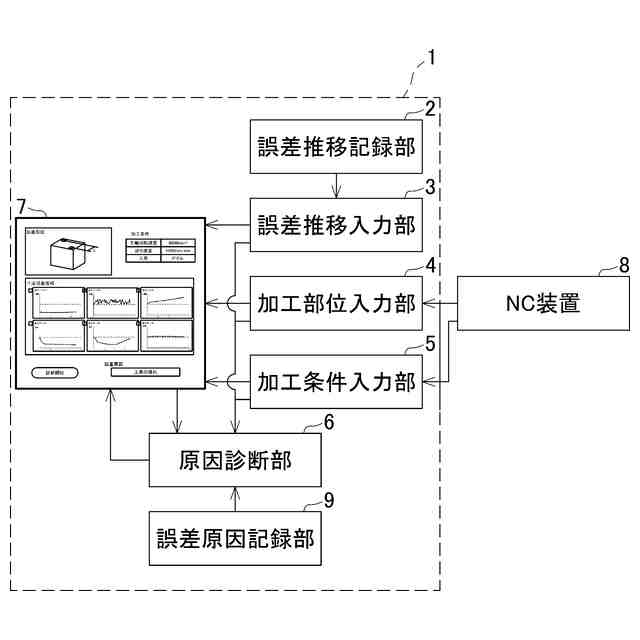
【解決手段】複数種類の変位データA~Fが記録されている誤差推移記録部2と、複数種類の変位データA~Fから1つの変位データを選択する誤差推移入力部3と、複数種類の原因が、それぞれ変位データA~Fに対応づけて記録されている誤差原因記録部9と、誤差原因記録部9を参照し、誤差推移入力部3により選択された変位データにもとづいて原因を特定する原因診断部6と、原因診断部6により特定された原因を表示する表示部7とを設けた。
【選択図】図1
特許請求の範囲
【請求項1】
複数の同一形状の工作物について、各前記工作物への加工毎に生じる加工誤差の原因を診断するための診断装置であって、
前記加工を繰り返すことに伴う前記加工誤差の時間的推移が異なる複数種類の誤差推移情報が記録されている誤差推移記録部と、
前記複数種類の誤差推移情報から1又は複数の誤差推移情報を選択する誤差推移入力部と、
複数種類の前記原因が、それぞれ前記誤差推移情報に対応づけて記録されている誤差原因記録部と、
前記誤差原因記録部を参照し、前記誤差推移入力部により選択された前記誤差推移情報にもとづいて前記原因を特定する原因診断部と、
前記原因診断部により特定された前記原因を表示する表示部とが設けられていることを特徴とする診断装置。
続きを表示(約 740 文字)
【請求項2】
前記工作物における前記加工誤差の特定に係る情報である加工部位情報を入力する加工部位入力部と、
前記工作物に対する加工に係る情報である加工条件情報を入力する加工条件入力部とが設けられているとともに、
前記原因は、前記加工部位情報及び前記加工条件情報にも対応づけられており、
前記原因診断部は、前記誤差原因記録部を参照し、前記誤差推移入力部により選択された前記誤差推移情報、前記加工部位入力部により入力された前記加工部位情報、及び前記加工条件入力部により入力された前記加工条件情報にもとづいて前記原因を特定することを特徴とする請求項1に記載の診断装置。
【請求項3】
NC装置と接続されており、
前記加工部位情報と前記加工条件情報との少なくとも何れか一方は、前記NC装置に記録されているデータから選択して入力可能であることを特徴とする請求項2に記載の診断装置。
【請求項4】
前記誤差推移入力部により、前記加工誤差の時間的推移の実測値を入力可能であるとともに、
前記誤差推移入力部は、入力された前記時間的推移の実測値にもとづき、前記誤差推移情報の選択に係る特徴量である最初に加工した工作物における目標値からの前記加工誤差、前記最初に加工した工作物から最後に加工した工作物までの間に生じた前記加工誤差の変位幅の絶対値、前回の加工における前記加工誤差と今回の加工における前記加工誤差との差の最大値、直線近似値との誤差、及び1次遅れ式近似値との誤差のうちの少なくとも1つを算出するとともに、算出した前記特徴量にもとづいて前記誤差推移情報を選択することを特徴とする請求項1~3の何れかに記載の診断装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、たとえばNC装置等の工作機械で加工した工作物における加工誤差の原因を診断するための診断装置に関するものである。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
工作機械で加工した工作物の寸法や形状を計測器等でチェックした際、加工誤差が大きいと、その原因を調査して対策する必要がある。そのような加工誤差の原因としては、工作機械の精度不良や熱変位、工具摩耗、加工原点の計測誤差、工具オフセット補正値の計測誤差等というように複数の原因が考えられる。そこで、一般的な調査としては、まず工作機械のオペレータが加工原点や工具オフセット補正値の計測誤差、工具摩耗等を確認する。そして、それらに問題がなかった場合には、メーカにおいてレーザ測長機により機械の位置決め精度を検査したり、ダブルボールバー装置での反転突起を測定する等、工作機械の精度検査を実施するということになる。したがって、加工誤差の原因調査に時間がかかることが多い。
【0003】
そのため、短時間で加工誤差の原因を診断可能とするために、特許文献1に記載の診断装置では、加工誤差の原因を、工具摩耗等を含む工具要因、工作機械の精度不良等を含む機械要因、ワークの固定不良等を含む治具要因というように複数に分類別けするとともに、要因毎に機械データ及び工作物の測定データの特徴量を抽出して記憶しておく。そして、加工中に検出された機械データや工作物の測定データの検出量が、予め記憶されていた特徴量に近いと、その特徴量に対応づけられている要因が加工誤差の原因であると判定することで、短時間での加工誤差の原因診断を可能としている。また、特許文献2に記載の診断装置では、工作機械の内部熱源による熱変位量と環境温度変化による熱変位量とを夫々求めるとともに、それぞれの熱変位量に係る工具オフセット補正値、温度、熱変位補正量の時間的推移をグラフ表示する。そして、作業者がグラフ表示を確認することで、実際に生じる熱変位や工具摩耗と作業者の経験的な感覚とが合致しているか否か分かりやすくなるようにしている。
【先行技術文献】
【特許文献】
【0004】
特開2019-206056号公報
特許第6001211号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1及び2に記載の診断装置では、加工中の機械データ等を収集する必要があるため、装置全体が大がかりとなり、コスト面で問題があると言える。また、特に特許文献2に記載の診断装置では、現状の加工に係る情報が表示されているとは言え、その表示から加工誤差の原因を診断することには十分な経験が求められるため、経験の浅い作業者にとっては原因診断が難しいという問題もある。
【0006】
そこで、本発明は、上記問題に鑑みなされたものであって、加工誤差の要因となるような機械データを加工中に収集する必要がなく、また経験の浅い作業者であっても容易且つ確実に加工誤差の原因を診断することができる診断装置を提供しようとするものである。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明のうち請求項1に記載の発明は、複数の同一形状の工作物について、各前記工作物への加工毎に生じる加工誤差の原因を診断するための診断装置であって、前記加工を繰り返すことに伴う前記加工誤差の時間的推移が異なる複数種類の誤差推移情報が記録されている誤差推移記録部と、前記複数種類の誤差推移情報から1又は複数の誤差推移情報を選択する誤差推移入力部と、複数種類の前記原因が、それぞれ前記誤差推移情報に対応づけて記録されている誤差原因記録部と、前記誤差原因記録部を参照し、前記誤差推移入力部により選択された前記誤差推移情報にもとづいて前記原因を特定する原因診断部と、前記原因診断部により特定された前記原因を表示する表示部とが設けられていることを特徴とする。
請求項2に記載の発明は、請求項1に記載の発明において、前記工作物における前記加工誤差の特定に係る情報である加工部位情報を入力する加工部位入力部と、前記工作物に対する加工に係る情報である加工条件情報を入力する加工条件入力部とが設けられているとともに、前記原因は、前記加工部位情報及び前記加工条件情報にも対応づけられており、前記原因診断部は、前記誤差原因記録部を参照し、前記誤差推移入力部により選択された前記誤差推移情報、前記加工部位入力部により入力された前記加工部位情報、及び前記加工条件入力部により入力された前記加工条件情報にもとづいて前記原因を特定することを特徴とする。
請求項3に記載の発明は、請求項2に記載の発明において、NC装置と接続されており、前記加工部位情報と前記加工条件情報との少なくとも何れか一方は、前記NC装置に記録されているデータから選択して入力可能であることを特徴とする。
請求項4に記載の発明は、請求項1~3の何れかに記載の発明において、前記誤差推移入力部により、前記加工誤差の時間的推移の実測値を入力可能であるとともに、前記誤差推移入力部は、入力された前記時間的推移の実測値にもとづき、前記誤差推移情報の選択に係る特徴量である最初に加工した工作物における目標値からの前記加工誤差、前記最初に加工した工作物から最後に加工した工作物までの間に生じた前記加工誤差の変位幅の絶対値、前回の加工における前記加工誤差と今回の加工における前記加工誤差との差の最大値、直線近似値との誤差、及び1次遅れ式近似値との誤差のうちの少なくとも1つを算出するとともに、算出した前記特徴量にもとづいて前記誤差推移情報を選択することを特徴とする。
なお、本発明における加工を繰り返すことに伴う加工誤差の時間的推移とは、各加工に伴い生じる加工誤差を加工時刻に関連付けたものに限定されず、各加工に伴い生じる加工誤差を加工回数に関連付けたものや、各加工に伴い生じる加工誤差を加工個数に関連付けたものを含む。また、請求項1に記載の発明における加工誤差とは、工作物に生じる誤差以外に、たとえば工具センサで計測した工具長オフセットの誤差やプローブ等で計測した工作物の加工原点の誤差を含む。
【発明の効果】
【0008】
本発明によれば、加工を繰り返すことに伴う加工誤差の時間的推移が異なる複数種類の誤差推移情報が記録されている誤差推移記録部と、複数種類の誤差推移情報から1又は複数の誤差推移情報を選択する誤差推移入力部と、複数種類の原因が、それぞれ誤差推移情報に対応づけて記録されている誤差原因記録部と、誤差原因記録部を参照し、誤差推移入力部により選択された誤差推移情報にもとづいて原因を特定する原因診断部と、原因診断部により特定された原因を表示する表示部とが設けられているため、現状の加工状況に類する誤差推移情報を選択するだけで、作業者は加工誤差の原因を把握することができる。したがって、たとえ経験の浅い作業者であっても容易且つ確実に加工誤差の原因を診断することができる。また、加工誤差の要因となるような機械データを加工中に収集する必要がないため、診断装置の低コスト化を図ることができる。
【図面の簡単な説明】
【0009】
診断装置の構成を示したブロック図である。
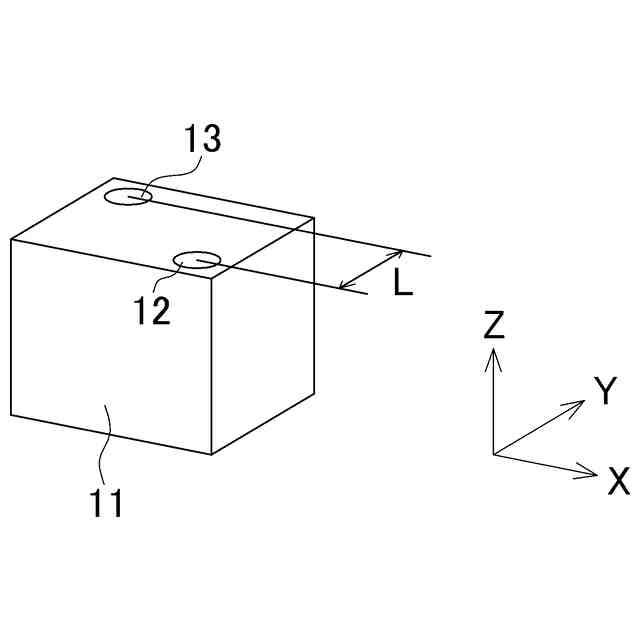
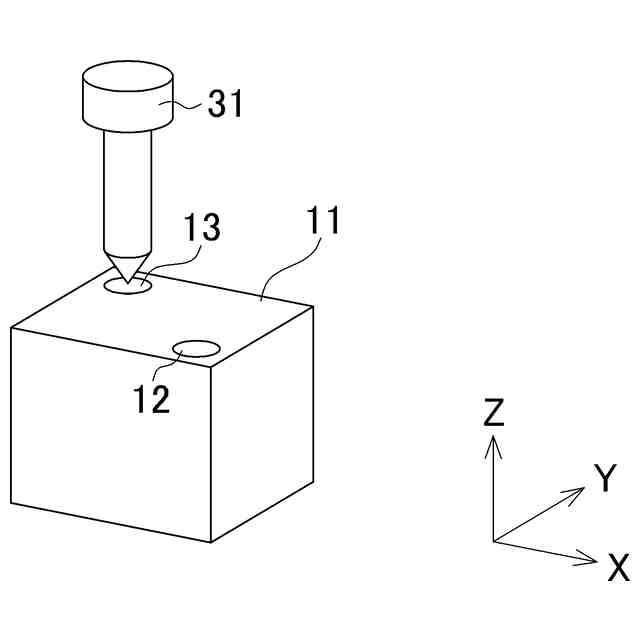
工作物の形状図を示した説明図である。
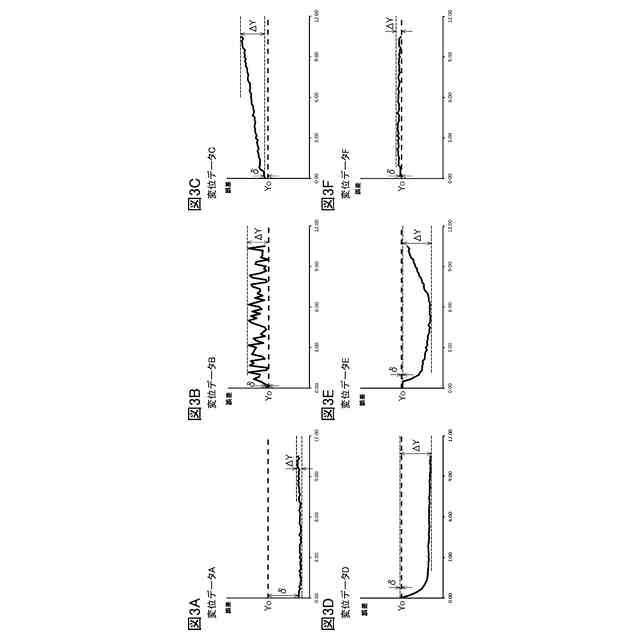
誤差推移記録部に記録されている複数種類の加工誤差の時間的推移を示した説明図である。
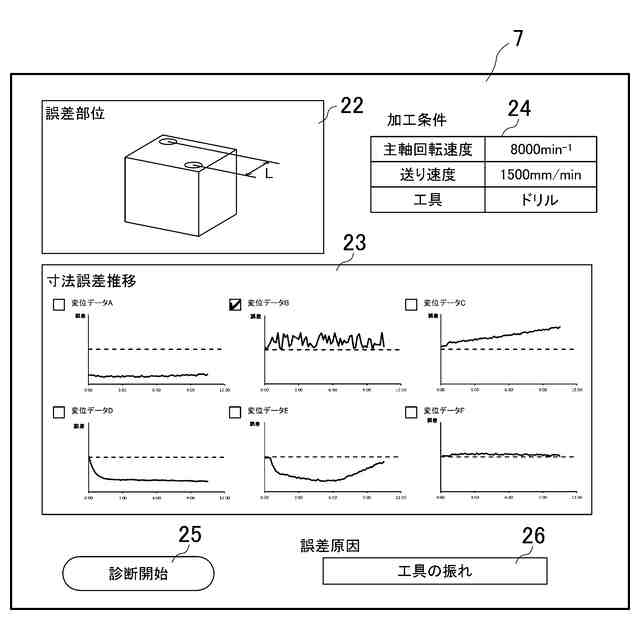
診断装置の表示部における表示態様を示した説明図である。
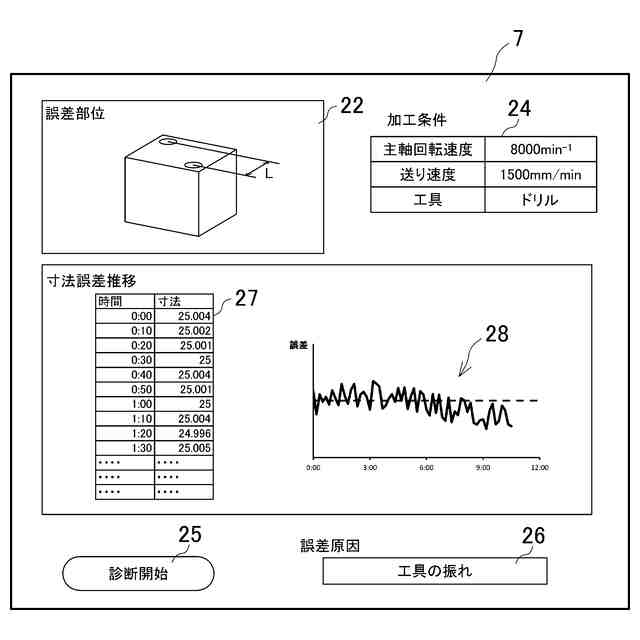
表示部における表示態様の変更例を示した説明図である。
工作物の加工方法を示した説明図である。
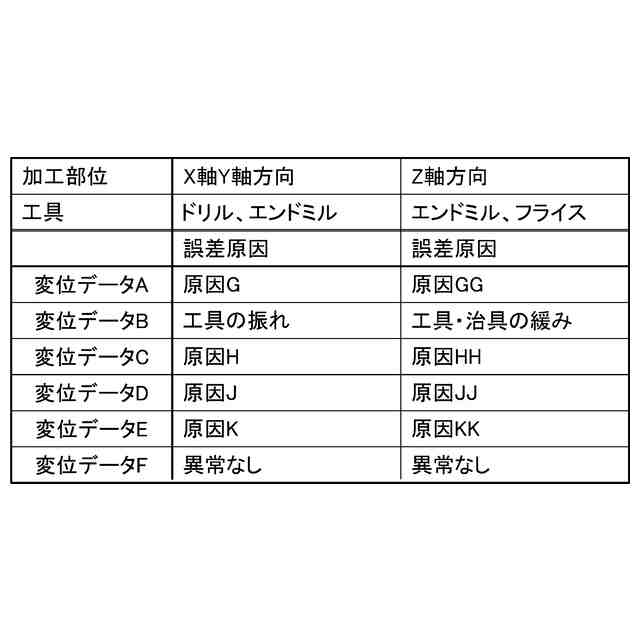
加工誤差の原因を加工部位、工具の種類、及び変位データに対応づけた表である。
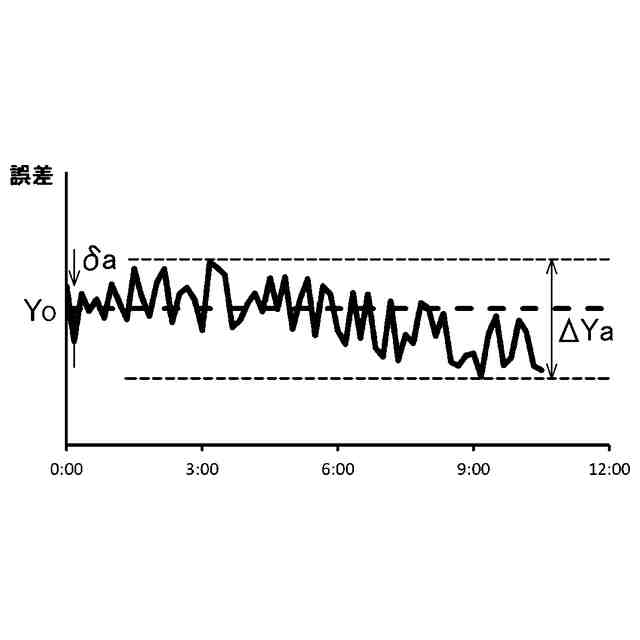
実際の加工で得られた加工誤差の時間的推移を示した説明図である。
【発明を実施するための形態】
【0010】
以下、本発明の一実施形態となる診断装置について、図面にもとづき詳細に説明する。
図1は、診断装置1の構成を示したブロック図である。図2は、工作物11の形状図を示した説明図である。図3は、誤差推移記録部2に記録されている複数種類の加工誤差の時間的推移を示した説明図である。図4は、診断装置1の表示部7における表示態様を示した説明図である。図5は、表示部7における表示態様の変更例を示した説明図である。図6は、工作物11の加工方法を示した説明図である。図7は、加工誤差の原因を加工部位、工具の種類、及び変位データに対応づけた表である。図8は、実際の加工で得られた加工誤差の時間的推移を示した説明図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
オークマ株式会社
工作機械の制御システム
12日前
オークマ株式会社
工作機械における切削係数同定システム、及び工作機械における切削係数同定方法
16日前
個人
タップ
1か月前
個人
加工機
25日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
18日前
株式会社不二越
ドリル
24日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
10日前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社FUJI
工作機械
2か月前
日進工具株式会社
エンドミル
1か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
株式会社アンド
半田付け方法
24日前
株式会社アンド
半田付け方法
24日前
株式会社FUJI
チャック装置
2か月前
株式会社トヨコー
被膜除去方法
12日前
ブラザー工業株式会社
工作機械
2か月前
村田機械株式会社
レーザ加工機
11日前
村田機械株式会社
レーザ加工機
11日前
ブラザー工業株式会社
工作機械
2か月前
トヨタ自動車株式会社
接合方法
1か月前
株式会社不二越
管用テーパタップ
2か月前
株式会社コスメック
クランプ装置
2か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
オークマ株式会社
工作機械
2か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
株式会社コスメック
クランプ装置
2か月前
株式会社ダイヘン
溶接装置
1か月前
大肯精密株式会社
自動送り穿孔機
1か月前
トヨタ自動車株式会社
レーザ加工機
2か月前
株式会社不二越
通り穴加工用タップ
1か月前
株式会社不二越
スカイビングカッタ
1か月前
オーエスジー株式会社
ドリル
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ