TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025112073
公報種別
公開特許公報(A)
公開日
2025-07-31
出願番号
2024006148
出願日
2024-01-18
発明の名称
パルスアーク溶接制御方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/09 20060101AFI20250724BHJP(工作機械;他に分類されない金属加工)
要約
【課題】消耗電極パルスアーク溶接において、溶接状態が変動しても1パルス周期1溶滴移行状態を常に維持して良好な溶接品質を得ること。
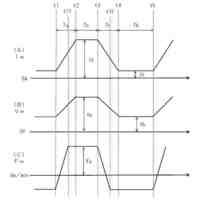
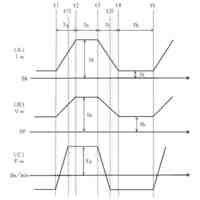
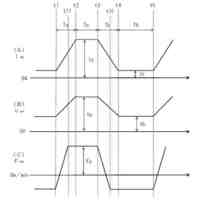
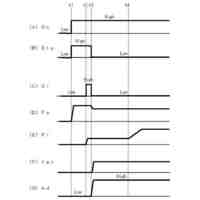
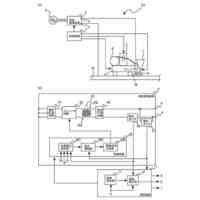
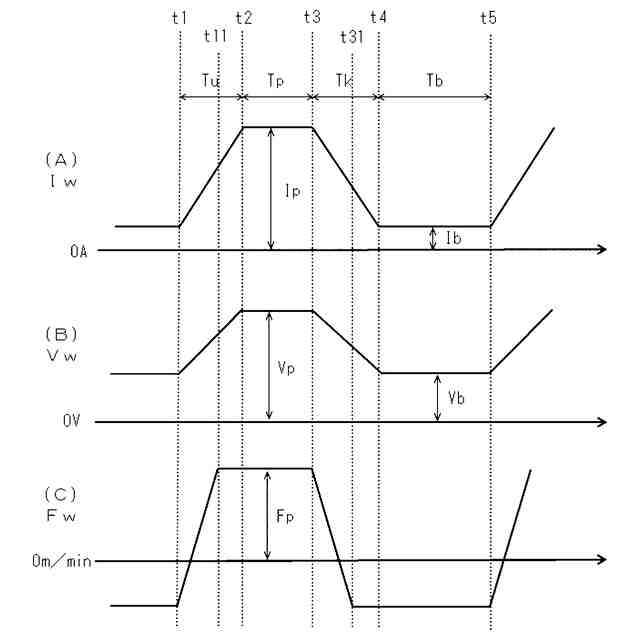
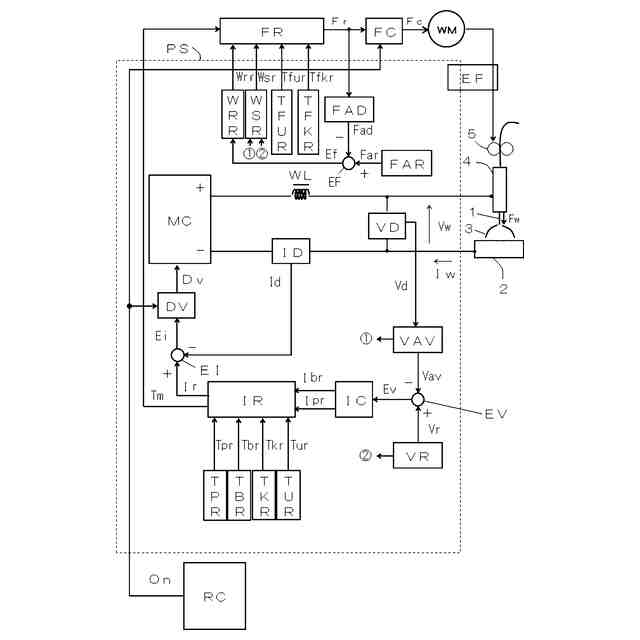
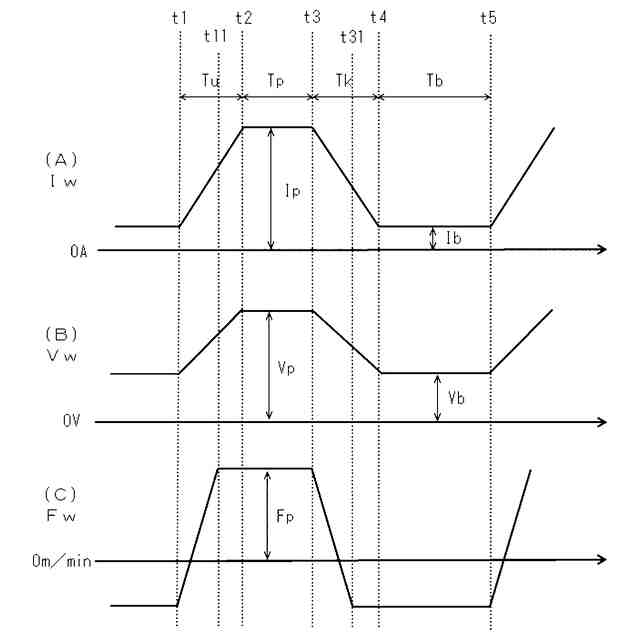
【解決手段】溶接ワイヤを送給し、ピーク立上り期間Tu中はベース電流Ibの値からピーク電流Ipの値へと上昇するピーク立上り電流Iuを通電し、ピーク期間Tp中はピーク電流Ipを通電し、ピーク立下り期間Tk中はピーク電流Ipの値からベース電流Ibの値へと下降するピーク立下り電流Ikを通電し、ベース期間Tb中はベース電流Ibを通電する。送給速度Fwは、ピーク立上り期間Tuの開始時点で逆送ピーク値Wrから正送ピーク値Wsへの変化を開始し、ピーク立下り期間Tkの開始時点で正送ピーク値Wsから逆送ピーク値Wrへの変化を開始する。正送ピーク値Ws及び逆送ピーク値Wrは、溶接電圧平均値に基づいて変化する。
【選択図】 図2
特許請求の範囲
【請求項1】
溶接ワイヤを送給し、
ピーク立上り期間中はベース電流の値からピーク電流の値へと上昇するピーク立上り電流を通電し、ピーク期間中は前記ピーク電流を通電し、ピーク立下り期間中は前記ピーク電流の値から前記ベース電流の値へと下降するピーク立下り電流を通電し、ベース期間中は前記ベース電流を通電し、これらの通電を1パルス周期として繰り返して溶接するパルスアーク溶接制御方法において、
前記溶接ワイヤは正送と逆送とを繰り返し、少なくとも前記ベース期間中は前記逆送し、
溶接電圧平均値に基づいて前記正送のピーク値及び前記逆送のピーク値を変化させる、
ことを特徴とするパルスアーク溶接制御方法。
続きを表示(約 470 文字)
【請求項2】
前記溶接電圧平均値と溶接電圧設定値との誤差に基づいて前記正送のピーク値及び前記逆送のピーク値を変化させる、
ことを特徴とする請求項1に記載のパルスアーク溶接制御方法。
【請求項3】
前記溶接ワイヤの送給速度の平均値が所定値となるように前記正送のピーク値及び前記逆送のピーク値を変化させる、
ことを特徴とする請求項1又は2に記載のパルスアーク溶接制御方法。
【請求項4】
前記溶接ワイヤの送給速度は、
前記ピーク立上り期間の開始時点で前記逆送のピーク値から前記正送のピーク値への変化を開始し、
前記ピーク立下り期間の開始時点で前記正送のピーク値から前記逆送のピーク値への変化を開始する、
ことを特徴とする請求項1又は2に記載のパルスアーク溶接制御方法。
【請求項5】
前記正送のピーク値から前記逆送のピーク値への変化期間は前記ピーク立下り期間以下である、
ことを特徴とする請求項4に記載のパルスアーク溶接制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接ワイヤを送給して溶接するパルスアーク溶接制御方法に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
溶接ワイヤを送給して溶接するパルスアーク溶接は、鉄鋼等の溶接に広く使用されている。このパルスアーク溶接では、溶接ワイヤを送給し、ピーク立上り期間中はベース電流の値からピーク電流の値へと上昇するピーク立上り電流を通電し、ピーク期間中はピーク電流を通電し、ピーク立下り期間中はピーク電流の値からベース電流の値へと下降するピーク立下り電流を通電し、ベース期間中はベース電流を通電し、これらの通電を1パルス周期として繰り返して溶接が行われる。パルスアーク溶接では、1パルス周期1溶滴移行状態にすることによって、スパッタの発生が少なく、美しいビード外観を得ることができる。
【0003】
特許文献1の発明では、ピーク期間中の第1の時点からベース期間中の第2の時点までの所定期間の間は、溶接ワイヤの送給速度を、ピーク電流の立ち上がり時点の送給速度よりも低くする、あるいは、溶接ワイヤを溶接対象物から引き離す方向に送給する逆送としている。
【先行技術文献】
【特許文献】
【0004】
特許第6123069号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
パルスアーク溶接では良好な溶接品質を得るために1パルス周期1溶滴移行状態を常に維持することが重要である。しかし、従来技術のパルスアーク溶接では、溶接状態の変動に伴い1パルス周期1溶滴移行状態から逸脱してしまい、溶接品質が悪くなるという問題がある。
【0006】
そこで、本発明では、溶接状態が変動しても1パルス周期1溶滴移行状態を常に維持して良好な溶接品質を得ることができるパルスアーク溶接制御方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、請求項1の発明は、
溶接ワイヤを送給し、
ピーク立上り期間中はベース電流の値からピーク電流の値へと上昇するピーク立上り電流を通電し、ピーク期間中は前記ピーク電流を通電し、ピーク立下り期間中は前記ピーク電流の値から前記ベース電流の値へと下降するピーク立下り電流を通電し、ベース期間中は前記ベース電流を通電し、これらの通電を1パルス周期として繰り返して溶接するパルスアーク溶接制御方法において、
前記溶接ワイヤは正送と逆送とを繰り返し、少なくとも前記ベース期間中は前記逆送し、
溶接電圧平均値に基づいて前記正送のピーク値及び前記逆送のピーク値を変化させる、
ことを特徴とするパルスアーク溶接制御方法である。
【0008】
請求項2の発明は、
前記溶接電圧平均値と溶接電圧設定値との誤差に基づいて前記正送のピーク値及び前記逆送のピーク値を変化させる、
ことを特徴とする請求項1に記載のパルスアーク溶接制御方法である。
【0009】
請求項3の発明は、
前記溶接ワイヤの送給速度の平均値が所定値となるように前記正送のピーク値及び前記逆送のピーク値を変化させる、
ことを特徴とする請求項1又は2に記載のパルスアーク溶接制御方法である。
【0010】
請求項4の発明は、
前記溶接ワイヤの送給速度は、
前記ピーク立上り期間の開始時点で前記逆送のピーク値から前記正送のピーク値への変化を開始し、
前記ピーク立下り期間の開始時点で前記正送のピーク値から前記逆送のピーク値への変化を開始する、
ことを特徴とする請求項1又は2に記載のパルスアーク溶接制御方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
変圧器
18日前
株式会社ダイヘン
搬送装置
1か月前
株式会社ダイヘン
溶接装置
28日前
株式会社ダイヘン
電源装置
5日前
株式会社ダイヘン
溶接装置
28日前
株式会社ダイヘン
溶接トーチ
27日前
株式会社ダイヘン
溶接トーチ
28日前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接トーチ
28日前
株式会社ダイヘン
溶接電源装置
12日前
株式会社ダイヘン
固相接合装置
12日前
株式会社ダイヘン
溶接電源装置
10日前
株式会社ダイヘン
直流電源回路
27日前
株式会社ダイヘン
安定度向上装置
27日前
株式会社ダイヘン
高周波電源装置
18日前
株式会社ダイヘン
フラックス回収装置
26日前
株式会社ダイヘン
サブマージアーク溶接機
28日前
株式会社ダイヘン
コイル及び電力授受装置
3日前
株式会社ダイヘン
サブマージアーク溶接機
26日前
株式会社ダイヘン
パルスアーク溶接制御方法
4日前
株式会社ダイヘン
パルスアーク溶接制御方法
4日前
株式会社ダイヘン
パルスアーク溶接制御方法
4日前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
吸引ノズルおよびその製造方法
26日前
株式会社ダイヘン
固相接合装置および固相接合方法
12日前
株式会社ダイヘン
制御回路、および、蓄電池システム
12日前
株式会社ダイヘン
集積構造体及びバッテリーパックの集積方法
18日前
株式会社ダイヘン
ベルト伝動機構およびこれを備えた搬送ロボット
1か月前
株式会社ダイヘン
治具、および、プラズマ切断トーチの電極の寿命の確認方法
27日前
株式会社ダイヘン
サブマージアーク溶接システム、および、サブマージアーク溶接方法
28日前
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
日東精工株式会社
ねじ締め機
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ