TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025095391
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2023211359
出願日
2023-12-14
発明の名称
2重シールドティグ溶接方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/29 20060101AFI20250619BHJP(工作機械;他に分類されない金属加工)
要約
【課題】交流の溶接電流Iwを通電して行う2重シールドティグ溶接方法において、ブローホールの発生を抑制すること。
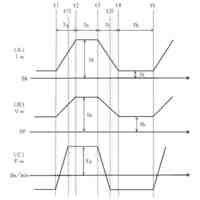
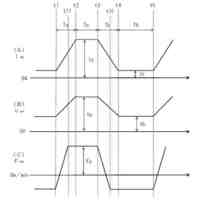
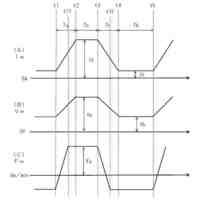
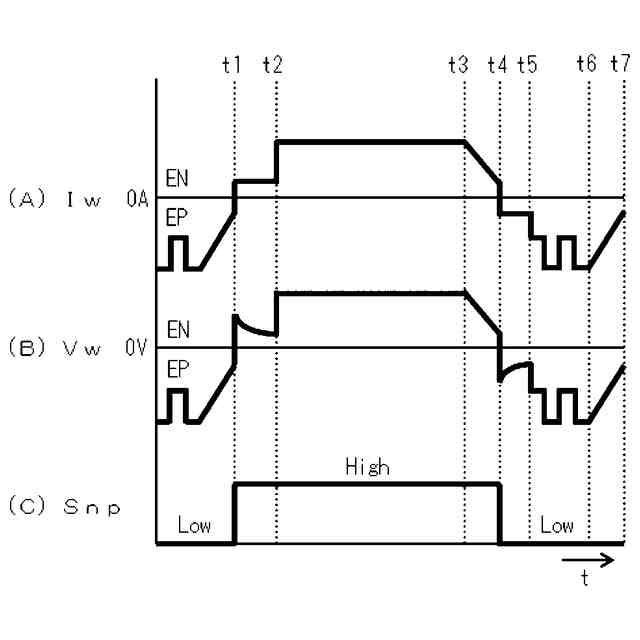
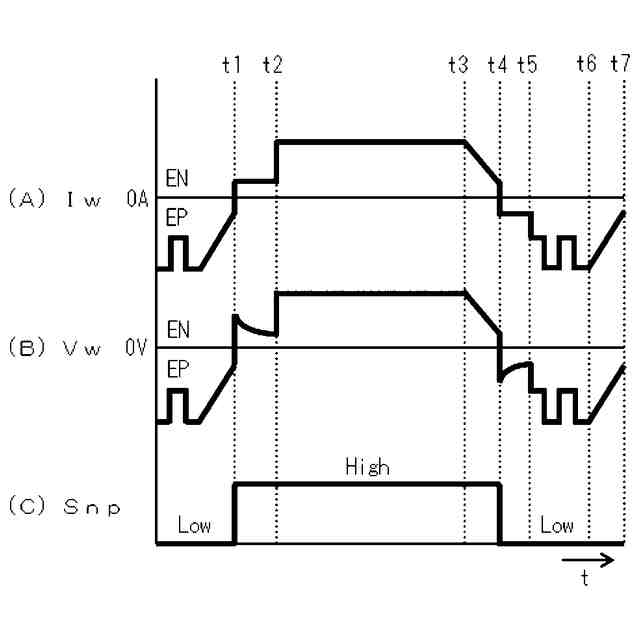
【解決手段】インナーガスを噴出させるインナーノズル及びアウターガスを噴出させるアウターノズルを備えた溶接トーチを使用し、時刻t1~t4の電極マイナス極性期間中の電極マイナス極性電流及び時刻t4~t7の電極プラス極性期間中の電極プラス極性電流から形成される交流の溶接電流Iwを通電して溶接する2重シールドティグ溶接方法において、時刻t4~t7の電極プラス極性電流Iwのピーク値を時刻t1~t4の電極マイナス極性電流Iwのピーク値よりも大きな値に設定する。時刻t5~t6の第2電極プラス極性電流はピーク期間中のピーク電流及びベース期間中のベース電流から形成されるパルス波形である。
【選択図】図2
特許請求の範囲
【請求項1】
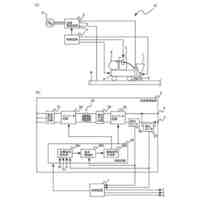
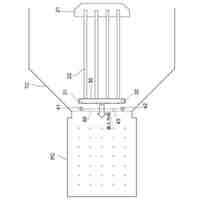
インナーガスを噴出させるインナーノズル及びアウターガスを噴出させるアウターノズルを備えた溶接トーチを使用し、
電極マイナス極性期間中の電極マイナス極性電流及び電極プラス極性期間中の電極プラス極性電流から形成される交流の溶接電流を通電して溶接する2重シールドティグ溶接方法において、
前記電極プラス極性電流のピーク値を前記電極マイナス極性電流のピーク値よりも大きな値に設定する、
ことを特徴とする2重シールドティグ溶接方法。
続きを表示(約 650 文字)
【請求項2】
前記電極プラス極性電流は、ピーク期間中のピーク電流及びベース期間中のベース電流から形成されるパルス波形を含んでいる、
ことを特徴とする請求項1に記載の2重シールドティグ溶接方法。
【請求項3】
前記電極プラス極性電流の前記パルス波形の周期は、0.3ms~1msの範囲に設定される、
ことを特徴とする請求項2に記載の2重シールドティグ溶接方法。
【請求項4】
前記電極プラス極性電流は第1電極プラス極性期間中の第1電極プラス極性電流及び第2電極プラス極性期間中の第2電極プラス極性電流から形成されており、
前記第1電極プラス極性電流の値は前記第2電極プラス極性電流のピーク値の20%~60%であり、
前記第1電極プラス極性期間は前記電極プラス極性期間の5%~30%である、
ことを特徴とする請求項1~3のいずれか1項に記載の2重シールドティグ溶接方法。
【請求項5】
前記電極マイナス極性電流は第1電極マイナス極性期間中の第1電極マイナス極性電流及び第2電極マイナス極性期間中の第2電極マイナス極性電流から形成されており、
前記第1電極マイナス極性電流の値は前記第2電極マイナス極性電流のピーク値の20%~60%であり、
前記第1電極マイナス極性期間は前記電極マイナス極性期間の2%~20%である、
ことを特徴とする請求項4に記載の2重シールドティグ溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、交流の溶接電流を通電して溶接する2重シールドティグ溶接方法に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
インナーガスを噴出させるインナーノズル及びアウターガスを噴出させるアウターノズルを備えた溶接トーチを使用し、電極マイナス極性期間中の電極マイナス極性電流及び電極プラス極性期間中の電極プラス極性電流から形成される交流の溶接電流を通電して溶接する2重シールドティグ溶接方法が慣用されている(例えば、特許文献1参照)。インナーガス及びアウターガスとしては、アルゴン、ヘリウム等の不活性ガスが使用される。
【0003】
交流ティグ溶接方法は、表面に酸化被膜が形成されているアルミニウム、アルミニウム合金、マグネシウム等の金属の溶接に用いられる。これは、電極プラス極性電流の通電によるクリーニング作用によって酸化被膜を除去して良好な溶接を行うためである。
【0004】
特許文献2の発明では、交流ティグ溶接方法において、電極プラス極性電流及び電極マイナス極性電流の立上り及び立下りに傾斜を設けることによって、アークから発生する騒音を低減している。
【先行技術文献】
【特許文献】
【0005】
特開2020-15048号公報
特許第4657588号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
交流の溶接電流を通電して行う2重シールドティグ溶接方法ではブローホールが発生する場合があるという問題がある。特に、フィラーワイヤを挿入しながら溶接する場合にブローホールが発生しやすい。
【0007】
そこで、本発明では、交流の溶接電流を通電して行う2重シールドティグ溶接方法において、ブローホールの発生を抑制することを目的とする。
【課題を解決するための手段】
【0008】
上述した課題を解決するために、請求項1の発明は、
インナーガスを噴出させるインナーノズル及びアウターガスを噴出させるアウターノズルを備えた溶接トーチを使用し、
電極マイナス極性期間中の電極マイナス極性電流及び電極プラス極性期間中の電極プラス極性電流から形成される交流の溶接電流を通電して溶接する2重シールドティグ溶接方法において、
前記電極プラス極性電流のピーク値を前記電極マイナス極性電流のピーク値よりも大きな値に設定する、
ことを特徴とする2重シールドティグ溶接方法である。
【0009】
請求項2の発明は、
前記電極プラス極性電流は、ピーク期間中のピーク電流及びベース期間中のベース電流から形成されるパルス波形を含んでいる、
ことを特徴とする請求項1に記載の2重シールドティグ溶接方法である。
【0010】
請求項3の発明は、
前記電極プラス極性電流の前記パルス波形の周期は、0.3ms~1msの範囲に設定される、
ことを特徴とする請求項2に記載の2重シールドティグ溶接方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ダイヘン
制御装置
1か月前
株式会社ダイヘン
移動装置
18日前
株式会社ダイヘン
電源装置
1か月前
株式会社ダイヘン
給電装置
1か月前
株式会社ダイヘン
固相接合装置
6日前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
固相接合装置
6日前
株式会社ダイヘン
電力変換装置
13日前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
電力管理装置
6日前
株式会社ダイヘン
固相接合装置
1か月前
株式会社ダイヘン
固相接合装置
6日前
株式会社ダイヘン
固相接合装置
6日前
株式会社ダイヘン
変換装置集積体
13日前
株式会社ダイヘン
スポット接合装置
1か月前
株式会社ダイヘン
コイル及び電力授受装置
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
交流パルスアーク溶接制御方法
11日前
株式会社ダイヘン
サブマージアーク溶接制御方法
11日前
株式会社ダイヘン
交流パルスアーク溶接制御方法
7日前
株式会社ダイヘン
サブマージアーク溶接システム
7日前
株式会社ダイヘン
固相接合装置および固相接合方法
1か月前
株式会社ダイヘン
制御回路、および、蓄電池システム
1か月前
株式会社ダイヘン
固相接合装置および固相接合システム
1か月前
株式会社ダイヘン
DC電源装置、およびパルス発生装置
1か月前
株式会社ダイヘン
固相接合装置および固相接合システム
11日前
株式会社ダイヘン
充電予約管理装置及び充電予約管理方法
1か月前
株式会社ダイヘン
固相接合装置および固相接合装置の制御方法
11日前
株式会社ダイヘン
プログラム、情報処理方法、及び情報処理装置
1か月前
株式会社ダイヘン
ベルト伝動機構およびこれを備えた搬送ロボット
22日前
株式会社ダイヘン
ハンド装置、支持用ユニット及びハンド装置の制御方法
18日前
株式会社ダイヘン
無線給電システム
21日前
株式会社ダイヘン
フラットパネル製造システム及びそれに用いられるロボット制御装置
1か月前
株式会社ダイヘン
サブマージアーク溶接の溶接方法、および、サブマージアーク溶接システム
7日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ