TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025055383
公報種別
公開特許公報(A)
公開日
2025-04-08
出願番号
2023164704
出願日
2023-09-27
発明の名称
管用テーパタップ
出願人
株式会社不二越
代理人
個人
主分類
B23G
5/06 20060101AFI20250401BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明では、食付き部と完全山テーパ部で切削加工された各切りくずが互いに絡み合うことなく、外部へ排出し、加工面のむしれを抑制できる管用テーパタップを提供することを課題とする。
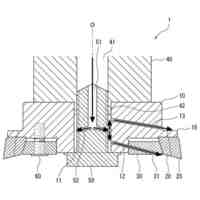
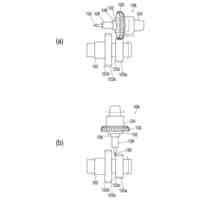
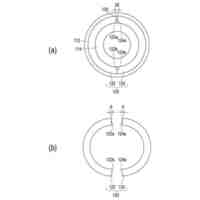
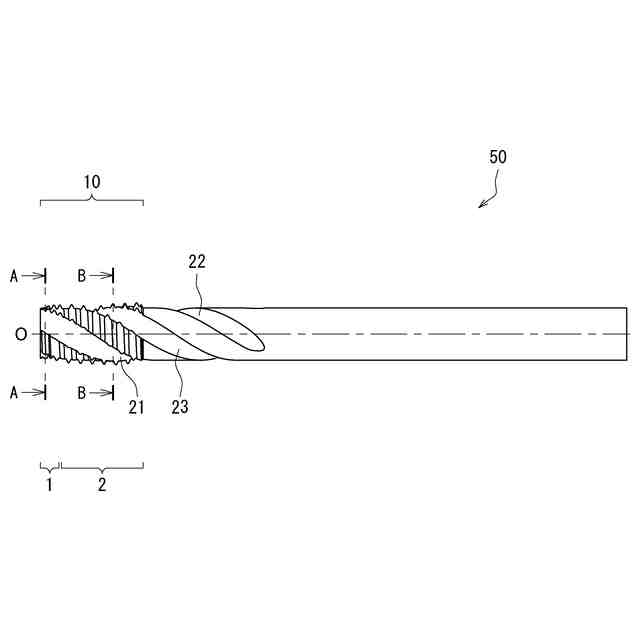
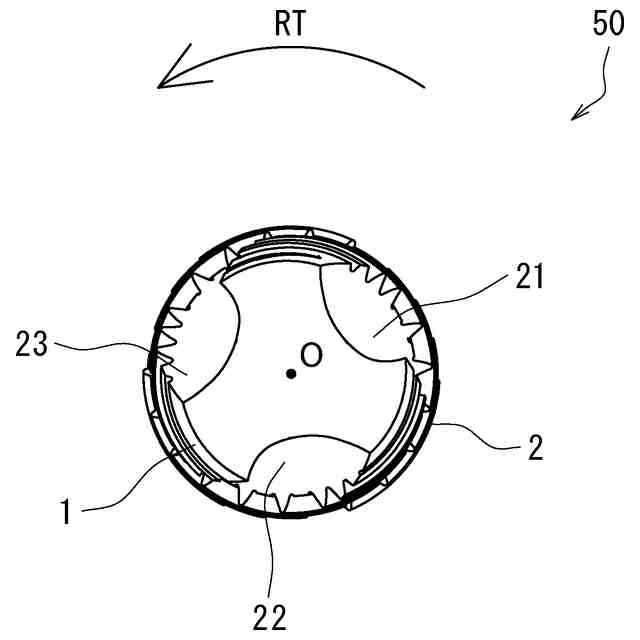
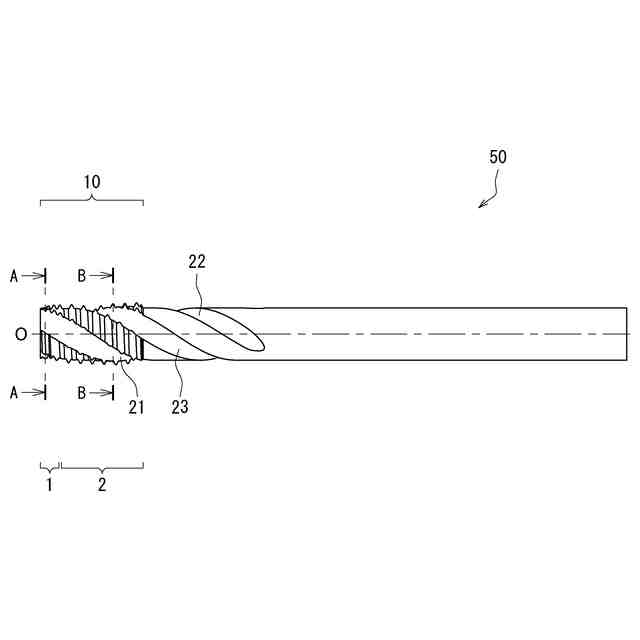
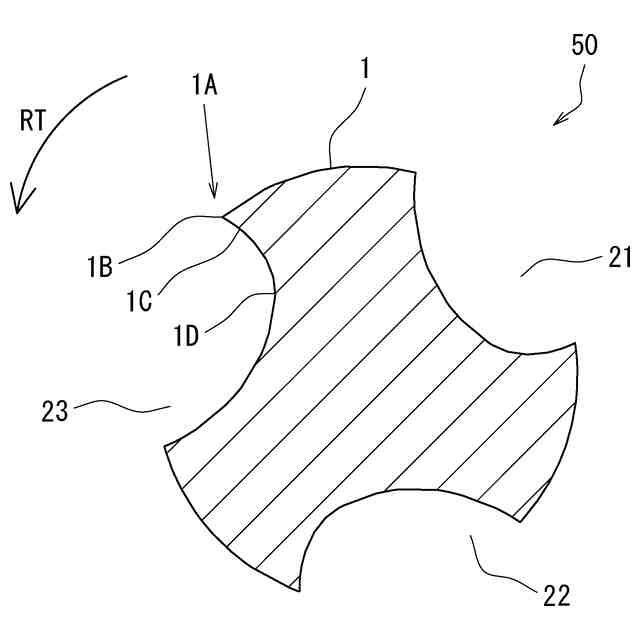
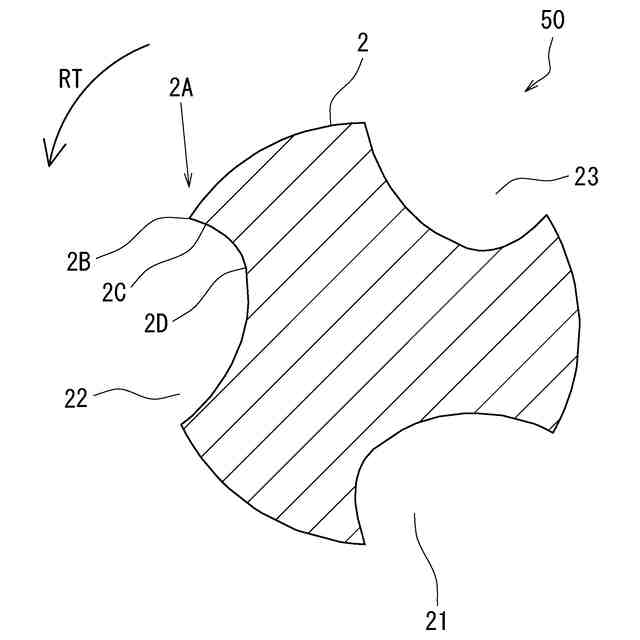
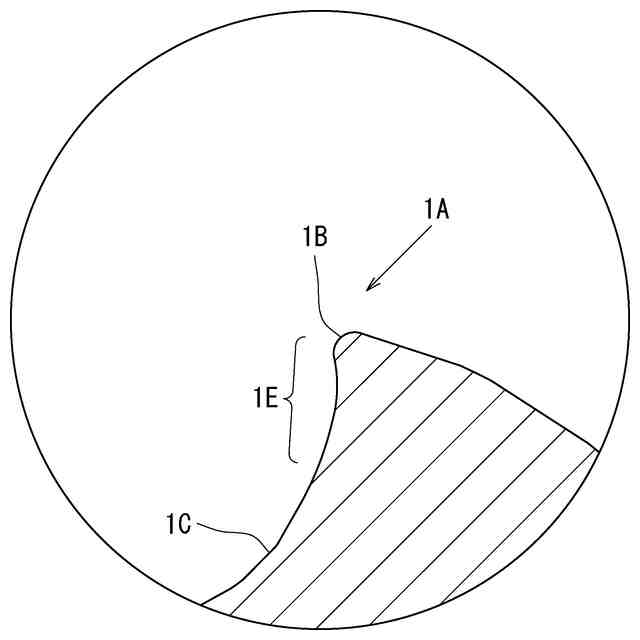
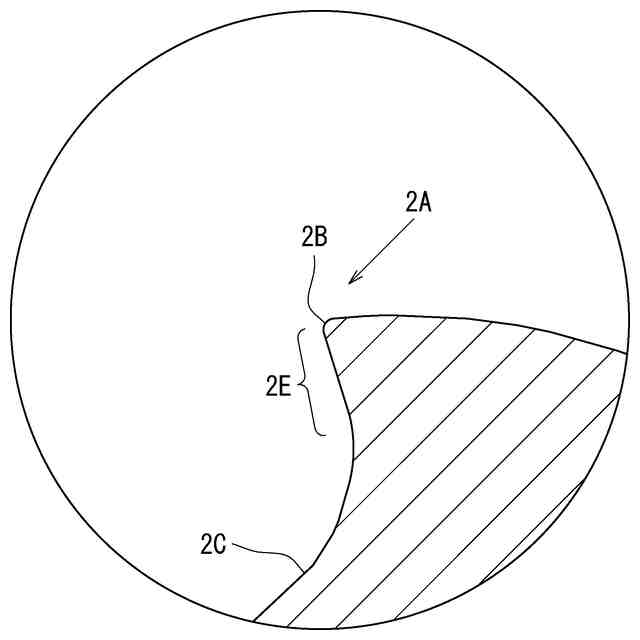
【解決手段】食付き部1および完全山テーパ部2を有するらせん状のねじ部10およびこのねじ部10を分断する3条の溝21,22,23を備えて、ねじ部10における各ランドのねじ山を1山とびに取り除いた管用テーパタップ50において、管用テーパタップ50の軸直角断面視において食付き部1の切れ刃のすくい面の断面形状には切れ刃の刃先から刃底方向へ延びる曲線部分を備えて、完全山テーパ部2の切れ刃のすくい面の断面形状には切れ刃の刃先から刃底方向へ延びる直線部分を備えて、かつ食付き部の切れ刃の刃先には丸め処理(R面取り)を施す。
【選択図】図2
特許請求の範囲
【請求項1】
食付き部および完全山テーパ部を有するらせん状のねじ部と、前記ねじ部を分断するように形成された3条の溝と、を備えており、前記ねじ部における各ランドのねじ山を1山とびに取り除いた管用テーパタップであり、前記管用テーパタップの軸直角断面視において、前記食付き部の切れ刃のすくい面の断面形状は前記切れ刃の刃先から刃底方向へ延びる曲線部分を備えており、前記完全山テーパ部の切れ刃のすくい面の断面形状は前記切れ刃の刃先から刃底方向へ延びる直線部分を備えており、かつ前記食付き部の切れ刃の刃先が丸め処理されていることを特徴とする管用テーパタップ。
続きを表示(約 450 文字)
【請求項2】
さらに、前記完全山テーパ部における一部の切れ刃の刃先も丸め処理されていて、かつ前記食付き部の切れ刃の丸め処理されている刃先の曲率半径は、前記完全山テーパ部における一部の切れ刃の丸め処理されている刃先の曲率半径よりも大きいことを特徴とする請求項1に記載の管用テーパタップ。
【請求項3】
前記食付き部の切れ刃の丸め処理されている刃先の曲率半径は20μm以上であり、かつ前記完全山テーパ部における一部の切れ刃の丸め処理されている刃先の曲率半径は10μm以上であることを特徴とする請求項2に記載の管用テーパタップ。
【請求項4】
前記溝のねじれ角は30°以上40°以下の範囲であって、前記食付き部の切れ刃のすくい角は10°以上20°以下の範囲であることを特徴とする請求項3に記載の管用テーパタップ。
【請求項5】
前記溝のねじれ角は38°であり、かつ前記食付き部の切れ刃のすくい角は15°であることを特徴とする請求項4に記載の管用テーパタップ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被削材に対して切削加工によりねじ穴を形成する管用テーパタップに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
これまで、管用テーパタップの切削加工により発生した切りくずは種々の形態を呈しており、その形態によって管用テーパタップの加工性能が大きく左右されてきた。例えば、止まり穴用の管用テーパタップでは溝のねじれ角を30°以上にすることでコイル状の切りくずを優先的に排出していた。
【0003】
また、管用テーパタップの先端部分に本来の溝に加えて別個の溝(副溝)をさらに設けることで切りくずを分断させることもできる。さらには、特許文献1ないし3に開示されているように溝のねじれ角を0°、つまり管用テーパタップの回転軸とほぼ平行にすることで切りくずを分断させて排出させることもできる。
【先行技術文献】
【特許文献】
【0004】
特許第5301452号公報
特許第5866271号公報
特許第5816368号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、管用テーパタップにおける食付き部の切れ刃(切れ刃の断面形状)がフック形状であると、被削材の切りくず形態はカール形状となり、同時に完全山テーパ部のすくい角は弱くなり、加工面のむしれを誘発する。また、切削抵抗の増大から工具摩耗を助長するという問題があった。
【0006】
一方、管用テーパタップの切れ刃(切れ刃の断面形状)がレーキ形状であると、刃先から刃元まで一定のすくい角であり、切削抵抗が小さく、加工面のむしれも抑制できるが、被削材が主にステンレス鋼や汎用鋼材である場合には発生する切りくずのカール性が発揮できないので、カール径が大きくなりやすい、という問題が発生する。
【0007】
そこで、本発明では、食付き部と完全山テーパ部で切削加工された各切りくずが互いに絡み合うことなく、外部へ排出し、加工面のむしれを抑制できる管用テーパタップを提供することを課題とする。
【課題を解決するための手段】
【0008】
前述した課題を解決するために、本発明の管用テーパタップは食付き部および完全山テーパ部を有するらせん状のねじ部、このねじ部を分断するように形成された3条の溝を備えて、このねじ部における各ランドのねじ山を1山とびに取り除いた管用テーパタップにおいて、当該管用テーパタップの軸直角断面視で食付き部の切れ刃のすくい面の断面形状の一部に(切れ刃の)刃先から刃底方向へ延びる曲線部分を有して、完全山テーパ部の切れ刃のすくい面の断面形状の一部に(切れ刃の)刃先から刃底方向へ延びる直線部分を有して、かつ食付き部の切れ刃の刃先に丸め処理(R面取り)を施す。
【0009】
さらに、完全山テーパ部における一部の切れ刃の刃先にも丸め処理を施して、かつ食付き部の切れ刃の丸め処理されている刃先の曲率半径を完全山テーパ部における一部の切れ刃の丸め処理されている刃先の曲率半径よりも大きくする。この場合、食付き部の切れ刃の丸め処理されている刃先の曲率半径を20μm以上として、完全山テーパ部における一部の切れ刃の丸め処理されている刃先の曲率半径を10μm以上としても構わない。
【0010】
なお、管用テーパタップ溝のねじれ角を30°以上40°以下の範囲として、食付き部の切れ刃のすくい角を10°以上20°以下の範囲とすることもできる。また、溝のねじれ角は38°として、かつ食付き部の切れ刃のすくい角は15°としても良い。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
ドリル
2か月前
株式会社不二越
蓄圧装置
8日前
株式会社不二越
射出成形機
2か月前
株式会社不二越
ソレノイド
2か月前
株式会社不二越
ソレノイド
2か月前
株式会社不二越
NC転造盤
1か月前
株式会社不二越
塵埃噴射装置
2か月前
株式会社不二越
波形抽出装置
1か月前
株式会社不二越
摩耗判定装置
1か月前
株式会社不二越
搬送システム
2か月前
株式会社不二越
油圧ユニット
2か月前
株式会社不二越
X線測定装置
2か月前
株式会社不二越
X線測定装置
2か月前
株式会社不二越
ベーンポンプ
12日前
株式会社不二越
油圧システム
2か月前
株式会社不二越
駆動伝達機構
2か月前
株式会社不二越
保持器付き軸受
2か月前
株式会社不二越
保持器付き軸受
10日前
株式会社不二越
レースガイド保持器
2か月前
株式会社不二越
サーフェスブローチ盤
2か月前
株式会社不二越
協働ロボットシステム
8日前
株式会社不二越
組立式スカイビングカッタ
2か月前
株式会社不二越
真空熱処理装置の排気構造
1か月前
株式会社不二越
スルーフィード式の加工装置
2か月前
株式会社不二越
異常検知装置及びプログラム
2か月前
株式会社不二越
製品選定装置及びプログラム
8日前
株式会社不二越
情報処理装置及びプログラム
1か月前
株式会社不二越
複合加工機およびツーリング
1か月前
株式会社不二越
シール付き軸受および軸受構造
2か月前
株式会社不二越
不等リードラジアスエンドミル
2か月前
株式会社不二越
スラスト自動調心ころ軸受の保持器
2か月前
株式会社不二越
合金鋼およびそれを用いた機械部品
1か月前
株式会社不二越
軌道生成装置及び軌道生成プログラム
2か月前
株式会社不二越
ロボット制御装置及びロボット制御方法
4日前
株式会社不二越
切断刃用合金鋼およびそれを用いた切断刃
2か月前
株式会社不二越
超硬合金およびこれを用いた切削加工用工具
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ