TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025103350
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023220693
出願日
2023-12-27
発明の名称
吸引ノズルおよびその製造方法
出願人
株式会社ダイヘン
代理人
弁理士法人深見特許事務所
主分類
B23K
9/18 20060101AFI20250702BHJP(工作機械;他に分類されない金属加工)
要約
【課題】フラックスの回収効率の向上が図られた吸引ノズルの製造方法を提供する。
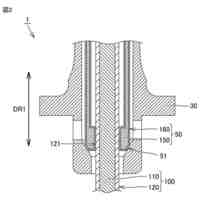
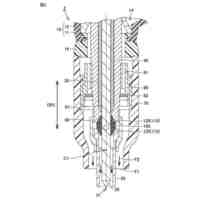
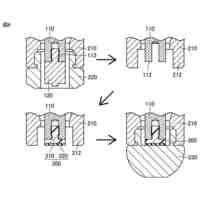
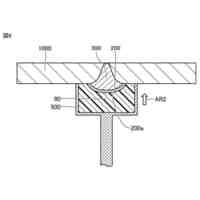
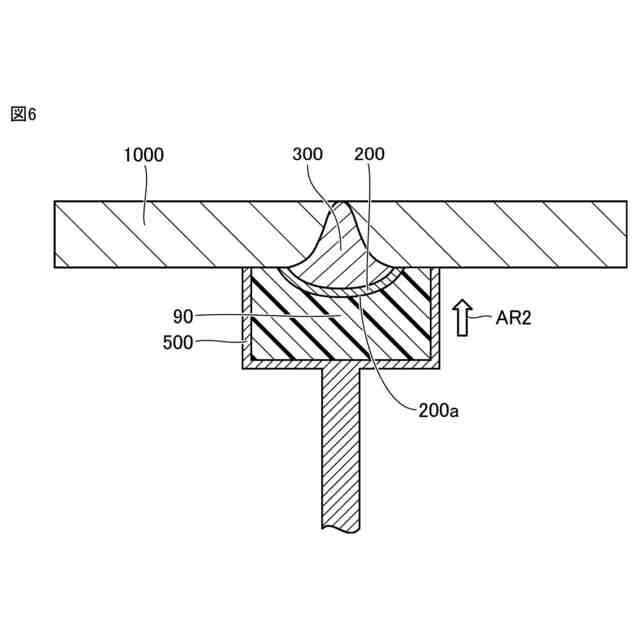
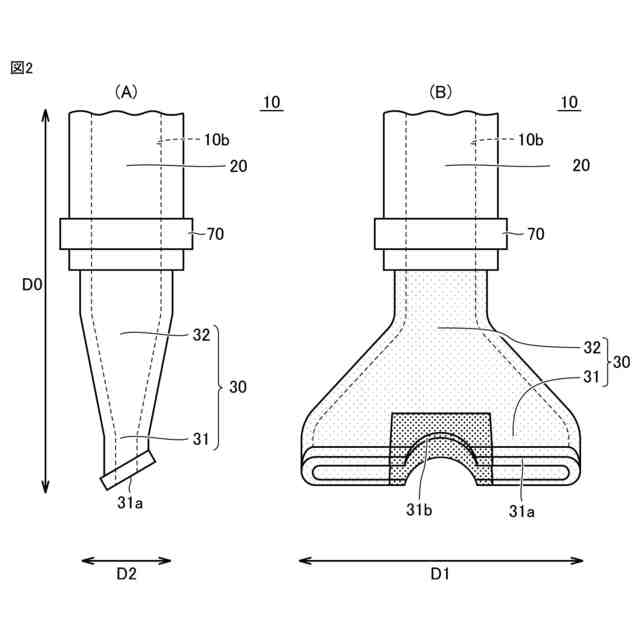
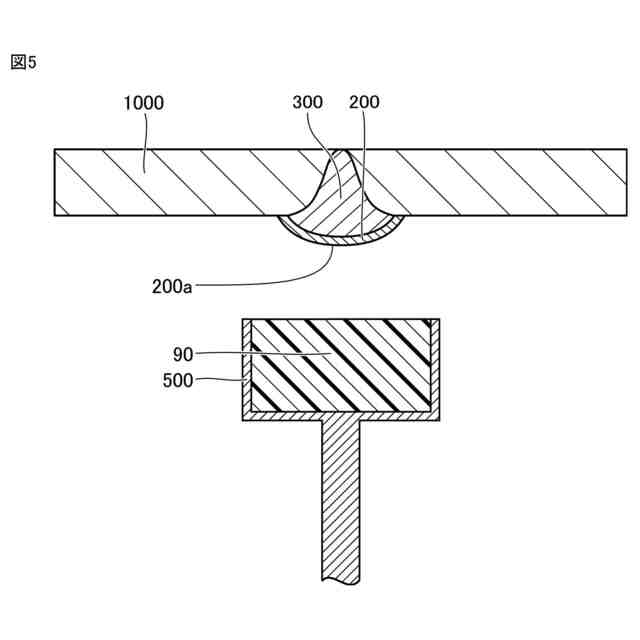
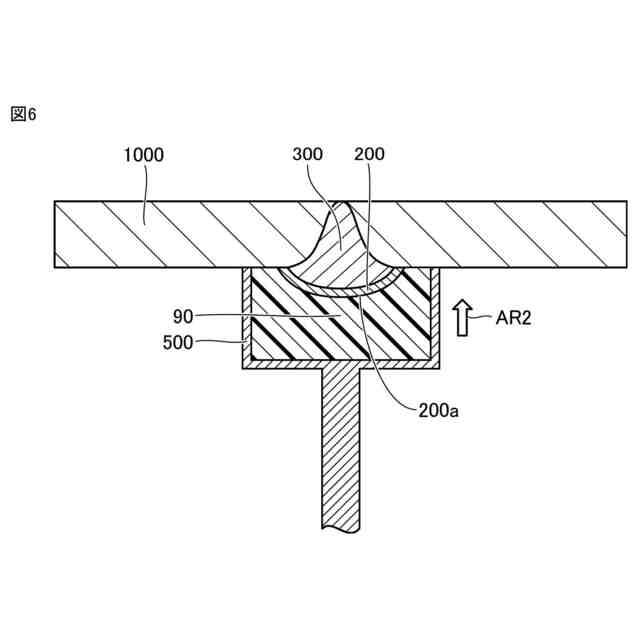
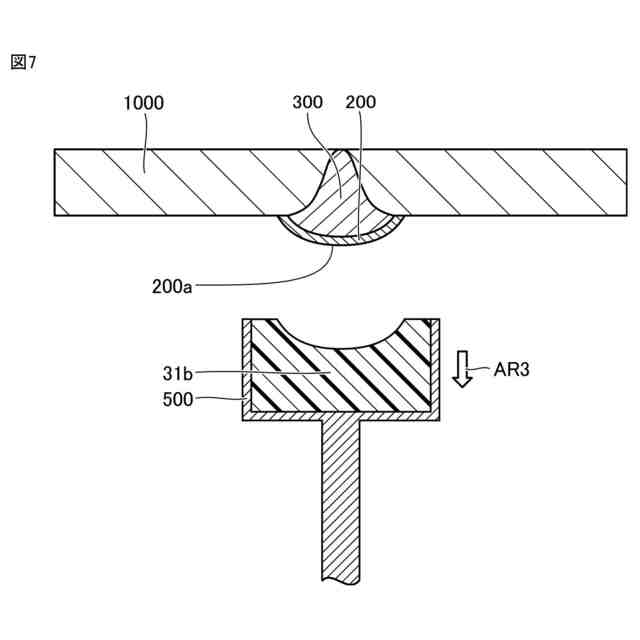
【解決手段】吸引ノズルの製造方法は、サブマージアーク溶接後の溶接ビード300上に形成されたスラグ200を覆うフラックスの回収に用いられ、フラックスを吸引する吸引口を備える吸引ノズルが製造されるものであり、溶接ビード300とスラグ200とが形成された母材1000が準備されることと、吸引口の先端に位置する切り欠き部となる切り欠き部前駆体90が準備されることと、切り欠き部前駆体90が変形されることと、変形後の切り欠き部前駆体90が加熱されることで切り欠き部が形成されることとを備える。切り欠き部前駆体90が変形されることにおいて、母材1000に形成されたスラグ200の外表面200aに押し当てられることにより、切り欠き部前駆体90が外表面200aに沿う形状を有するように変形される。
【選択図】図6
特許請求の範囲
【請求項1】
サブマージアーク溶接後の溶接ビード上に形成されたスラグを覆っているフラックスを回収するために用いられ、フラックスを吸引する吸引口を備えてなる吸引ノズルの製造方法であって、
前記溶接ビードおよび前記スラグが形成された母材が準備されることと、
前記吸引口の先端に位置する切り欠き部となる切り欠き部前駆体が準備されることと、
前記切り欠き部前駆体が変形されることと、
変形後の前記切り欠き部前駆体が加熱されることで前記切り欠き部が形成されることとを備え、
前記切り欠き部前駆体が変形されることにおいて、前記母材に形成された前記スラグの凸状の外表面に押し当てられることにより、前記切り欠き部前駆体が前記外表面に沿う形状を有するように変形される、吸引ノズルの製造方法。
続きを表示(約 440 文字)
【請求項2】
前記切り欠き部前駆体が変形されることにおいて、前記切り欠き部前駆体が、前記スラグの余熱によって加熱されつつ前記外表面に沿う形状を有するように変形される、請求項1に記載の吸引ノズルの製造方法。
【請求項3】
前記切り欠き部前駆体が、熱硬化性樹脂にて構成される、請求項1または2に記載の吸引ノズルの製造方法。
【請求項4】
サブマージアーク溶接後の溶接ビード上に形成されたスラグを覆っているフラックスを回収するために用いられる吸引ノズルであって、
フラックスを吸引する吸引口と、
前記吸引口の根元側部分に接続するベース部とを備え、
前記吸引口は、その先端に、前記スラグの凸状の外表面に沿う形状を有する切り欠き部を有し、
前記切り欠き部が、前記ベース部とは異なる材料にて構成されている、吸引ノズル。
【請求項5】
前記切り欠き部が、熱硬化性樹脂にて構成されている、請求項4に記載の吸引ノズル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、吸引ノズルおよびその製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
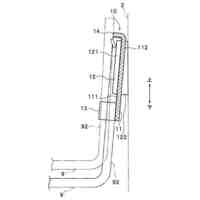
従来、母材にサブマージアーク溶接が行なわれた後に溶接ビード上に形成されたスラグを覆っているフラックスを回収するために用いられるフラックス回収装置が普及している。このフラックス回収装置によってフラックスを回収するに際しては、フラックス回収装置の吸引ノズルの吸引口の先端をスラグの凸状の外表面に宛がいながら吸引ノズルを溶接ビードの延在方向に沿って移動させる。これにより、スラグを覆うフラックスを吸引口から順次吸引することができる。この種の吸引ノズルおよびこれを備えたフラックス回収装置が開示された文献としては、たとえば、実開昭60-11174号公報(特許文献1)がある。
【先行技術文献】
【特許文献】
【0003】
実開昭60-11174号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、吸引ノズルによるフラックスの回収効率の向上を図る観点からは、吸引ノズルの吸引口の先端と、スラグの凸状の外表面との間に隙間を生じさせないことが望まれる。しかしながら、このスラグの外表面は、溶接の入熱量や母材の開先寸法等、種々の溶接条件によってその大きさが異なるものになる。そのため、標準品として製作された吸引ノズルの吸引口の先端と、スラグの外表面との間に隙間が生じることを抑制することは容易ではない。
【0005】
したがって、本発明は、上述した点に鑑みてなされたものであり、フラックスの回収効率の向上が図られた吸引ノズルおよびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
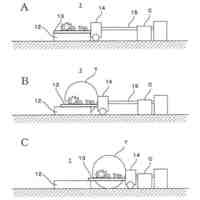
本発明に基づく吸引ノズルの製造方法は、サブマージアーク溶接後の溶接ビード上に形成されたスラグを覆っているフラックスを回収するために用いられ、フラックスを吸引する吸引口を備えてなる吸引ノズルが製造されるものであって、上記溶接ビードおよび上記スラグが形成された母材が準備されることと、上記吸引口の先端に位置する切り欠き部となる切り欠き部前駆体が準備されることと、上記切り欠き部前駆体が変形されることと、変形後の上記切り欠き部前駆体が加熱されることで上記切り欠き部が形成されることとを備えている。上記本発明に基づく吸引ノズルの製造方法にあっては、上記切り欠き部前駆体が変形されることにおいて、上記母材に形成された上記スラグの凸状の外表面に押し当てられることにより、上記切り欠き部前駆体が上記外表面に沿う形状を有するように変形される。
【0007】
このように製造することにより、切り欠き部を、所定の溶接条件下で形成されたスラグの外表面の形状と同一形状を有するものとなるようにカスタマイズすることが可能になる。その結果、吸引ノズルの先端に位置する切り欠き部とスラグの外表面との間の隙間を効果的に減少させることが可能になる。したがって、フラックスの回収効率の向上が図られた吸引ノズルを製造することができる。
【0008】
上記本発明に基づく吸引ノズルの製造方法にあっては、上記切り欠き部前駆体が変形されることにおいて、上記切り欠き部前駆体が、上記スラグの余熱によって加熱されつつ上記外表面に沿う形状を有するように変形される。
【0009】
このように製造することにより、切り欠き部前駆体を硬化させるために外部の熱源を準備する必要がなくなる。そのため、切り欠き部を含む吸引ノズルの製造コストを削減できるだけでなく、製造設備の簡素化を図ることができる。
【0010】
上記本発明に基づく吸引ノズルの製造方法にあっては、上記切り欠き部前駆体が、熱硬化性樹脂にて構成される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ダイヘン
変圧器
1か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社ダイヘン
移動装置
1日前
株式会社ダイヘン
電源装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社ダイヘン
給電装置
24日前
株式会社ダイヘン
制御装置
26日前
株式会社ダイヘン
搬送装置
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
23日前
株式会社ダイヘン
固相接合装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
直流電源回路
1か月前
株式会社ダイヘン
安定度向上装置
1か月前
株式会社ダイヘン
高周波電源装置
1か月前
株式会社ダイヘン
スポット接合装置
22日前
株式会社ダイヘン
フラックス回収装置
1か月前
株式会社ダイヘン
コイル及び電力授受装置
29日前
株式会社ダイヘン
サブマージアーク溶接機
1か月前
株式会社ダイヘン
サブマージアーク溶接機
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社ダイヘン
吸引ノズルおよびその製造方法
1か月前
株式会社ダイヘン
固相接合装置および固相接合方法
1か月前
株式会社ダイヘン
制御回路、および、蓄電池システム
1か月前
株式会社ダイヘン
DC電源装置、およびパルス発生装置
22日前
株式会社ダイヘン
固相接合装置および固相接合システム
24日前
株式会社ダイヘン
充電予約管理装置及び充電予約管理方法
17日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ