TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025085254
公報種別
公開特許公報(A)
公開日
2025-06-05
出願番号
2023199003
出願日
2023-11-24
発明の名称
組立式スカイビングカッタ
出願人
株式会社不二越
代理人
個人
主分類
B23F
21/10 20060101AFI20250529BHJP(工作機械;他に分類されない金属加工)
要約
【課題】従来のスカイビングカッタを取り付けるためのツーリング(回転軸)にクーラントの穴や溝などの専用流路を設ける場合、専用のツーリングを製作費用が発生するという問題があった。また、スカイビングカッタの形状が変わるごとに、それに合わせたツーリングを準備する必要があり、揃えるべき部品点数が増加するという問題があった。
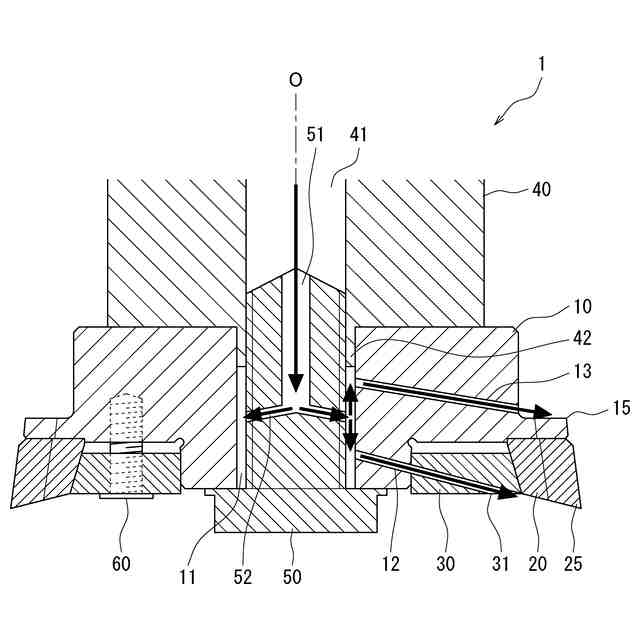
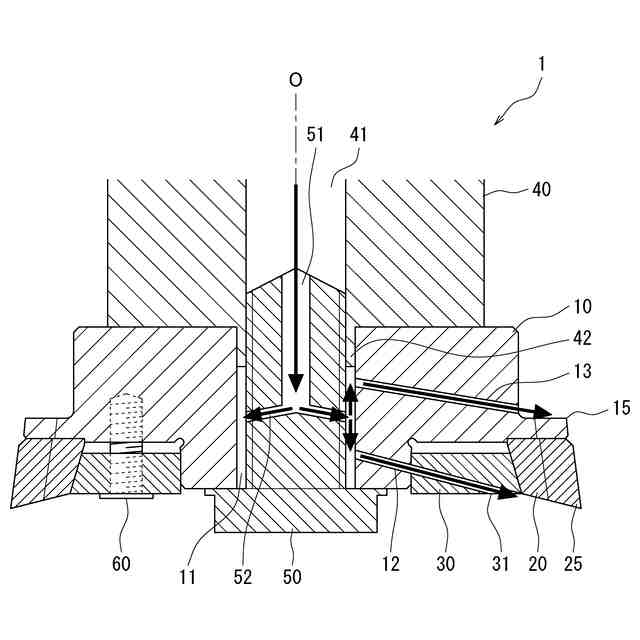
【解決手段】本発明の組立式スカイビングカッタ1は、切れ刃15を有した本体部品10、切れ刃25を有した加工歯部品20、加工歯部品20を固定する加工歯固定部品30、回転軸Oに沿った貫通穴41および貫通穴11に嵌め込む凸部42を備えたツーリング40を有して、本体部品10は、本体部品10の貫通穴11を貫通する固定ボルト50を用いてツーリング40に固定し、本体部品10に本体部品10の貫通穴11から外周方向に向けて複数条の油路12,13を設ける。
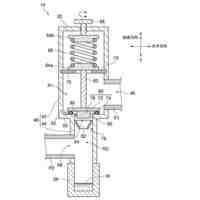
【選択図】図1
特許請求の範囲
【請求項1】
中央に貫通穴を有する円環状の本体部品と、前記本体部品の周囲に配置される切れ刃を有した加工歯部品と、前記加工歯部品を前記本体部品に固定する加工歯固定部品と、回転軸に沿って形成された貫通穴および前記本体部品の貫通穴に嵌め込む凸部を備えたツーリングと、を有する組立式スカイビングカッタにおいて、前記本体部品の最外周部には被削材の小径部分を切削加工する第1切れ刃を有しており、かつ前記加工歯部品には前記被削材の大径部分を切削加工する第2切れ刃を有しており、前記本体部品は、前記本体部品の貫通穴を貫通する固定ボルトを用いて前記ツーリングに固定されており、さらに前記本体部品には、前記本体部品の貫通穴から外周方向に向けて放射状に形成された複数条の油路が設けられていることを特徴とする組立式スカイビングカッタ。
続きを表示(約 500 文字)
【請求項2】
前記油路は、前記組立式スカイビングカッタの回転軸と平行な断面視において前記前記本体部品の貫通穴から前記加工歯固定部品側に通ずる第1油路を有していることを特徴とする請求項1に記載の組立式スカイビングカッタ。
【請求項3】
前記加工歯固定部品には、前記組立式スカイビングカッタの回転軸と平行な断面視において、前記回転軸から前記組立式スカイビングカッタの外周方向に向けて貫通した第2油路を有しており、前記第1油路の開口部と前記第2油路の開口部が密着していることを特徴とする請求項2に記載の組立式スカイビングカッタ。
【請求項4】
前記本体部品には、前記本体部品の貫通穴から外周方向に向けて放射状に形成されており、かつ前記第1油路の長さよりも長い第3油路をさらに有していることを特徴とする請求項2または3に記載の組立式スカイビングカッタ。
【請求項5】
前記固定ボルトの軸体には長手方向に沿って止まり孔と、前記止まり孔に連通して前記固定ボルトの径方向に沿って貫通孔と、が形成されていることを特徴とする請求項4に記載の組立式スカイビングカッタ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削加工により歯車を加工する組立式のスカイビングカッタに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
これまでのスカイビングカッタやそれを用いた歯車加工治具において、工作機械側からの冷却液を供給するタイプと、スカイビングカッタ自体に冷却液を流す機能を備えるタイプの2種類のスカイビングカッタがある。特に、スカイビングカッタ自体に冷却液を流す機能を備えるタイプについては、例えば特許文献1ないし3に開示されていようなツーリングや締結治具の吐露穴から冷却液を吐出するなど様々な形態が存在する。
【先行技術文献】
【特許文献】
【0003】
特開2021-154443号公報
特開2023-007256号公報
特開2021-013963号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、ツーリングにクーラント(冷却液)の穴や溝などの専用流路を設ける必要があり、専用のツーリングを製作するために費用が発生するという問題があった。また、カッタの形状が変えると、それに合わせたツーリングをカッタの形状ごとに準備する必要があり、揃えるべき部品点数が増加するという問題があった。また、カッタが小径の切れ刃として切削加工した場合には、歯先から歯元にかけて切りくずがひとつながりになり、切りくずの噛み込み等の不具合や被削材の精度不良やカッタの早期摩耗の一因となっていた。
【0005】
そこで、本発明は、被削材の小径部分と大径部分を切削加工する個別の切れ刃を設けて、切削加工により発生する切りくずを分断して、同時にツーリングにクーラントの穴や通路などを設ける必要がなく、切れ刃の形状が変更されても単一のツーリングで対応できる組立式スカイビングカッタを提供することを課題とする。
【課題を解決するための手段】
【0006】
本発明の組立式スカイビングカッタは、中央に貫通穴を有する円環状の本体部品と、本体部品の周囲に配置される切れ刃を有した加工歯部品と、当該加工歯部品を本体部品に固定する加工歯固定部品と、を有する組立式スカイビングカッタにおいて、本体部品には被削材の小径部分を切削加工する第1切れ刃(ホルダ切れ刃)および貫通穴から外周方向に向けて放射状に形成した油路を設ける。この油路は、組立式スカイビングカッタの回転軸と平行な断面視において貫通穴から加工歯部品および加工歯固定部品側に通ずる第1油路とすることもできる。
【0007】
加工歯部品には被削材の大径部分を切削加工する第2切れ刃を設ける。また、加工歯固定部品には組立式スカイビングカッタの回転軸と平行な断面視において回転軸から組立式スカイビングカッタの外周方向に向けて貫通した第2油路を設けて、第1油路の開口部と当該第2油路の開口部が密着させることもできる。さらに、本体部品には、貫通穴から外周方向に向けて放射状に形成して、かつ第2油路の長さよりも長い第3油路をさらに有しても構わない。
【発明の効果】
【0008】
本発明の組立式スカイビングカッタは、本体部品に被削材の小径部分を切削加工する第1切れ刃(ホルダ切れ刃)を備えて、さらに加工歯部品に被削材の大径部分を切削加工する第2切れ刃を備えることで、第1切れ刃には小径切れ刃としての役割を持たせて、同時に第2切れ刃には第1切れ刃とは異なる位置でオフセット加工を可能にするので、切削加工により発生した切りくずを分断させることができる。
【0009】
また、本体部品に貫通穴から外周方向に向けて放射状に形成した油路を設けることで、工作機械側から供給される冷却液が本体部品から加工歯部品に向けて吐出することで切れ刃を冷却できるので、ツーリングにクーラントの穴や通路などを設ける必要がなく、切れ刃の形状が変更されても単一のツーリングで対応できるという効果を奏する。
【図面の簡単な説明】
【0010】
本発明の組立式スカイビングカッタ1の模式断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
摩耗判定装置
9日前
株式会社不二越
波形抽出装置
9日前
株式会社不二越
真空熱処理装置の排気構造
16日前
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社不二越
ドリル
1か月前
株式会社不二越
ドリル
2か月前
株式会社北川鉄工所
回転装置
17日前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
多軸ねじ締め機
2か月前
株式会社FUJI
工作機械
2日前
株式会社アンド
半田付け方法
1か月前
日進工具株式会社
エンドミル
2か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
株式会社アンド
半田付け方法
1か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社トヨコー
被膜除去方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
ブラザー工業株式会社
工作機械
2か月前
トヨタ自動車株式会社
接合方法
2か月前
トヨタ自動車株式会社
溶接ヘッド
17日前
大肯精密株式会社
自動送り穿孔機
2か月前
株式会社プロテリアル
金属箔の溶接方法
2か月前
株式会社不二越
超硬合金製ドリル
1か月前
ビアメカニクス株式会社
レーザ加工装置
2か月前
トヨタ自動車株式会社
溶接ヘッド
18日前
株式会社ダイヘン
溶接装置
2か月前
株式会社不二越
管用テーパタップ
2か月前
日東精工株式会社
はんだこて先の製造方法
1か月前
日東精工株式会社
はんだこて先の製造方法
17日前
株式会社不二越
通り穴加工用タップ
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ