TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025129646
公報種別
公開特許公報(A)
公開日
2025-09-05
出願番号
2024026417
出願日
2024-02-26
発明の名称
固相接合装置および固相接合装置の制御方法
出願人
株式会社ダイヘン
代理人
弁理士法人深見特許事務所
主分類
B23K
20/00 20060101AFI20250829BHJP(工作機械;他に分類されない金属加工)
要約
【課題】接着剤を介して厚み方向に重ねられた第1ワークおよび第2ワークの接合の品質を向上させる。
【解決手段】
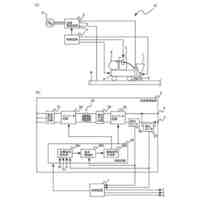
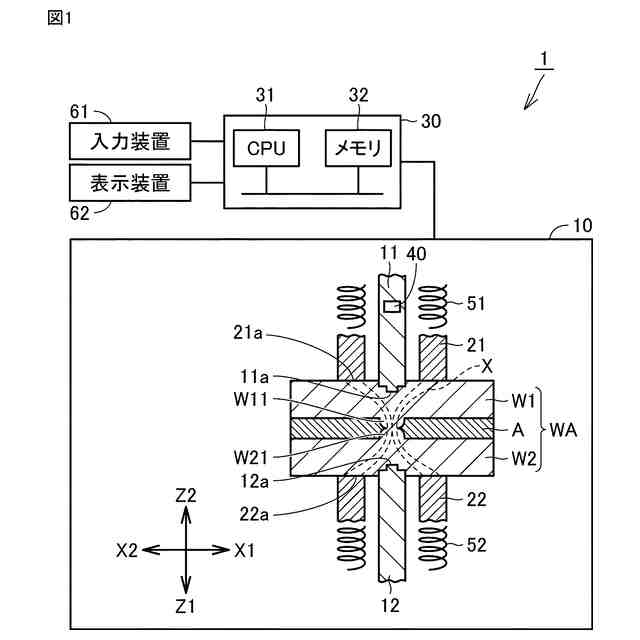
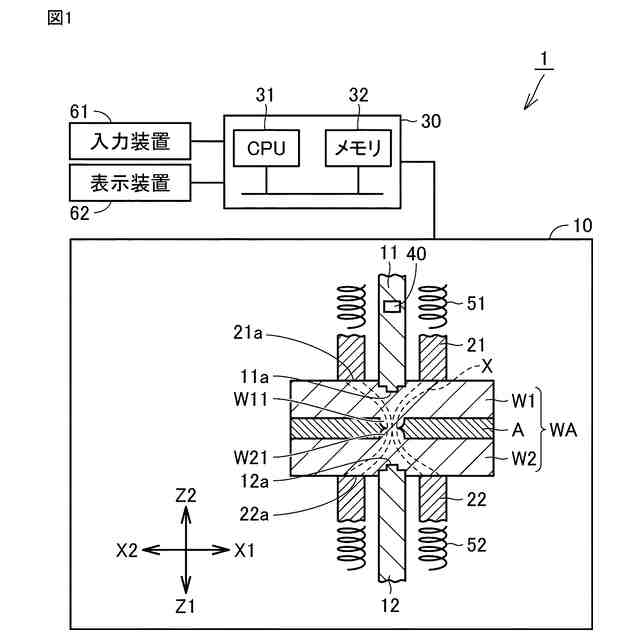
制御装置30は、第1押圧部材11および第2押圧部材12によって第1ワークW1および第2ワークW2を押圧して、第1ワークW1と第2ワークW2とを接触させる押圧処理を実行する。さらに、制御装置30は、押圧処理の後、第1電極21および第2電極22に電力を供給するとともに、第1押圧部材11および第2押圧部材12によって第1ワークW1および第2ワークW2をさらに押圧することにより、第1ワークW1および第2ワークW2を固相状態で接合させる。
【選択図】図1
特許請求の範囲
【請求項1】
第1ワークおよび第2ワークを固相状態で接合させるための固相接合装置であって、
厚み方向において前記第1ワークおよび前記第2ワークの間に接着剤が介在されており、
前記固相接合装置は、
前記第1ワークおよび前記第2ワークを前記厚み方向に押圧する一対の押圧部材と、
前記一対の押圧部材の周囲にそれぞれ配置された一対の電極と、
制御装置とを備え、
前記制御装置は、
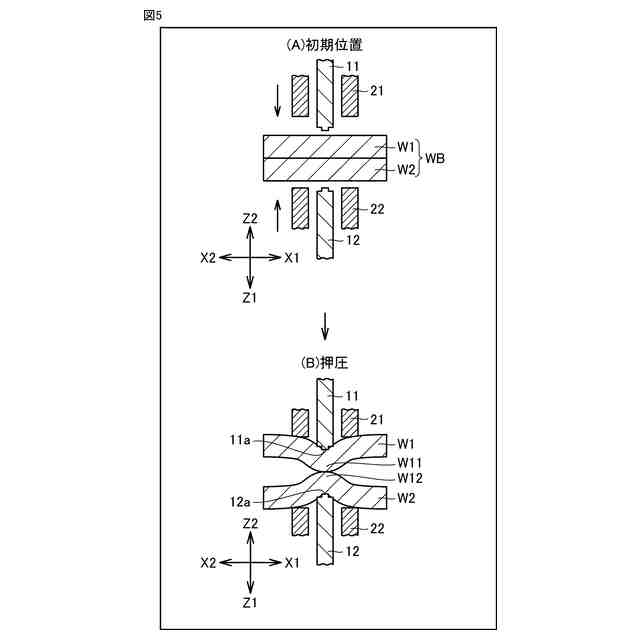
前記一対の押圧部材によって前記第1ワークおよび前記第2ワークを押圧して、前記一対の押圧部材による押圧個所において前記第1ワークと前記第2ワークとを接触させる押圧処理を実行し、
前記押圧処理の後、前記一対の電極に電力を供給するとともに、前記一対の押圧部材によって前記第1ワークおよび前記第2ワークをさらに押圧することにより、前記第1ワークおよび前記第2ワークを固相状態で接合させる、固相接合装置。
続きを表示(約 1,000 文字)
【請求項2】
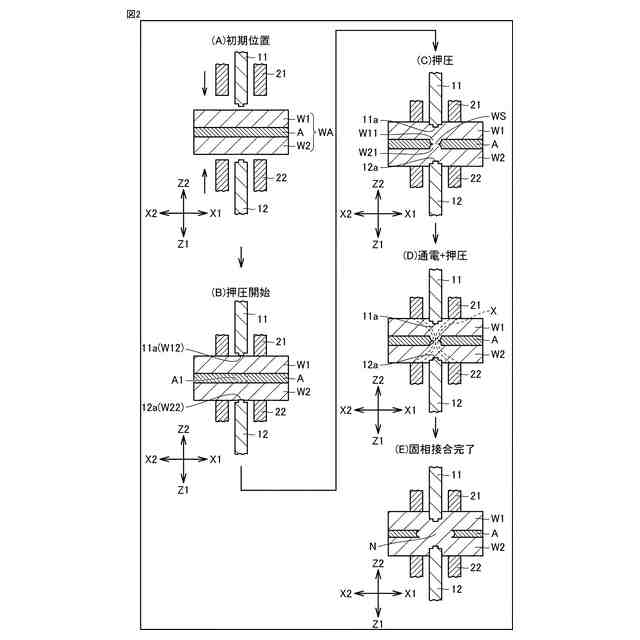
前記押圧処理は、前記接着剤のうち前記一対の押圧部材による押圧個所に対向する接着剤部分を他の場所に移動させることにより前記第1ワークと前記第2ワークとを接触させる処理である、請求項1に記載の固相接合装置。
【請求項3】
前記固相接合装置に適用されるワークは、
前記第1ワークおよび前記第2ワークの間に前記接着剤が介在されている接着ワークと、
前記第1ワークおよび前記第2ワークの間に前記接着剤が介在されていない非接着ワークとを含み、
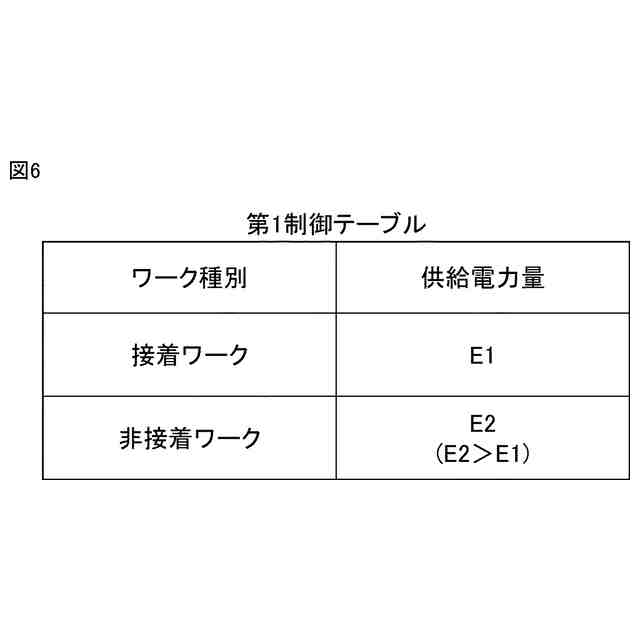
前記制御装置は、前記接着ワークにおける前記第1ワークおよび前記第2ワークを固相状態で接合させる場合に、前記非接着ワークにおける前記第1ワークおよび前記第2ワークを固相状態で接合させる場合よりも、前記一対の電極への供給電力量を小さくする、請求項1または請求項2に記載の固相接合装置。
【請求項4】
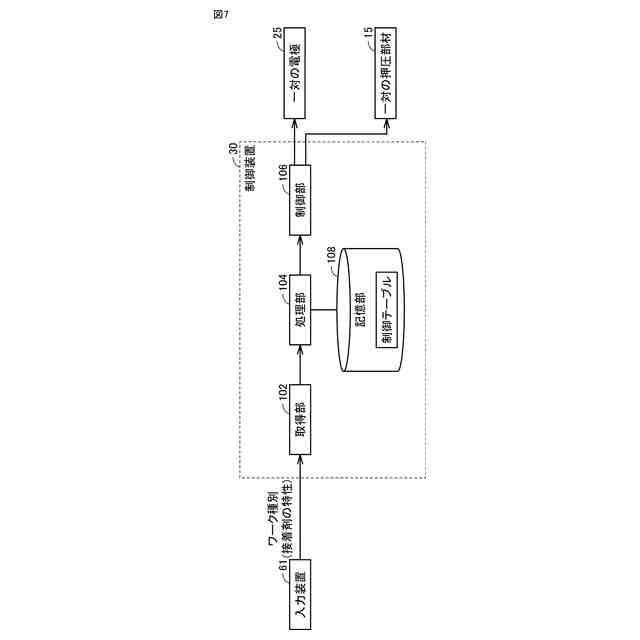
前記制御装置は、前記ワークが、前記接着ワークおよび前記非接着ワークのうちのいずれであるかをユーザの入力に応じて判断する、請求項3に記載の固相接合装置。
【請求項5】
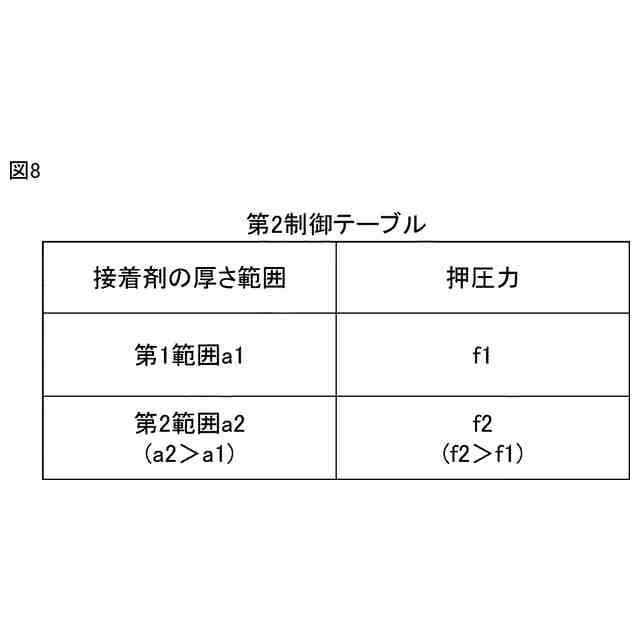
前記制御装置は、前記接着剤の特性に応じて、前記一対の押圧部材による押圧力、および前記一対の電極への供給電力量の少なくとも一方を制御する、請求項1に記載の固相接合装置。
【請求項6】
前記接着剤の特性は前記接着剤の厚さを含み、
前記制御装置は、前記接着剤の厚さが厚いほど、前記一対の押圧部材による押圧力を大きくする、請求項5に記載の固相接合装置。
【請求項7】
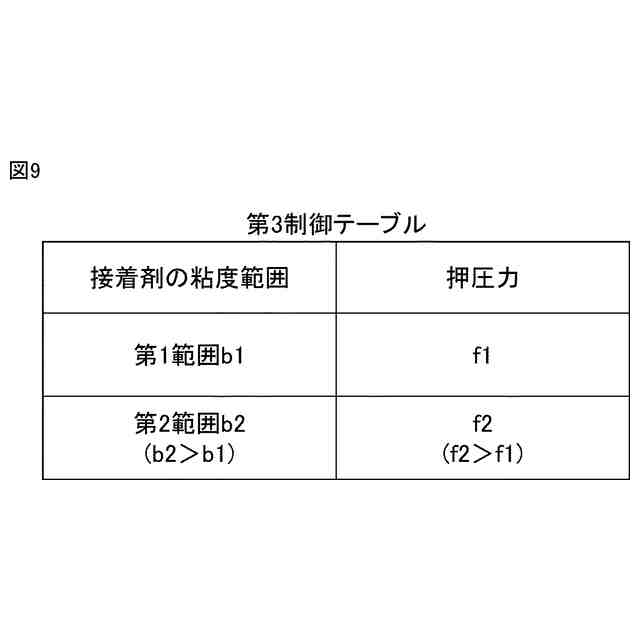
前記接着剤の特性は前記接着剤の粘度を含み、
前記制御装置は、前記接着剤の粘度が大きいほど、前記一対の押圧部材による押圧力を大きくする、請求項5に記載の固相接合装置。
【請求項8】
前記接着剤の特性は前記接着剤の耐熱温度を含み、
前記制御装置は、前記接着剤の耐熱温度が高いほど、前記一対の電極への供給電力量を大きくする、請求項5に記載の固相接合装置。
【請求項9】
前記接着剤の特性は前記接着剤の硬化温度を含み、
前記制御装置は、前記接着剤の硬化温度が高いほど、前記一対の電極への供給電力量を大きくする、請求項5に記載の固相接合装置。
【請求項10】
前記制御装置は、ユーザの入力により前記接着剤の特性を取得する、請求項5~請求項9のいずれか1項に記載の固相接合装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、固相接合装置および固相接合装置の制御方法に関し、より特定的には第1ワークと第2ワークとを固相状態で接合する固相接合装置および固相接合装置の制御方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
たとえば、特開平8-118031号公報には、ウエルドボンド法を用いた溶接装置が開示されている。この溶接装置は、ワークのスポット溶接を行う。このワークは、2枚の板と、該2枚の板の間に介在された接着剤とを有する。この溶接装置は、1対の電極でワークを挟みこんで、該1対の電極がワークに対して通電することにより2枚の板の抵抗溶接を行う。そして、溶接装置は、接着剤が硬化するように加熱することにより接着剤を硬化させる。
【先行技術文献】
【特許文献】
【0003】
特開平8-118031号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記の溶接装置では、ワークのスポット溶接を実行するために、一対の電極間の通電経路が確保され難いという問題が生じ得る。通電経路の確保のために、たとえば、導電性を有する接着剤を使用して通電経路を確保する構成が考えられる。しかしながら、この構成が採用されたとしても、上記の溶接装置では、接着剤が硬化するように加熱することから、接着剤の燃焼またはガス化により接合品質が低下するという問題が生じ得る。
【0005】
本開示の目的は、接着剤を介して厚み方向に重ねられた第1ワークおよび第2ワークの接合の品質を向上させることである。
【課題を解決するための手段】
【0006】
本開示の固相接合装置は、第1ワークおよび第2ワークを固相状態で接合させるための装置である。厚み方向において第1ワークおよび第2ワークの間に接着剤が介在されている。固相接合装置は、第1ワークおよび第2ワークを厚み方向に押圧する一対の押圧部材と、一対の押圧部材の周囲にそれぞれ配置された一対の電極と、制御装置とを備える。制御装置は、記一対の押圧部材によって第1ワークおよび第2ワークを押圧して、一対の押圧部材による押圧個所において第1ワークと第2ワークとを接触させる押圧処理を実行する。さらに、制御装置は、押圧処理の後、一対の電極に電力を供給するとともに、一対の押圧部材によって第1ワークおよび第2ワークをさらに押圧することにより、第1ワークおよび第2ワークを固相状態で接合させる。
【0007】
本開示の制御方法は、第1ワークおよび第2ワークを固相状態で接合させるための固相接合装置の制御方法である。厚み方向において第1ワークおよび第2ワークの間に接着剤が介在されておる。固相接合装置は、第1ワークおよび第2ワークを厚み方向に押圧する一対の押圧部材と、一対の押圧部材の周囲にそれぞれ配置された一対の電極とを備える。制御方法は、一対の押圧部材によって第1ワークおよび第2ワークを押圧して、一対の押圧部材による押圧個所において第1ワークと第2ワークとを接触させる押圧処理を実行することを備える。また、制御方法は、押圧処理の後、一対の電極に電力を供給するとともに、一対の押圧部材によって第1ワークおよび第2ワークをさらに押圧することにより、第1ワークおよび第2ワークを固相状態で接合させることを備える。
【発明の効果】
【0008】
本開示によれば、接着剤を介して厚み方向に重ねられた第1ワークおよび第2ワークの接合の品質を向上させることができる。
【図面の簡単な説明】
【0009】
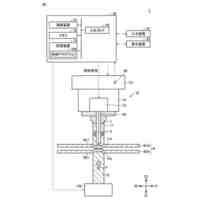
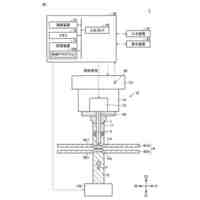
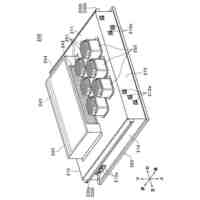
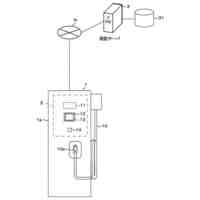
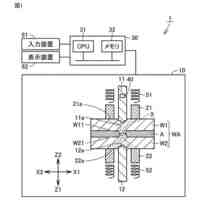
実施の形態1に係る固相接合装置の一例を示す図である。
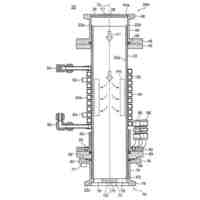
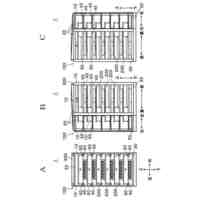
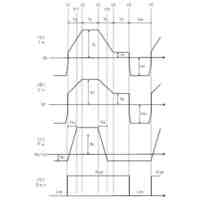
固相接合の主な工程を説明するための図である。
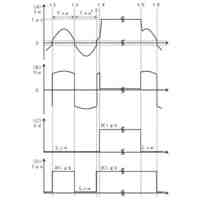
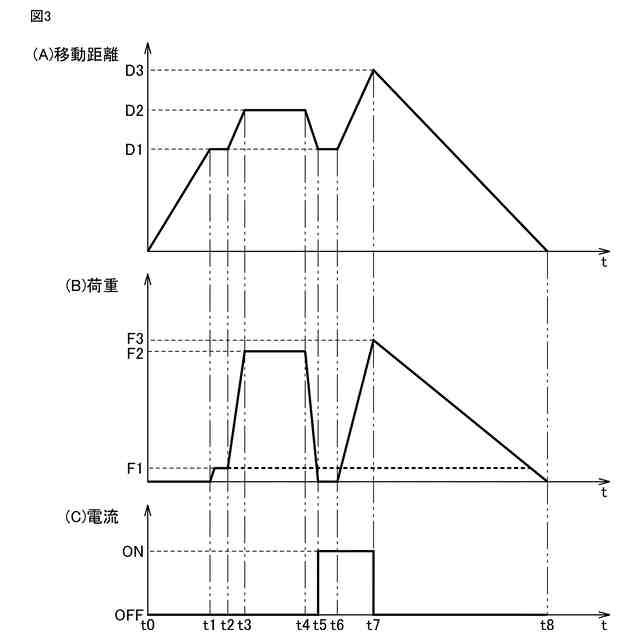
接着ワークの固相接合が実行される場合のタイミングチャートである。
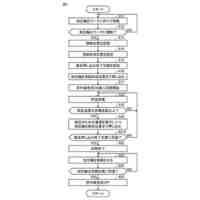
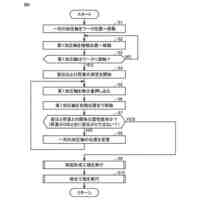
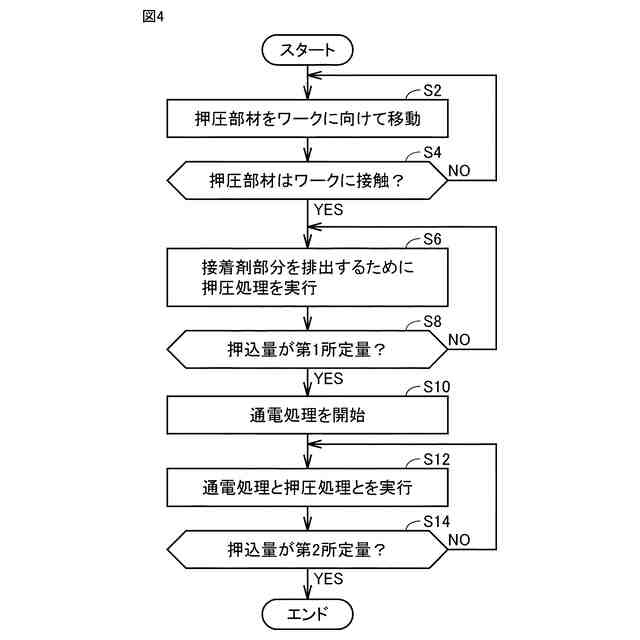
制御装置の主な処理の流れを示すフローチャートである。
非接着ワークの固相接合の工程の要部を示す図である。
第1制御テーブルの一例である。
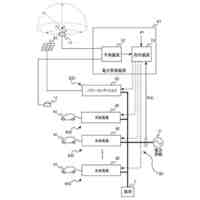
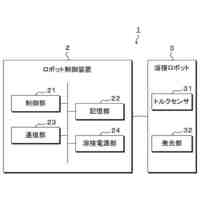
制御装置の機能ブロック図である。
第2制御テーブルの一例を示す図である。
第3制御テーブルの一例を示す図である。
第4制御テーブルの一例を示す図である。
第5制御テーブルの一例を示す図である。
【発明を実施するための形態】
【0010】
以下、本開示の実施の形態について、図面を参照しながら詳細に説明する。なお、図中同一又は相当部分には同一符号を付してその説明は繰り返さない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ダイヘン
移動装置
1か月前
株式会社ダイヘン
固相接合装置
21日前
株式会社ダイヘン
固相接合装置
21日前
株式会社ダイヘン
固相接合装置
21日前
株式会社ダイヘン
固相接合装置
21日前
株式会社ダイヘン
電力管理装置
21日前
株式会社ダイヘン
電力変換装置
28日前
株式会社ダイヘン
プラズマ発生器
2日前
株式会社ダイヘン
変換装置集積体
28日前
株式会社ダイヘン
ロボットシステム
2日前
株式会社ダイヘン
サブマージアーク溶接制御方法
26日前
株式会社ダイヘン
交流パルスアーク溶接制御方法
26日前
株式会社ダイヘン
交流パルスアーク溶接制御方法
22日前
株式会社ダイヘン
サブマージアーク溶接システム
22日前
株式会社ダイヘン
固相接合装置および固相接合システム
26日前
株式会社ダイヘン
充電予約管理装置及び充電予約管理方法
1か月前
株式会社ダイヘン
固相接合装置および固相接合装置の制御方法
26日前
株式会社ダイヘン
プログラム、情報処理方法、及び情報処理装置
1か月前
株式会社ダイヘン
ベルト伝動機構およびこれを備えた搬送ロボット
1か月前
株式会社ダイヘン
ハンド装置、支持用ユニット及びハンド装置の制御方法
1か月前
株式会社ダイヘン
無線給電システム
1か月前
株式会社ダイヘン
フラットパネル製造システム及びそれに用いられるロボット制御装置
1か月前
株式会社ダイヘン
サブマージアーク溶接の溶接方法、および、サブマージアーク溶接システム
22日前
個人
タップ
4か月前
個人
フライス盤
21日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
21日前
株式会社不二越
ドリル
5か月前
株式会社北川鉄工所
回転装置
3か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
日東精工株式会社
ねじ締め装置
12日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ