TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025082005
公報種別
公開特許公報(A)
公開日
2025-05-28
出願番号
2023195174
出願日
2023-11-16
発明の名称
レーザ加工機
出願人
村田機械株式会社
代理人
個人
主分類
B23K
26/03 20060101AFI20250521BHJP(工作機械;他に分類されない金属加工)
要約
【課題】幅方向におけるサイズのコンパクト化を実現可能なレーザ加工機を提供する。
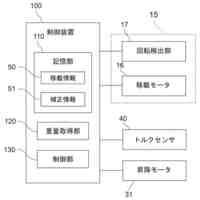
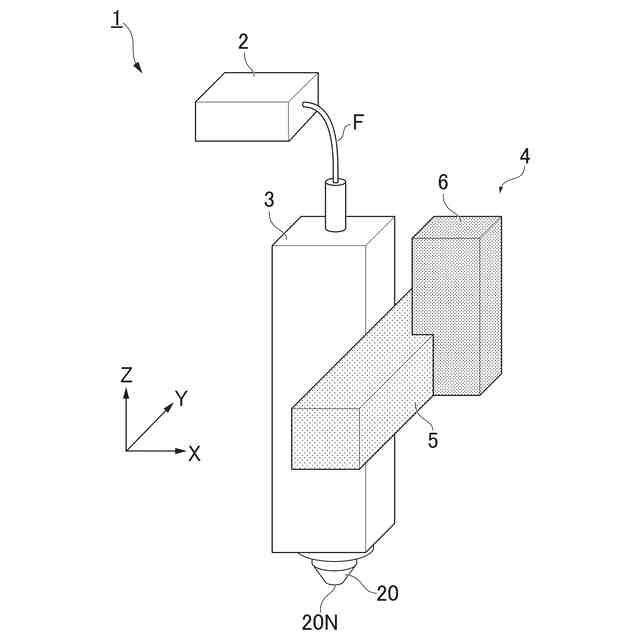
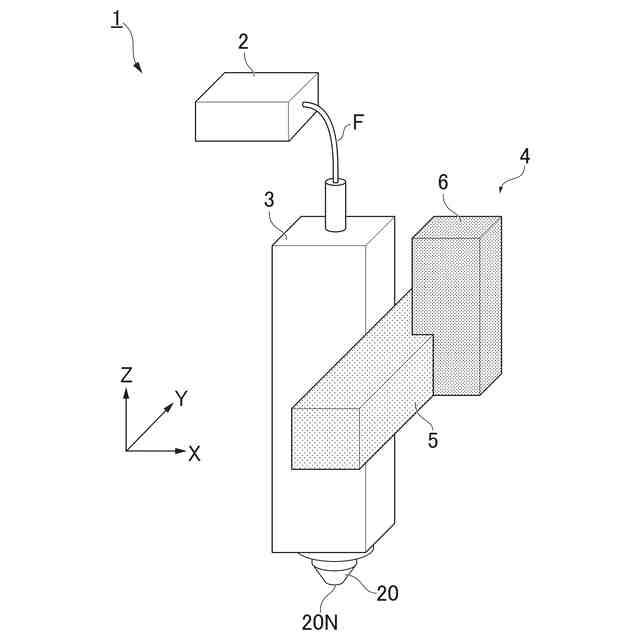
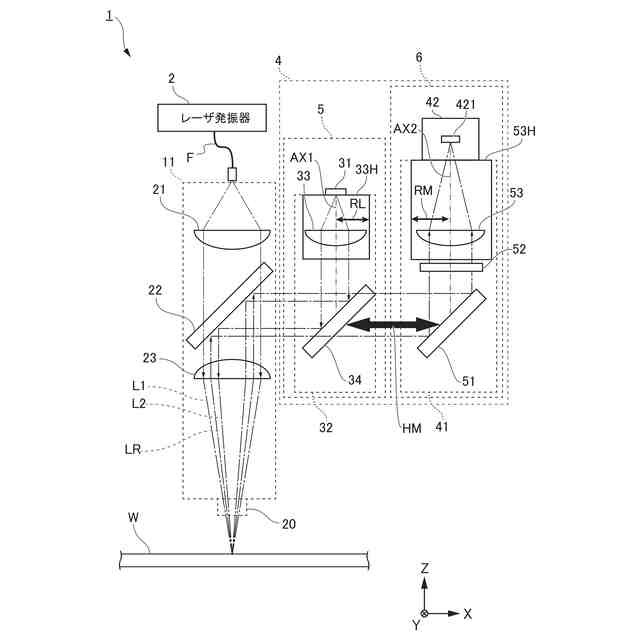
【解決手段】レーザ発振器2からのレーザ光L1をワークWに照射する加工ヘッド3と、ワークWを照らす照明光L2を出射する照明光源31と、照明光源31から出射された照明光L2がワークWを照らすように当該照明光L2を反射させるハーフミラー34と、ハーフミラー34からの照明光L2がワークWで反射した反射光を検出することでワークWを撮像する撮像部42と、ワークWで反射した反射光を撮像部42に反射させる全反射ミラー51と、を有し、ハーフミラー34と全反射ミラー51は、同一直線上に位置し、照明光源31からハーフミラー34に向かう照明光L2の光軸である照明光軸AX1と、全反射ミラー51で反射して撮像部42に向かう反射光の光軸である撮像光軸AX2とはねじれの位置関係である。
【選択図】図1
特許請求の範囲
【請求項1】
ワークを加工するレーザ光を発生させるレーザ発振器と、
前記レーザ発振器からの前記レーザ光を前記ワークに照射する加工ヘッドと、
前記ワークを照らす照明光を出射する照明光源と、
前記照明光源から出射された前記照明光が前記ワークを照らすように当該照明光を反射させるハーフミラーと、
前記ハーフミラーからの前記照明光が前記ワークで反射した反射光を検出することで前記ワークを撮像する撮像部と、
前記ワークで反射した前記反射光を前記撮像部に反射させる全反射ミラーと、
を有し、
前記ハーフミラーと前記全反射ミラーは、同一直線上に位置し、
前記照明光源から前記ハーフミラーに向かう前記照明光の光軸である照明光軸と、前記全反射ミラーで反射して前記撮像部に向かう前記反射光の光軸である撮像光軸とは、ねじれの位置関係である、レーザ加工機。
続きを表示(約 680 文字)
【請求項2】
前記照明光軸は、第1方向に平行であり、
前記撮像光軸は、前記第1方向に直交する第2方向に平行である、
請求項1に記載のレーザ加工機。
【請求項3】
長手方向に前記照明光軸を有する第1鏡筒部と、
長手方向に前記撮像光軸を有する第2鏡筒部と、
を有し、
前記加工ヘッドと前記第1鏡筒部と前記第2鏡筒部とは所定方向に並んで配列されており、
前記ハーフミラーと前記全反射ミラーは、前記所定方向において同一直線上に位置し、
前記第1鏡筒部の前記長手方向と、前記第2鏡筒部の前記長手方向とがねじれの位置関係で前記所定方向に並んで配置されている、
請求項1に記載のレーザ加工機。
【請求項4】
前記所定方向から見た場合に、前記第1鏡筒部の前記長手方向と前記第2鏡筒部の前記長手方向とが直交している、
請求項3に記載のレーザ加工機。
【請求項5】
前記ハーフミラーと前記全反射ミラーとが、同一の空間内に配置されている、
請求項1から4のいずれか一項に記載のレーザ加工機。
【請求項6】
前記同一の空間内において、前記ハーフミラーで反射した前記照明光の光軸と、前記ワークで反射して前記全反射ミラーに向かう前記反射光の光軸とが同軸である、
請求項2に記載のレーザ加工機。
【請求項7】
前記ハーフミラーの反射方向と前記全反射ミラーの反射方向とが直交している、
請求項1に記載のレーザ加工機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ加工機に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
ワークに対して加工用レーザ光を照射することでワークの切断などのレーザ加工を行うレーザ加工機が知られている(例えば、特許文献1参照)。特許文献1に記載のレーザ加工機は、ワークにおける加工用レーザ光の照射域を照らすための照明ユニットと、照射域を撮像するための撮像ユニットとを有する。照明ユニットの機械要素には光源、レンズ、ハーフミラーなどが含まれ、撮像ユニットの機械要素にはカメラ、レンズ、全反射ミラーなどが含まれる。
【先行技術文献】
【特許文献】
【0003】
特開2001-79679号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、発明者らは、照明ユニットと撮像ユニットとを並んで配列させるレイアウトを採用することで、レーザ加工機のコンパクト化をある程度達成できるとの知見を得た。ただし、更なるコンパクト化のためには、照明ユニットと撮像ユニットとが配列している方向(幅方向ともいう)のサイズをコンパクトにする必要がある。
【0005】
本発明は、幅方向におけるサイズのコンパクト化を実現可能なレーザ加工機を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の態様に係るレーザ加工機は、ワークを加工するレーザ光を発生させるレーザ発振器と、前記レーザ発振器からの前記レーザ光を前記ワークに照射する加工ヘッドと、前記ワークを照らす照明光を出射する照明光源と、前記照明光源から出射された前記照明光がワークを照らすように当該照明光を反射させるハーフミラーと、前記ハーフミラーからの前記照明光が前記ワークで反射した反射光を検出することで前記ワークを撮像する撮像部と、前記ワークで反射した前記反射光を前記撮像部に反射させる全反射ミラーと、を有し、前記ハーフミラーと前記全反射ミラーは、同一直線上に位置し、前記照明光源から前記ハーフミラーに向かう前記照明光の光軸である照明光軸と、前記全反射ミラーで反射して前記撮像部に向かう前記反射光の光軸である撮像光軸とは、ねじれの位置関係である。
【発明の効果】
【0007】
上記態様に係るレーザ加工機によれば、照明光軸と撮像光軸とをねじれの位置関係とするため、照明ユニットの鏡筒と撮像ユニットの鏡筒との干渉を抑制することができ、ハーフミラーと全反射ミラーとの距離を縮めることができる。そのため、幅方向におけるサイズのコンパクト化を実現することができる。
【0008】
また、上記態様のレーザ加工機において、照明光軸は、第1方向に平行であり、撮像光軸は、第1方向に直交する第2方向に平行であってもよい。このような構成によれば、ハーフミラーと全反射ミラーとの距離をより縮めることができる。
【0009】
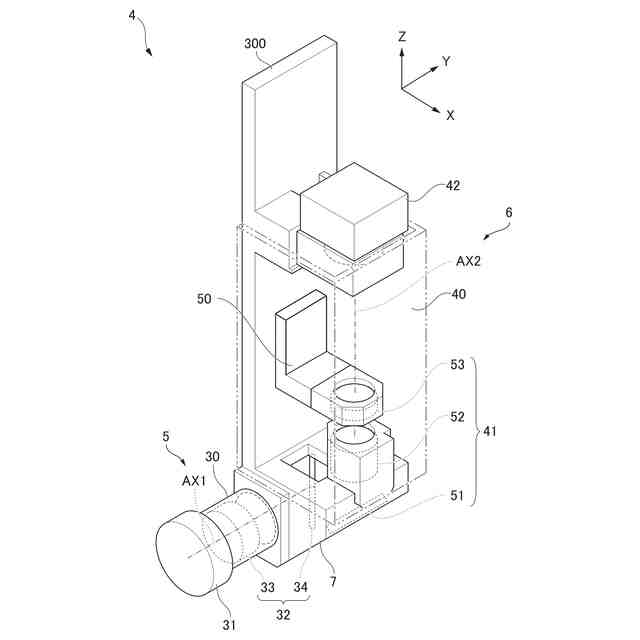
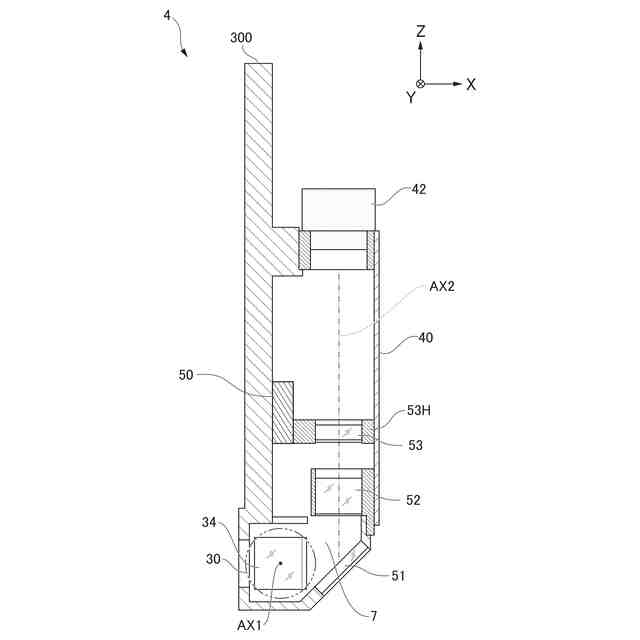
また、上記態様のレーザ加工機において、長手方向に前記照明光軸を有する第1鏡筒部と、長手方向に前記撮像光軸を有する第2鏡筒部と、を有し、前記加工ヘッドと前記第1鏡筒部と前記第2鏡筒部とは所定方向に並んで配列されており、前記ハーフミラーと前記全反射ミラーは、前記所定方向において同一直線上に位置し、前記第1鏡筒部の前記長手方向と、前記第2鏡筒部の前記長手方向とがねじれの位置関係で前記所定方向に並んで配置されてもよい。このような構成によれば、撮像用鏡筒部の長手方向と、撮像用鏡筒部の長手方向とがねじれの関係に配置することで空いた空間にアライメント装置などを配置するなどのレイアウトを採用することができ、さらにレーザ加工機1のコンパクト化に寄与する。
【0010】
また、上記態様のレーザ加工機において、前記所定方向から見た場合に、前記第1鏡筒部の前記長手方向と前記第2鏡筒部の前記長手方向とが直交してもよい。この構成によれば、上記の空いた空間をより確保することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
村田機械株式会社
搬送車
27日前
村田機械株式会社
自動倉庫
2か月前
村田機械株式会社
糸巻取装置
15日前
村田機械株式会社
天井搬送車
6日前
村田機械株式会社
紙管分離装置
1か月前
村田機械株式会社
自動ワインダ
1か月前
村田機械株式会社
ボビン解舒装置
1か月前
村田機械株式会社
走行車システム
1か月前
村田機械株式会社
レールユニット
2日前
村田機械株式会社
ボビン検査装置
20日前
村田機械株式会社
スタッカクレーン
1か月前
村田機械株式会社
天井走行車システム
1か月前
村田機械株式会社
タスク管理システム
21日前
村田機械株式会社
有軌道台車システム
1か月前
村田機械株式会社
ストレージシステム
14日前
村田機械株式会社
玉揚装置及び自動ワインダ
1か月前
村田機械株式会社
認証システム、およびゲートウェイ装置
21日前
村田機械株式会社
レーザ加工機、レーザ加工方法及びプログラム作成装置
21日前
個人
タップ
7か月前
個人
フライス盤
3か月前
個人
加工機
7か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
6か月前
株式会社不二越
ドリル
7か月前
株式会社北川鉄工所
回転装置
6か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
2か月前
キヤノン電子株式会社
加工装置
1か月前
ダイニチ工業株式会社
配膳治具
1か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
5か月前
日東精工株式会社
ねじ締め装置
2か月前
個人
切削油供給装置
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ