TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025067413
公報種別
公開特許公報(A)
公開日
2025-04-24
出願番号
2023177372
出願日
2023-10-13
発明の名称
通り穴加工用タップ
出願人
株式会社不二越
代理人
個人
主分類
B23G
5/06 20060101AFI20250417BHJP(工作機械;他に分類されない金属加工)
要約
【課題】タップ先端部に当たる食付き部全体で切削加工を行う場合においても発生する切りくずによる完全山部における切れ刃の刃欠けを抑制できる通り穴加工用タップを提供する。
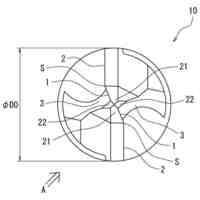
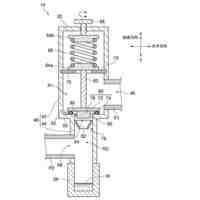
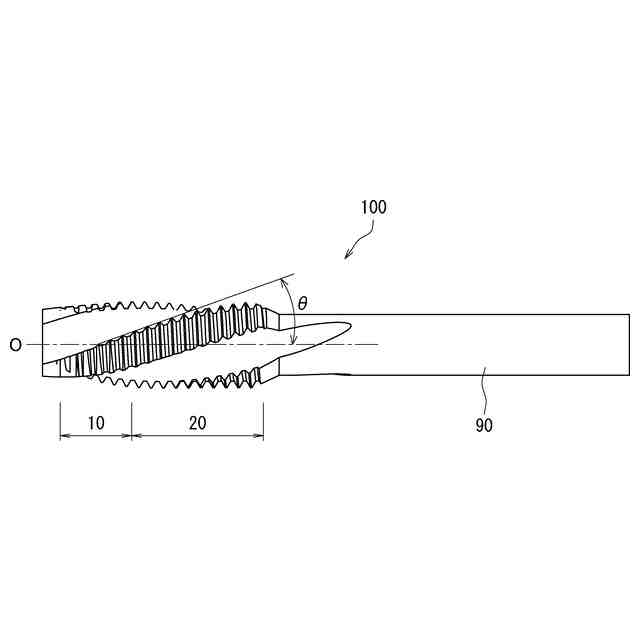
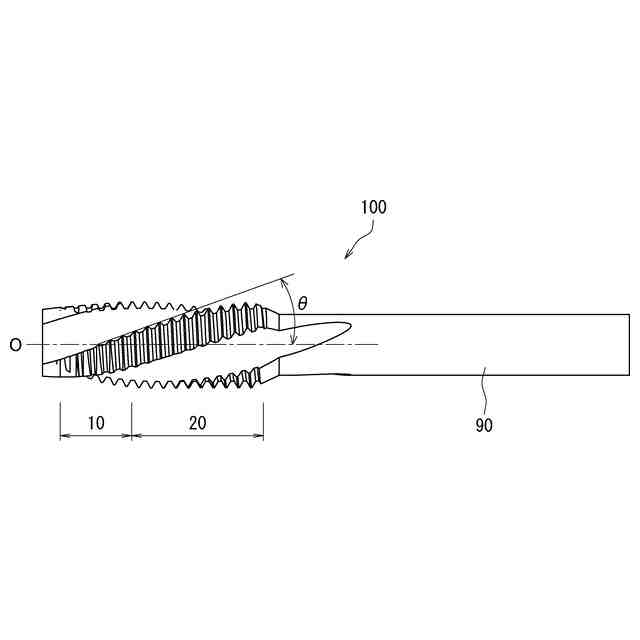
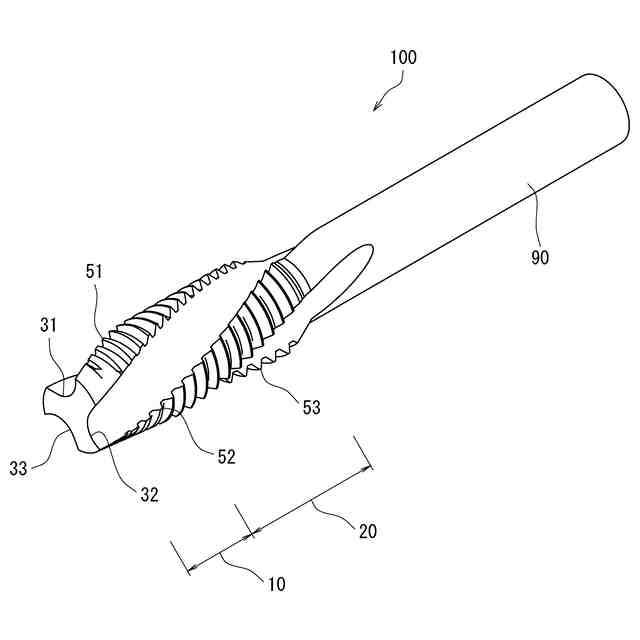
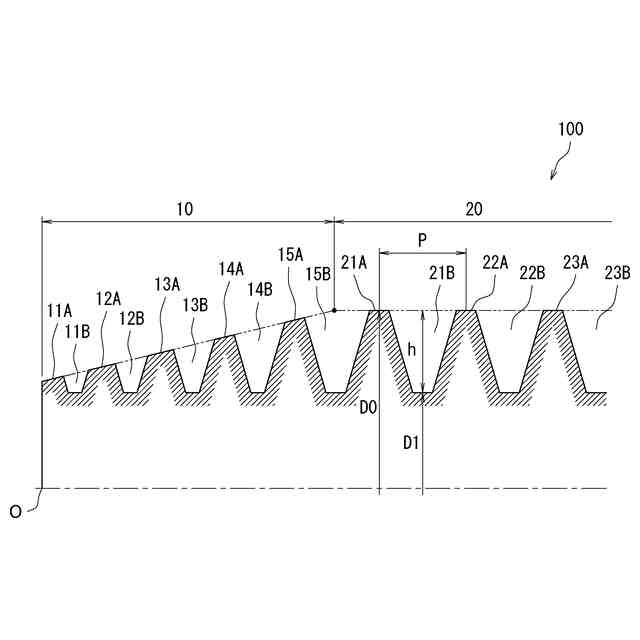
【解決手段】被加工材に対してねじ加工を行う切れ刃を備えるねじ山を有した食付き部10、食付き部10から連続して形成される切れ刃を備える完全山部20、食付き部10と完全山部20に設けられて被加工材の切りくずを排出するねじれ溝を備える通り穴加工用タップ100であり、ねじれ溝のねじれ角θを15°以上27°以下の範囲とした上で、通り穴加工用タップ100の呼び径D0,谷径D1,ピッチP,ねじ山の高さhとの関係において、以下の式(1)と式(2)の関係を同時に満たす通り穴加工用タップ100とする。
D1≧D0-P ・・・(1)
h≧P/2 ・・・(2)
【選択図】図1
特許請求の範囲
【請求項1】
被加工材に対してねじ加工を行う切れ刃を備えるねじ山を有した食付き部と、前記食付き部から連続して形成される切れ刃を備える完全山部と、前記食付き部と完全山部に設けられて前記被加工材の切りくずを排出するねじれ溝と、を備える通り穴加工用タップであり、前記通り穴加工用タップの先端視において、前記ねじれ溝が左ねじれの向きに形成されており、前記ねじれ溝のねじれ角は15°以上27°以下の範囲であり、前記通り穴加工用タップの呼び径D0,谷径D1,ピッチP,ねじ山の高さhとの関係において、
以下の式(1)と式(2)の関係を同時に満たしている
D1≧D0-P ・・・(1)
h≧P/2 ・・・(2)
ことを特徴とする通り穴加工用タップ。
続きを表示(約 70 文字)
【請求項2】
前記切れ刃のすくい角は、15°以上20°以下の範囲であることを特徴とする請求項1に記載の通り穴加工用タップ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削加工によってねじ加工を行う通り穴加工用途のタップに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
一般的には、下穴が止まり穴である場合にねじ加工を行う際にはスパイラルタップ(右ねじれ)を用いて行う。タップ先端部に当たる食付き部で切削加工を行い、その切削加工で発生した切り屑は溝(ねじれ溝)を通って、タップ後端側の完全山部へ送られて外部へ排出される。この際、発生する切り屑はらせん状に形成されて、比較的に一定の長さを有しているので、例えば特許文献1ないし5に示す様に完全山部の一部に面取り加工が行われて、切り屑の排出をより速やかに行えるようにしている。
【0003】
一方、タップの食付き部を構成する山部と山部の間には谷部が形成されており、その溝底は微少な曲面で形成されている。つまり、食付き部による切削加工は谷部(特に溝底)では行われないので、被削材に対して断続的な切削加工を行うことで、一部の加工材に対してはねじ穴の周辺にバリが発生する問題があった。
【0004】
このような問題に対して、タップの食付き部の谷部(特に溝底)でも切削加工が行える形状にすることで、いわゆる食付き部全体の総型加工を行うことで被削材にねじ穴に発生するバリを抑制することが開示されている(特許文献6参照)。
【先行技術文献】
【特許文献】
【0005】
国際公開2008-075402号公報
国際公開2008-136123号公報
特開2008-272856号公報
実平10-286723号公報
特許第2813173号公報
国際公開1997-026106号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、下穴が貫通穴である場合には、切削加工により発生する切りくずがタップの前方側に排出される。特に、切りくずの形態が分断して発生する場合には、タップの食付き部の谷部(溝底)でも切削加工を行うと、分断された切りくずとねじ加工されためねじとの隙間に挟み込まれて(噛み込まれて)、切りくずの排出性が大きく損なわれて、ひいては完全山部の切れ刃の摩耗にもつながるという問題があった。
【0007】
そこで、本発明ではタップ先端部に当たる食付き部全体で切削加工を行う場合においても、発生する切りくずによる完全山部における切れ刃の刃欠けを抑制できる通り穴加工用タップを提供することを課題とする。
【課題を解決するための手段】
【0008】
前述した課題を解決するために、本発明者は切削加工により発生する切りくずの形態と貫通穴加工用途のタップの関係について鋭意研究した結果、以下の知見を得た。すなわち、ねじ加工の際に発生する切りくずは、左ねじれのねじれ角の大きさにより切削加工時の加工負荷が変化し、同時に切りくずの形態も変化する。つまり、ねじれ角を所定の範囲とすることで、分断する切りくずを減らす、もしくはその発生を抑制することができる。
【0009】
また、被削材の材質や加工速度によっても切りくずの形態が変化し、分断した切りくずが発生した場合には、タップと被削材の間で切りくずの噛み込みが発生する場合がある。これに対して、切れ刃のすくい角を所定の範囲とすることで、材質の種類や加工速度に関わらず、タップと被削材の間の切りくずの噛み込みを防止することができる。
【0010】
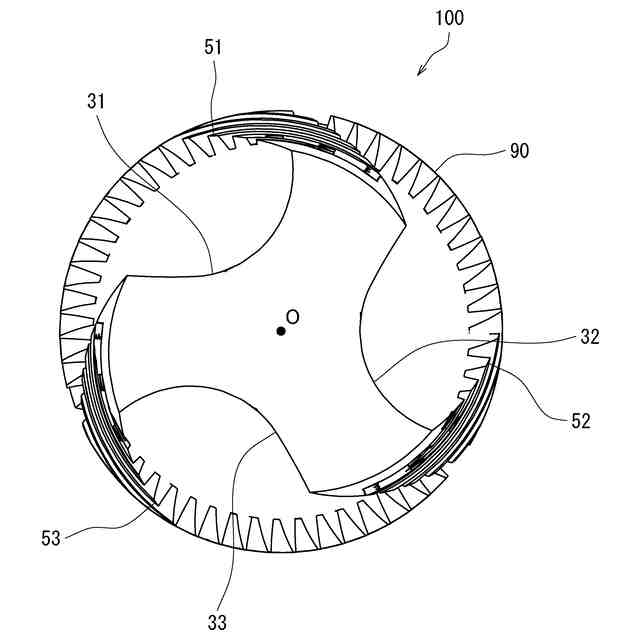
そこで、本発明の通り穴加工用タップは、少なくとも、被加工材にねじ加工を行う切れ刃を備えるねじ山を有した食付き部、当該食付き部から連続して形成される切れ刃を有する完全山部、これらの食付き部および完全山部に設けられて被加工材の切りくずを排出する複数条のねじれ溝を備える通り穴加工用タップにおいて、当該通り穴加工用タップの先端視で複数条のねじれ溝を左ねじれの向きに形成する。加えて、通り穴加工用タップの呼び径D0、谷径D1、ピッチP、ねじ山の高さhとの関係において、以下の式(1)および式(2)の関係を同時に満たす通り穴加工用タップとする。
D1≧D0-P ・・・(1)
h≦P/2 ・・・(2)
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社不二越
ドリル
8日前
株式会社不二越
蓄圧装置
26日前
株式会社不二越
射出成形機
今日
株式会社不二越
電磁切替弁
1日前
株式会社不二越
NC転造盤
1か月前
株式会社不二越
ブローチ盤
9日前
株式会社不二越
転がり軸受
9日前
株式会社不二越
ソレノイド
2か月前
株式会社不二越
摩耗判定装置
2か月前
株式会社不二越
波形抽出装置
2か月前
株式会社不二越
ベーンポンプ
1か月前
株式会社不二越
保持器付き軸受
8日前
株式会社不二越
保持器付き軸受
28日前
株式会社不二越
ロボットシステム
15日前
株式会社不二越
油圧駆動システム
1日前
株式会社不二越
協働ロボットシステム
26日前
株式会社不二越
真空熱処理装置の排気構造
2か月前
株式会社不二越
複合加工機およびツーリング
2か月前
株式会社不二越
情報処理装置及びプログラム
1か月前
株式会社不二越
製品選定装置及びプログラム
26日前
株式会社不二越
不等リードラジアスエンドミル
2か月前
株式会社不二越
X線回折測定装置及びプログラム
14日前
株式会社不二越
合金鋼およびそれを用いた機械部品
1か月前
株式会社不二越
マルテンサイト系ステンレス鋼焼結体
6日前
株式会社不二越
物体検出システム及びロボットシステム
15日前
株式会社不二越
ロボット制御装置及びロボット制御方法
22日前
株式会社不二越
可変抵抗器自動調整システム、油圧システム
14日前
株式会社不二越
鉄酸化物膜、合金鋼および鉄酸化物膜形成方法
2か月前
株式会社不二越
環境地図生成プログラム及び3次元センサ制御装置
15日前
株式会社不二越
転がり軸受用軌道輪およびそれを用いた転がり軸受
5日前
株式会社不二越
皮膜付き軸受およびこれに用いられるしゅう動皮膜剤
1か月前
株式会社不二越
転造加工用平ダイスおよびそれを用いた転造加工方法
7日前
国立大学法人 東京大学
静電容量式センサ及びロボットシステム
5日前
株式会社不二越
電食防止転がり軸受
7日前
株式会社不二越
鉄酸化物膜、鉄酸化物膜被覆部材、鉄酸化物膜被覆部材用合金鋼および鉄酸化物膜被覆部材の製造方法
1か月前
個人
タップ
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ