TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025101210
公報種別
公開特許公報(A)
公開日
2025-07-07
出願番号
2023217880
出願日
2023-12-25
発明の名称
溶接装置
出願人
株式会社ダイヘン
代理人
個人
,
個人
主分類
B23K
9/133 20060101AFI20250630BHJP(工作機械;他に分類されない金属加工)
要約
【課題】用いる溶接ワイヤのワイヤ径に応じて、適切な減速比の送給ギアを選択させることが可能な溶接装置を提供する。
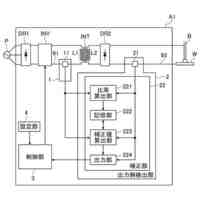
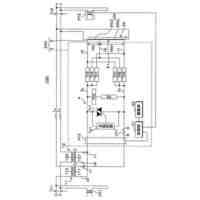
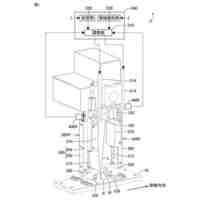
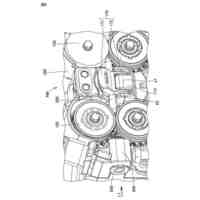
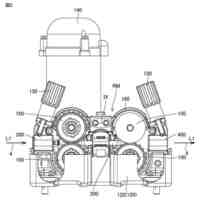
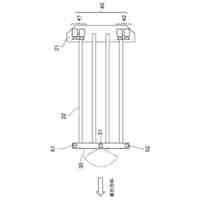
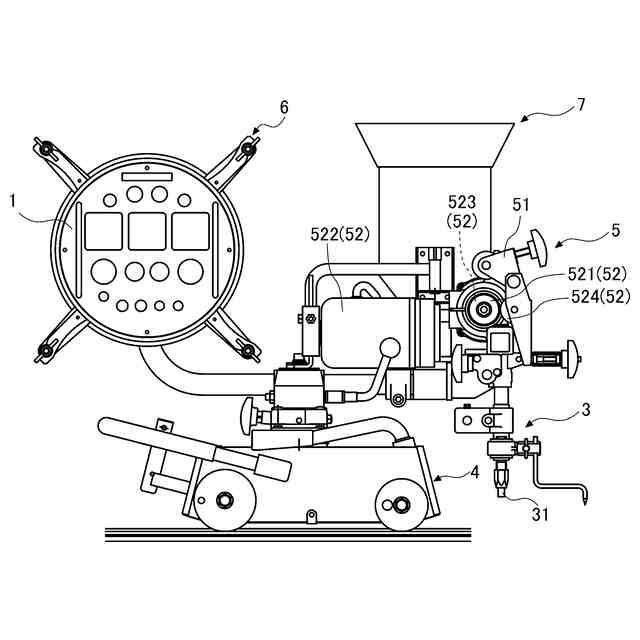
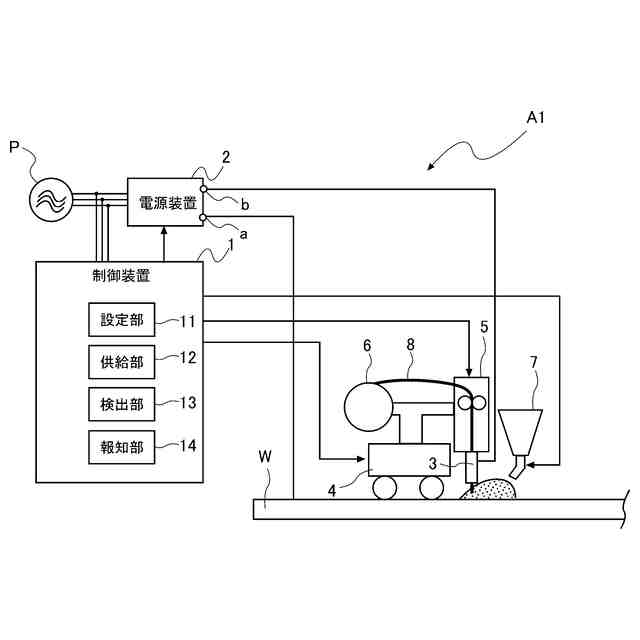
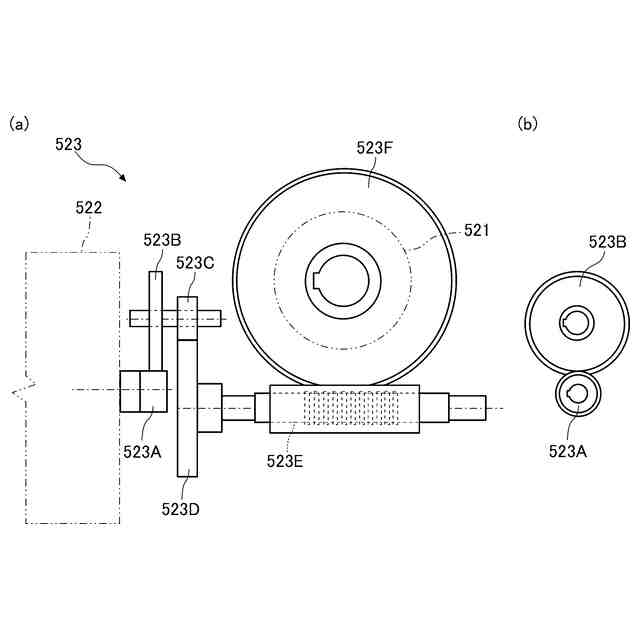
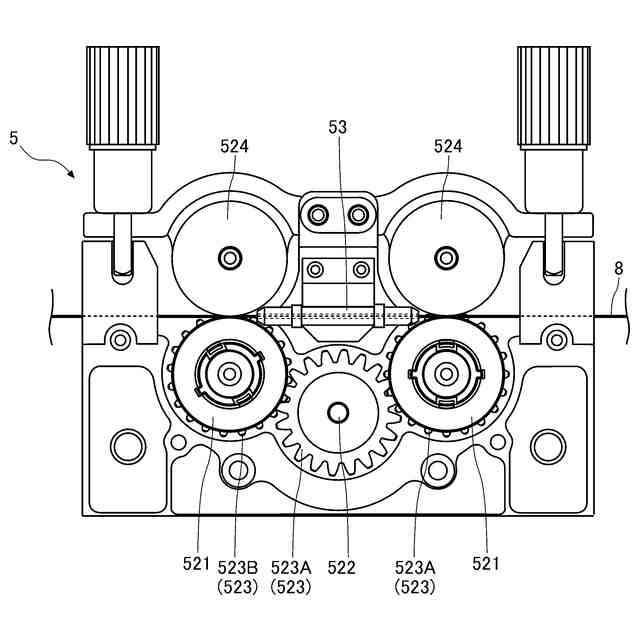
【解決手段】溶接装置A1は、消耗電極式の溶接を行う。溶接装置A1は、溶接ノズル3と、溶接ワイヤ8を溶接ノズル3に送給する送給ロール521、送給ロール521を回転させるための回転トルクを発生させる送給モータ522、および、送給モータ522の回転トルクを送給ロール521に伝達するギアユニット523を有するワイヤ送給装置5と、送給モータ522の負荷が高い高負荷状態を検出する検出部と、検出部が高負荷状態を検出した時に報知を行う報知部と、を備える。ギアユニット523は、取り換え可能な送給ギアを有する。報知部は、検出部が高負荷状態を検出した場合に、溶接ワイヤ8のワイヤ径に対して送給ギアの減速比が適切ではないことを報知する。
【選択図】図2
特許請求の範囲
【請求項1】
消耗電極式の溶接を行う溶接装置であって、
溶接ノズルと、
溶接ワイヤを前記溶接ノズルに送給する送給ロール、前記送給ロールを回転させるための回転トルクを発生させる送給モータ、および、前記送給モータの回転トルクを前記送給ロールに伝達するギアユニットを有するワイヤ送給装置と、
前記送給モータの負荷が高い高負荷状態を検出する検出部と、
前記検出部が前記高負荷状態を検出した時に報知を行う報知部と、
を備え、
前記ギアユニットは、取り換え可能な送給ギアを有し、
前記報知部は、前記検出部が前記高負荷状態を検出した場合に、前記溶接ワイヤのワイヤ径に対して前記送給ギアの減速比が適切ではないことを報知する、溶接装置。
続きを表示(約 450 文字)
【請求項2】
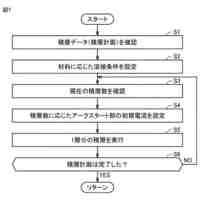
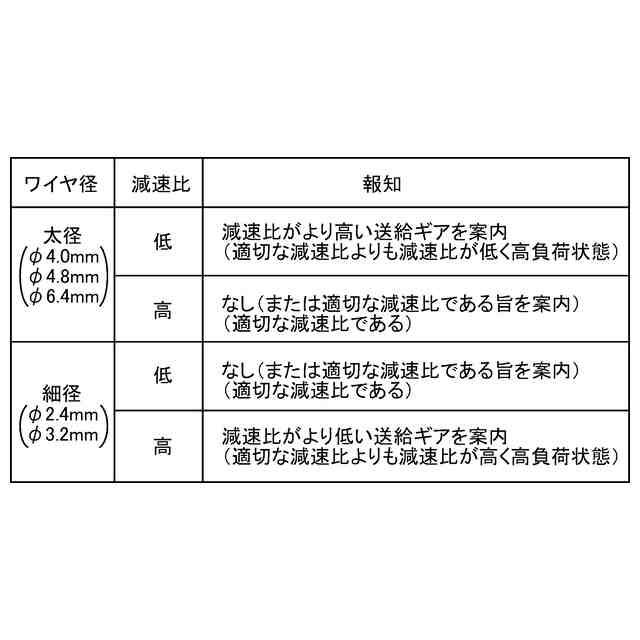
前記報知部は、前記溶接ワイヤのワイヤ径が太径と細径とを切り分ける基準値以上の場合に前記高負荷状態になると、減速比がより高い前記送給ギアに取り換える案内を報知し、一方、前記溶接ワイヤのワイヤ径が前記基準値未満の場合に前記高負荷状態になると、減速比がより低い前記送給ギアに取り換える案内を報知する、請求項1に記載の溶接装置。
【請求項3】
前記溶接ワイヤのワイヤ径を設定する設定部をさらに備え、
前記報知部は、前記溶接ワイヤのワイヤ径として、前記設定部での設定値を用いる、請求項2に記載の溶接装置。
【請求項4】
前記検出部は、前記送給モータに供給されるモータ電流の大きさを検出しており、検出した前記モータ電流の大きさが閾値以上となった場合に、前記高負荷状態であると判断する、請求項1ないし請求項3のいずれかに記載の溶接装置。
【請求項5】
サブマージアーク溶接を行う、請求項1ないし請求項3のいずれかに記載の溶接装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、消耗電極式の溶接を行う溶接装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、溶接装置には、消耗電極式のアーク溶接を行うものがある。消耗電極式のアーク溶接においては、ワイヤ送給装置によって、溶接ワイヤを溶接トーチに送給しつつ、溶接電源から給電チップを介して溶接ワイヤに給電する。これにより、溶接ワイヤと被溶接物との間にアークが発生して、溶接が行われる。例えば、特許文献1には、消耗電極式のアーク溶接を行う溶接装置が開示されている。特許文献1に記載の溶接装置は、ワイヤ送給装置を備えており、当該ワイヤ送給装置は、送給モータと、ギアユニットと、送給ロールとを備える。送給モータは、ギアユニットを介して減速して、送給ロールを回転駆動する。送給ロールの回転により、溶接ワイヤが送給される。
【先行技術文献】
【特許文献】
【0003】
特開2008-30052号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
溶接ワイヤのワイヤ径(直径)は、被溶接物の素材、被溶接物の厚さおよび溶接ワイヤに流す電流量などに応じて、利用者によって選択される。この時、用いる溶接ワイヤのワイヤ径に応じて、ギアユニットでは、溶接ワイヤの送給に必要なトルクと送給速度の関係から適切な減速比の送給ギアを選択する必要がある。例えば、互いにワイヤ径が異なる第1ワイヤと第2ワイヤとがあり、第1ワイヤのワイヤ径は、第2ワイヤのワイヤ径よりも大きいとする。このとき、第1ワイヤ(相対的にワイヤ径が大きい溶接ワイヤ)の送給には、第2ワイヤ(相対的にワイヤ径が小さい溶接ワイヤ)の送給と比較して、送給速度は遅いが、大きなトルクが必要である。反対に、第2ワイヤ(相対的にワイヤ径が小さい溶接ワイヤ)の送給には、第1ワイヤ(相対的にワイヤ径が大きい溶接ワイヤ)の送給と比較して、小さなトルクでよいが、送給速度は速い。そのため、送給ギアの減速比を適切に選択しなければ、送給モータにかかる負荷が大きくなり、送給モータが故障する虞がある。また、溶接ワイヤの送給において、必要な送給量を確保できず、溶接欠陥となる虞がある。
【0005】
本開示は、上記事情に鑑みて考え出されたものであり、その目的は、用いる溶接ワイヤのワイヤ径に応じて、適切な減速比の送給ギアを選択させることが可能な溶接装置を提供することにある。
【課題を解決するための手段】
【0006】
本開示によって提供される溶接装置は、消耗電極式の溶接を行う溶接装置であって、溶接ノズルと、溶接ワイヤを前記溶接ノズルに送給する送給ロール、前記送給ロールを回転させるための回転トルクを発生させる送給モータ、および、前記送給モータの回転トルクを前記送給ロールに伝達するギアユニットを有するワイヤ送給装置と、前記送給モータの負荷が高い高負荷状態を検出する検出部と、前記検出部が前記高負荷状態を検出した時に報知を行う報知部と、を備え、前記ギアユニットは、取り換え可能な送給ギアを有し、前記報知部は、前記検出部が前記高負荷状態を検出した場合に、前記溶接ワイヤのワイヤ径に対して前記送給ギアの減速比が適切ではないことを報知する。
【0007】
前記溶接装置の好ましい実施の形態において、前記報知部は、前記溶接ワイヤのワイヤ径が太径と細径とを切り分ける基準値以上の場合に前記高負荷状態になると、減速比がより高い前記送給ギアに取り換える案内を報知し、一方、前記溶接ワイヤのワイヤ径が前記基準値未満の場合に前記高負荷状態になると、減速比がより低い前記送給ギアに取り換える案内を報知する。
【0008】
前記溶接装置の好ましい実施の形態において、前記溶接ワイヤのワイヤ径を設定する設定部をさらに備え、前記報知部は、前記溶接ワイヤのワイヤ径として、前記設定部での設定値を用いる。
【0009】
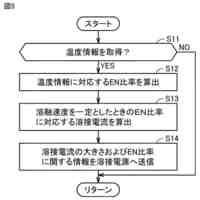
前記溶接装置の好ましい実施の形態において、前記検出部は、前記送給モータに供給されるモータ電流の大きさを検出しており、検出した前記モータ電流の大きさが閾値以上となった場合に、前記高負荷状態であると判断する。
【0010】
前記溶接装置の好ましい実施の形態において、当該溶接装置は、サブマージアーク溶接を行う。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ダイヘン
溶接装置
10日前
株式会社ダイヘン
送配電装置
1日前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
電極交換装置
1か月前
株式会社ダイヘン
研削システム
1か月前
株式会社ダイヘン
電圧調整装置
3日前
株式会社ダイヘン
レーザ接合装置
1か月前
株式会社ダイヘン
熱加工用電源装置
1か月前
株式会社ダイヘン
積層造形システム
1か月前
株式会社ダイヘン
積層造形システム
1か月前
株式会社ダイヘン
積層造形システム
1か月前
株式会社ダイヘン
溶接ワイヤ送給機構
1か月前
株式会社ダイヘン
溶接ワイヤ送給装置
1か月前
株式会社ダイヘン
溶接ワイヤ送給機構
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
24日前
株式会社ダイヘン
パルスアーク溶接制御方法
24日前
株式会社ダイヘン
パルスアーク溶接制御方法
16日前
株式会社ダイヘン
制御回路、および、三相力率改善装置
9日前
株式会社ダイヘン
溶接ワイヤ送給機構およびインレットガイド
1か月前
株式会社ダイヘン
ティーチングチップおよびこれを装着した溶接ロボット
1か月前
株式会社ダイヘン
タップ切換台
1か月前
株式会社ダイヘン
搬送ロボットの教示システム、および搬送ロボットの教示方法
1か月前
株式会社ダイヘン
フラットパネル製造システム及びそれに用いられるロボット制御装置
8日前
個人
フライス盤
2か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
2か月前
ダイニチ工業株式会社
配膳治具
1か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
5か月前
キヤノン電子株式会社
加工装置
29日前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
ねじ整列トレー
24日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ