TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025130997
公報種別
公開特許公報(A)
公開日
2025-09-09
出願番号
2024028448
出願日
2024-02-28
発明の名称
サブマージアーク溶接システム
出願人
株式会社ダイヘン
代理人
個人
,
個人
主分類
B23K
9/073 20060101AFI20250902BHJP(工作機械;他に分類されない金属加工)
要約
【課題】アークスタート方式によって溶接開始時の制御を切り替える必要がなく、かつ、パラメータの調整が容易であるサブマージアーク溶接システムを提供する。
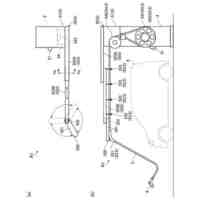
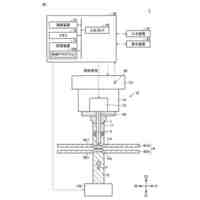
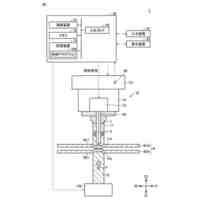
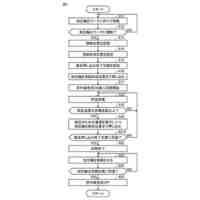
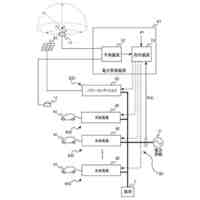
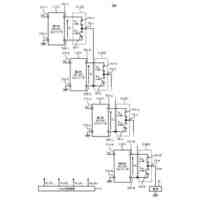
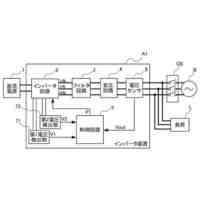
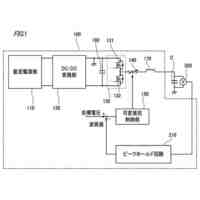
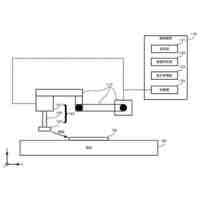
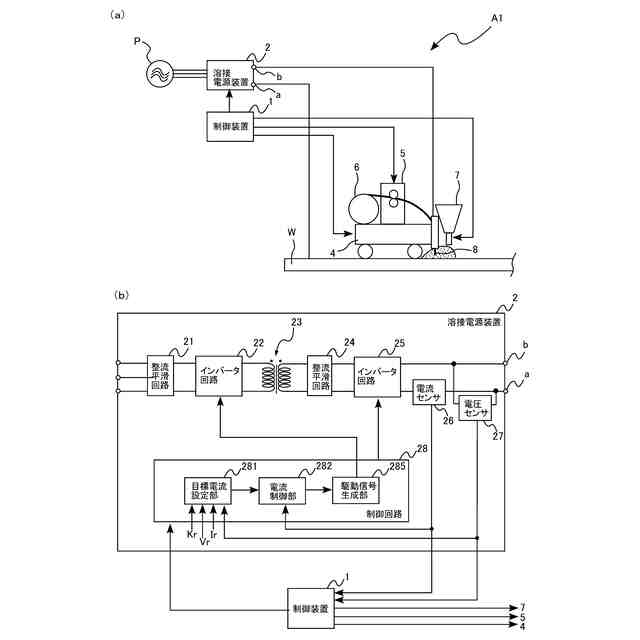
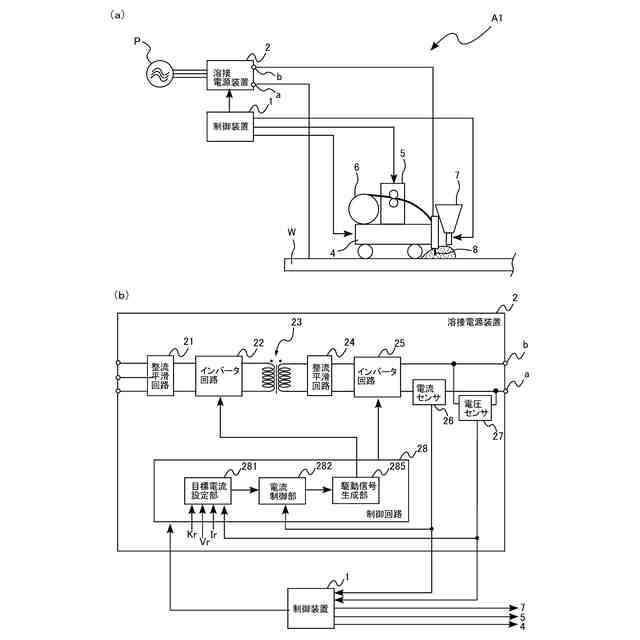
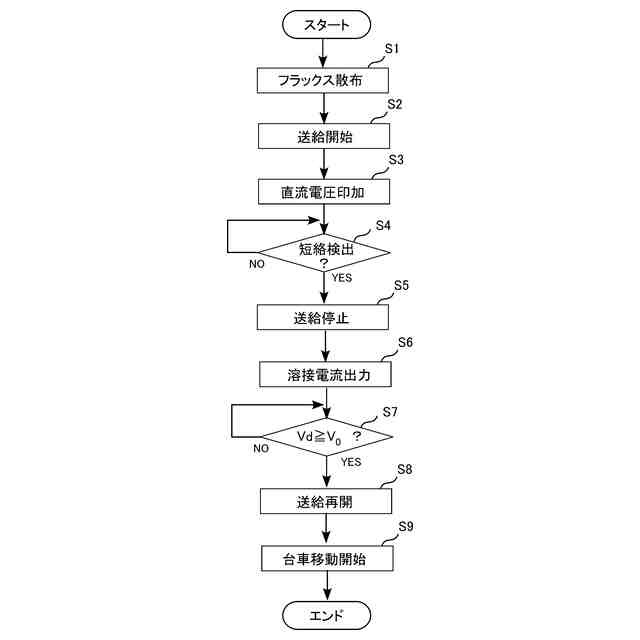
【解決手段】サブマージアーク溶接を行うためのサブマージアーク溶接システムA1において、インバータ回路22を有し電力を供給する溶接電源装置2と、溶接ワイヤを送給するワイヤ送給装置5と、溶接電源装置2およびワイヤ送給装置5を制御する制御装置1と、溶接ワイヤの先端と被溶接物Wとの間に印加される電圧を検出する電圧センサ27とを備えた。制御装置1は、溶接開始時に、ワイヤ送給装置5に、初期送給速度で溶接ワイヤの送給を行わせて、溶接ワイヤの先端が被溶接物Wに短絡したときに送給を停止させ、溶接電源装置2に溶接電流の出力を開始させて、電圧センサ27が検出した検出電圧Vdが電圧閾値V
0
以上になったときに、ワイヤ送給装置5に、溶接のための溶接送給速度での送給を開始させる。
【選択図】図1
特許請求の範囲
【請求項1】
サブマージアーク溶接を行うためのサブマージアーク溶接システムであって、
インバータ回路を有し電力を供給する溶接電源装置と、
溶接ワイヤを送給するワイヤ送給装置と、
前記溶接電源装置および前記ワイヤ送給装置を制御する制御装置と、
前記溶接ワイヤの先端と被溶接物との間に印加される電圧を検出する電圧センサと、
を備え、
前記制御装置は、溶接開始時に、前記ワイヤ送給装置に、初期送給速度で前記溶接ワイヤの送給を行わせて、前記溶接ワイヤの先端が前記被溶接物に短絡したときに送給を停止させ、前記溶接電源装置に溶接電流の出力を開始させて、前記電圧センサが検出した検出電圧が電圧閾値以上になったときに、前記ワイヤ送給装置に、溶接のための溶接送給速度での送給を開始させる、
サブマージアーク溶接システム。
続きを表示(約 550 文字)
【請求項2】
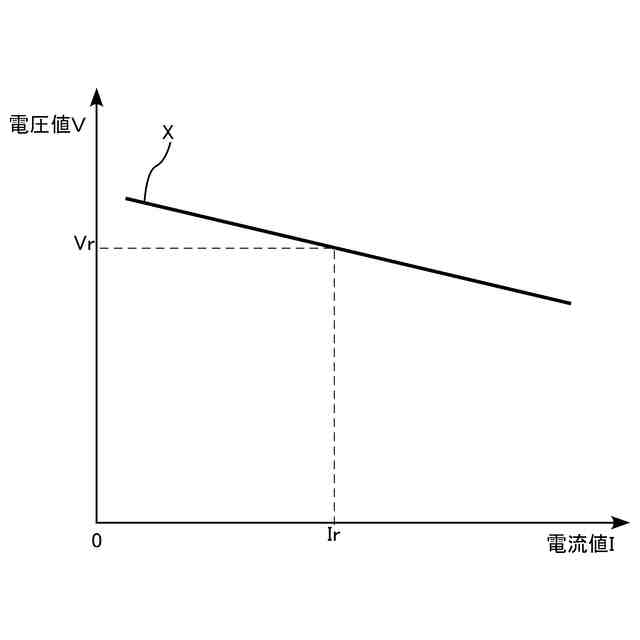
前記溶接電源装置は、設定された外部特性に応じた出力特性を有し、
前記外部特性の特性線の傾きは、-40V/100A以上、-0.5V/100A以下である、
請求項1に記載のサブマージアーク溶接システム。
【請求項3】
前記電圧閾値は、20V以上40V以下である、
請求項1に記載のサブマージアーク溶接システム。
【請求項4】
前記制御装置は、前記溶接電源装置に前記溶接電流の出力を開始させてから所定時間が経過しても前記検出電圧が所定電圧未満である場合に、短絡解除電流出力させる、
請求項1に記載のサブマージアーク溶接システム。
【請求項5】
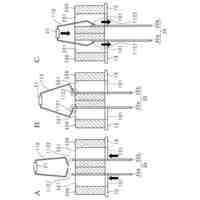
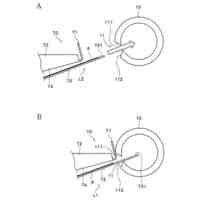
前記溶接ワイヤの先端面は、前記溶接ワイヤの延びる方向に直交する直交面に対して傾斜している、
請求項1ないし4のいずれかに記載のサブマージアーク溶接システム。
【請求項6】
前記ワイヤ送給装置が搭載され、かつ、溶接線に沿って移動する台車をさらに備え、
前記制御装置は、溶接開始時の前記ワイヤ送給装置および前記溶接電源装置の制御から独立して、前記台車の移動を制御する、
請求項5に記載のサブマージアーク溶接システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、サブマージアーク溶接を行うためのサブマージアーク溶接システムに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来からサブマージアーク溶接が知られている。サブマージアーク溶接は、被溶接物の上に粒上のフラックスを散布し、フラックスの中に溶接ワイヤを送給して、溶接ワイヤの先端と被溶接物との間にアークを発生させて溶接を行うものである。サブマージアーク溶接では、太径の溶接ワイヤに大電流を流すことで、厚板を高能率で溶接することができる。
【0003】
特許文献1には、サブマージアーク溶接の溶接開始時の作業を自動化し、かつ、溶接後のビードに不純物が混入することを抑制できる溶接電源システムが開示されている。当該溶接電源システムでは、スタート電流期間を設け、その期間にスタート電流を流すとともに、溶接ワイヤの送給速度を低速にすることで、良好なスタート性を実現している。
【先行技術文献】
【特許文献】
【0004】
特開2022-45136号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の方法では、スタート電流、溶接ワイヤの送給速度、および、スタート期間の終了条件の3つのパラメータを調整する必要があり、良好なスタート性を得るための条件調整が容易でない。さらに、当該溶接電源システムでは、溶接開始時に、溶接ワイヤの先端と被溶接物との接触状態を検出してスタート電流を流すという工程が設けられており、その分時間がかかる。また、サブマージアーク溶接では、複数電極溶接時の2電極目以降でアークスタートを行う場合、先行電極によって形成された溶融池に溶接ワイヤを挿入して通電することでアークを発生させる方式が用いられる場合がある。この2電極目以降でのアークスタート方式に対しては、接触状態を検出・制御する工程が滑らかなアークスタートを阻害する。したがって、アークスタート方式によって、アークスタート時の制御を切り替える必要があり、作業性が悪い。
【0006】
本発明は、上記した事情のもとで考え出されたものであって、アークスタート方式によって溶接開始時の制御を切り替える必要がなく、かつ、パラメータの調整が容易であるサブマージアーク溶接システムを提供することを目的とする。
【課題を解決するための手段】
【0007】
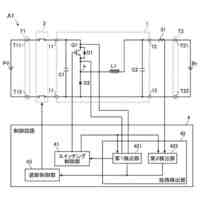
本発明によって提供されるサブマージアーク溶接システムは、サブマージアーク溶接を行うためのサブマージアーク溶接システムであって、インバータ回路を有し電力を供給する溶接電源装置と、溶接ワイヤを送給するワイヤ送給装置と、前記溶接電源装置および前記ワイヤ送給装置を制御する制御装置と、前記溶接ワイヤの先端と被溶接物との間に印加される電圧を検出する電圧センサと、を備え、前記制御装置は、溶接開始時に、前記ワイヤ送給装置に、初期送給速度で前記溶接ワイヤの送給を行わせて、前記溶接ワイヤの先端が前記被溶接物に短絡したときに送給を停止させ、前記溶接電源装置に溶接電流の出力を開始させて、前記電圧センサが検出した検出電圧が電圧閾値以上になったときに、前記ワイヤ送給装置に、溶接のための溶接送給速度での送給を開始させる。
【0008】
本発明の好ましい実施の形態においては、前記溶接電源装置は、設定された外部特性に応じた出力特性を有し、前記外部特性の特性線の傾きは、-40V/100A以上、-0.5V/100A以下である。
【0009】
本発明の好ましい実施の形態においては、前記電圧閾値は、20V以上40V以下である。
【0010】
本発明の好ましい実施の形態においては、前記制御装置は、前記溶接電源装置に前記溶接電流の出力を開始させてから所定時間が経過しても前記検出電圧が所定電圧未満である場合に、短絡解除電流出力させる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ダイヘン
充電装置
17日前
株式会社ダイヘン
制御装置
17日前
株式会社ダイヘン
充電装置
17日前
株式会社ダイヘン
充電装置
17日前
株式会社ダイヘン
搬送装置
17日前
株式会社ダイヘン
充電装置
17日前
株式会社ダイヘン
固相接合装置
1か月前
株式会社ダイヘン
固相接合装置
1か月前
株式会社ダイヘン
固相接合装置
1か月前
株式会社ダイヘン
固相接合装置
1か月前
株式会社ダイヘン
電力変換装置
20日前
株式会社ダイヘン
電力システム
20日前
株式会社ダイヘン
回生ユニット
18日前
株式会社ダイヘン
電力管理装置
1か月前
株式会社ダイヘン
溶接電源装置
17日前
株式会社ダイヘン
絶縁紙巻回装置
25日前
株式会社ダイヘン
変圧器組立装置
17日前
株式会社ダイヘン
プラズマ発生器
28日前
株式会社ダイヘン
インバータ装置
17日前
株式会社ダイヘン
パルス電源装置
17日前
株式会社ダイヘン
インバータ装置
12日前
株式会社ダイヘン
ロボットシステム
25日前
株式会社ダイヘン
ロボットシステム
28日前
株式会社ダイヘン
パワーモジュール
17日前
株式会社ダイヘン
パワーモジュール
17日前
株式会社ダイヘン
熱加工用電源装置
4日前
株式会社ダイヘン
パワーモジュール
17日前
株式会社ダイヘン
直流パルス電源装置
18日前
株式会社ダイヘン
アーク溶接システム
17日前
株式会社ダイヘン
制御装置及び研削システム
17日前
株式会社ダイヘン
サブマージアーク溶接システム
17日前
株式会社ダイヘン
サブマージアーク溶接システム
17日前
株式会社ダイヘン
通信システム、および、通信方法
18日前
株式会社ダイヘン
充電装置、および、電力システム
10日前
株式会社ダイヘン
変圧器組立方法及び変圧器組立装置
17日前
株式会社ダイヘン
絶縁紙巻回装置及び絶縁紙巻回方法
25日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ