TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025112072
公報種別
公開特許公報(A)
公開日
2025-07-31
出願番号
2024006147
出願日
2024-01-18
発明の名称
パルスアーク溶接制御方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/09 20060101AFI20250724BHJP(工作機械;他に分類されない金属加工)
要約
【課題】消耗電極パルスアーク溶接において、溶接状態が変動しても1パルス周期1溶滴移行状態を常に維持して良好な溶接品質を得ること。
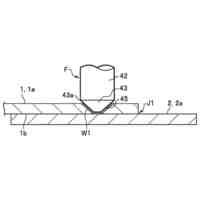
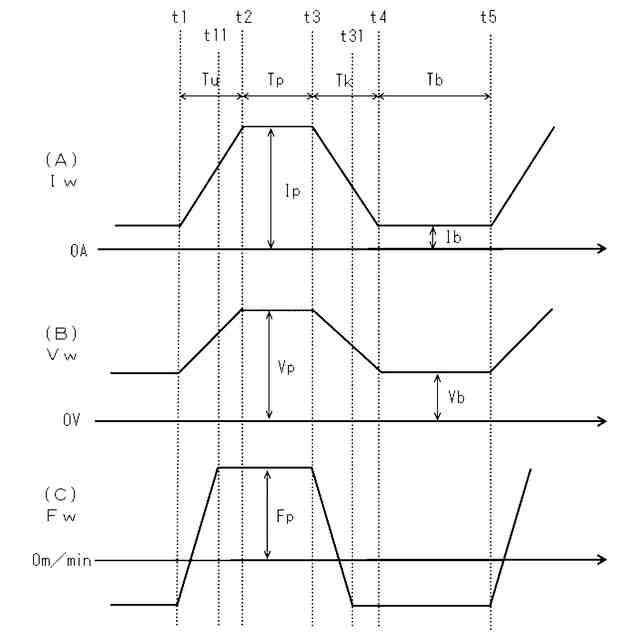
【解決手段】ピーク立上り期間Tu中はベース電流Ibの値からピーク電流Ipの値へと上昇するピーク立上り電流を通電し、ピーク期間Tp中はピーク電流Ipを通電し、ピーク立下り期間Tk中はピーク電流Ipの値からベース電流Ibの値へと下降するピーク立下り電流を通電し、ベース期間Tb中はベース電流Ibを通電し、これらの通電を1パルス周期Tfとして繰り返して溶接するパルスアーク溶接制御方法において、溶接ワイヤの送給速度Fwは正送ピーク値Wsと逆送ピーク値Wrとを繰り返し、少なくともベース期間Tb中は逆送ピーク値Wrであり、送給速度Fwの平均値が一定になるように正送ピーク値Ws及び/又は逆送ピーク値Wrを可変速制御する。
【選択図】 図2
特許請求の範囲
【請求項1】
溶接ワイヤを送給し、
ピーク立上り期間中はベース電流の値からピーク電流の値へと上昇するピーク立上り電流を通電し、ピーク期間中は前記ピーク電流を通電し、ピーク立下り期間中は前記ピーク電流の値から前記ベース電流の値へと下降するピーク立下り電流を通電し、ベース期間中は前記ベース電流を通電し、これらの通電を1パルス周期として繰り返し、
前記パルス周期を変調制御することによってアーク長を制御して溶接するパルスアーク溶接制御方法において、
前記溶接ワイヤの送給速度は正送ピーク値と逆送ピーク値とを繰り返し、少なくとも前記ベース期間中は前記逆送ピーク値であり、
前記送給速度の平均値が一定になるように前記正送ピーク値及び/又は前記逆送ピーク値を可変速制御する、
ことを特徴とするパルスアーク溶接制御方法。
続きを表示(約 340 文字)
【請求項2】
前記送給速度は、
前記ピーク立上り期間の開始時点で前記逆送ピーク値から前記正送ピーク値への変化を開始し、
前記ピーク立下り期間の開始時点で前記正送ピーク値から前記逆送ピーク値への変化を開始する、
ことを特徴とする請求項1に記載のパルスアーク溶接制御方法。
【請求項3】
前記正送ピーク値から前記逆送ピーク値への変化期間は前記ピーク立下り期間以下である、
ことを特徴とする請求項2に記載のパルスアーク溶接制御方法。
【請求項4】
前記逆送ピーク値から前記正送ピーク値への変化期間は前記ピーク立上り期間以下である、
ことを特徴とする請求項2又は3に記載のパルスアーク溶接制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接ワイヤを送給して溶接するパルスアーク溶接制御方法に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
溶接ワイヤを送給して溶接するパルスアーク溶接は、鉄鋼等の溶接に広く使用されている。このパルスアーク溶接では、溶接ワイヤを送給し、ピーク立上り期間中はベース電流の値からピーク電流の値へと上昇するピーク立上り電流を通電し、ピーク期間中はピーク電流を通電し、ピーク立下り期間中はピーク電流の値からベース電流の値へと下降するピーク立下り電流を通電し、ベース期間中はベース電流を通電し、これらの通電を1パルス周期として繰り返し、パルス周期を変調制御することによってアーク長を制御して溶接が行われる。パルスアーク溶接では、1パルス周期1溶滴移行状態にすることによって、スパッタの発生が少なく、美しいビード外観を得ることができる。
【0003】
特許文献1の発明では、ピーク期間中の第1の時点からベース期間中の第2の時点までの所定期間の間は、溶接ワイヤの送給速度を、ピーク電流の立ち上がり時点の送給速度よりも低くする、あるいは、溶接ワイヤを溶接対象物から引き離す方向に送給する逆送としている。
【先行技術文献】
【特許文献】
【0004】
特許第6123069号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
パルスアーク溶接では良好な溶接品質を得るために1パルス周期1溶滴移行状態を常に維持することが重要である。しかし、従来技術のパルスアーク溶接では、溶接状態の変動に伴い1パルス周期1溶滴移行状態から逸脱してしまい、溶接品質が悪くなるという問題がある。
【0006】
そこで、本発明では、溶接状態が変動しても1パルス周期1溶滴移行状態を常に維持して良好な溶接品質を得ることができるパルスアーク溶接制御方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、請求項1の発明は、
溶接ワイヤを送給し、
ピーク立上り期間中はベース電流の値からピーク電流の値へと上昇するピーク立上り電流を通電し、ピーク期間中は前記ピーク電流を通電し、ピーク立下り期間中は前記ピーク電流の値から前記ベース電流の値へと下降するピーク立下り電流を通電し、ベース期間中は前記ベース電流を通電し、これらの通電を1パルス周期として繰り返し、
前記パルス周期を変調制御することによってアーク長を制御して溶接するパルスアーク溶接制御方法において、
前記溶接ワイヤの送給速度は正送ピーク値と逆送ピーク値とを繰り返し、少なくとも前記ベース期間中は前記逆送ピーク値であり、
前記送給速度の平均値が一定になるように前記正送ピーク値及び/又は前記逆送ピーク値を可変速制御する、
ことを特徴とするパルスアーク溶接制御方法である。
【0008】
請求項2の発明は、
前記送給速度は、
前記ピーク立上り期間の開始時点で前記逆送ピーク値から前記正送ピーク値への変化を開始し、
前記ピーク立下り期間の開始時点で前記正送ピーク値から前記逆送ピーク値への変化を開始する、
ことを特徴とする請求項1に記載のパルスアーク溶接制御方法である。
【0009】
請求項3の発明は、
前記正送ピーク値から前記逆送ピーク値への変化期間は前記ピーク立下り期間以下である、
ことを特徴とする請求項2に記載のパルスアーク溶接制御方法である。
【0010】
請求項4の発明は、
前記逆送ピーク値から前記正送ピーク値への変化期間は前記ピーク立上り期間以下である、
ことを特徴とする請求項2又は3に記載のパルスアーク溶接制御方法である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ダイヘン
インバータ装置
今日
株式会社ダイヘン
パルス電源装置
5日前
日東精工株式会社
ねじ締め機
6日前
株式会社FUJI
工作機械
5日前
ビアメカニクス株式会社
レーザ加工装置
6日前
ビアメカニクス株式会社
レーザ加工装置
6日前
ビアメカニクス株式会社
レーザ加工装置
6日前
大和ハウス工業株式会社
溶接方法
5日前
三菱マテリアル株式会社
表面被覆切削工具
1日前
三菱マテリアル株式会社
表面被覆切削工具
1日前
三菱マテリアル株式会社
表面被覆切削工具
7日前
三菱マテリアル株式会社
表面被覆切削工具
1日前
三菱マテリアル株式会社
表面被覆切削工具
1日前
三菱マテリアル株式会社
表面被覆切削工具
1日前
株式会社ダイヘン
アーク溶接システム
5日前
太洋電機産業株式会社
半田ごて
7日前
株式会社デンソー
はんだ付け装置
今日
株式会社東京精密
レーザ加工装置
5日前
本田技研工業株式会社
接合体及び接合方法
5日前
日本製鉄株式会社
金属材の製造方法
7日前
高松機械工業株式会社
工作機械
6日前
株式会社ダイヘン
溶接電源装置
5日前
株式会社ディスコ
加工装置
6日前
日本製鉄株式会社
金属部品の製造方法
5日前
株式会社東京精密
加工装置及び加工方法
5日前
ブラザー工業株式会社
レーザ加工装置
5日前
株式会社ダイヘン
サブマージアーク溶接システム
5日前
株式会社ダイヘン
サブマージアーク溶接システム
5日前
新東工業株式会社
集塵装置及び集塵システム
5日前
ブラザー工業株式会社
加工装置、制御方法及びプログラム
5日前
日本軽金属株式会社
接合方法
5日前
共立精機株式会社
振れ止め装置
5日前
株式会社谷テック
金属切断用丸鋸のチップおよびその製造方法
6日前
株式会社小矢部精機
搬送システム
5日前
リョービ株式会社
金属製部材の接合方法及び金属製部材の接合体
5日前
株式会社東京精密
レーザー加工装置の光軸補正方法
5日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ