TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025153656
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024056242
出願日
2024-03-29
発明の名称
金属製部材の接合方法及び金属製部材の接合体
出願人
リョービ株式会社
代理人
個人
主分類
B23K
26/21 20140101AFI20251002BHJP(工作機械;他に分類されない金属加工)
要約
【課題】接合強度を向上させる。
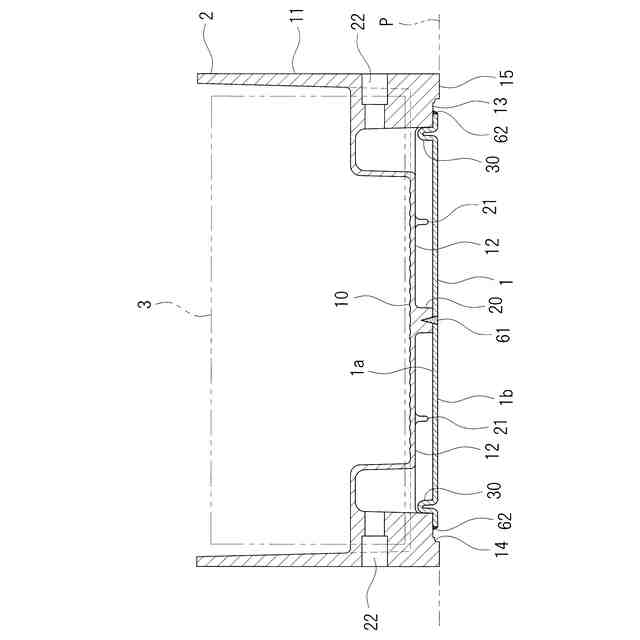
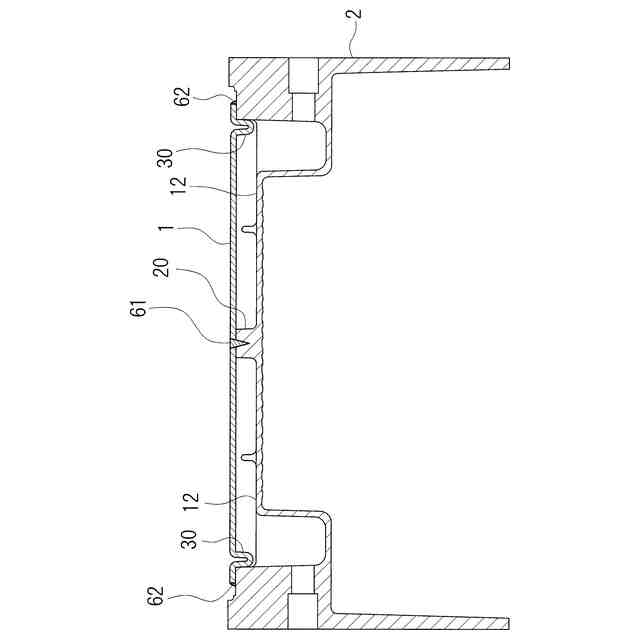
【解決手段】金属製の第1部材1と第2部材2とを重ね合わせてクランプ箇所Pでクランプし、第1部材1と第2部材2とをクランプ箇所Pから離れた接合箇所61で第1部材1側から加熱されることで接合する方法であって、接合前に予め、接合箇所61とクランプ箇所Pとの間の位置における第1部材1に、接合時の熱変形を吸収するための余剰部を設けておき、余剰部は、第1部材1と第2部材2との重ね合わせ方向に突出するように折り曲げられた折り曲げ部である。
【選択図】図3
特許請求の範囲
【請求項1】
金属製の第1部材と第2部材とを重ね合わせてクランプ箇所でクランプし、第1部材と第2部材とをクランプ箇所から離れた接合箇所で第1部材側から加熱されることで接合する方法であって、
接合前に予め、接合箇所とクランプ箇所との間の位置における第1部材に、接合時の熱変形を吸収するための余剰部を設けておく、金属製部材の接合方法。
続きを表示(約 620 文字)
【請求項2】
余剰部は、第1部材と第2部材との重ね合わせ方向に突出するように折り曲げられた折り曲げ部である、請求項1記載の金属製部材の接合方法。
【請求項3】
接合部は、所定方向に沿って延びる形状であり、
折り曲げ部は、接合部の延設方向に沿って延びる折り曲げ突条である、請求項2記載の金属製部材の接合方法。
【請求項4】
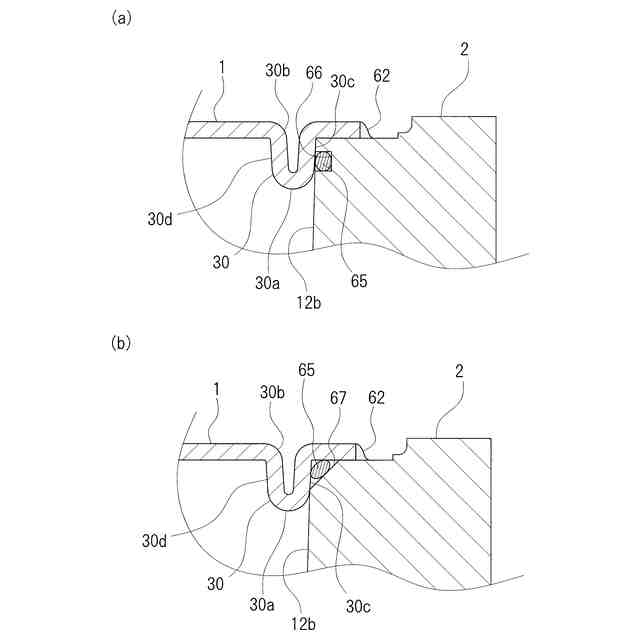
第2部材における第1部材側の面に凹部が設けられ、
折り曲げ突条は、第2部材側に突出しており、
第1部材と第2部材とを重ね合わせる際に、折り曲げ突条を凹部に入り込ませると共に、折り曲げ突条における接合箇所から遠い側の側面を凹部の壁面に当接させる、請求項3記載の金属製部材の接合方法。
【請求項5】
折り曲げ突条と凹部の壁面との間にシール材を介在させる、請求項4記載の金属製部材の接合方法。
【請求項6】
金属製の第1部材及び第2部材が重ね合わせられ、第1部材側から加熱接合された接合部を備えた、金属製部材の接合体であって、
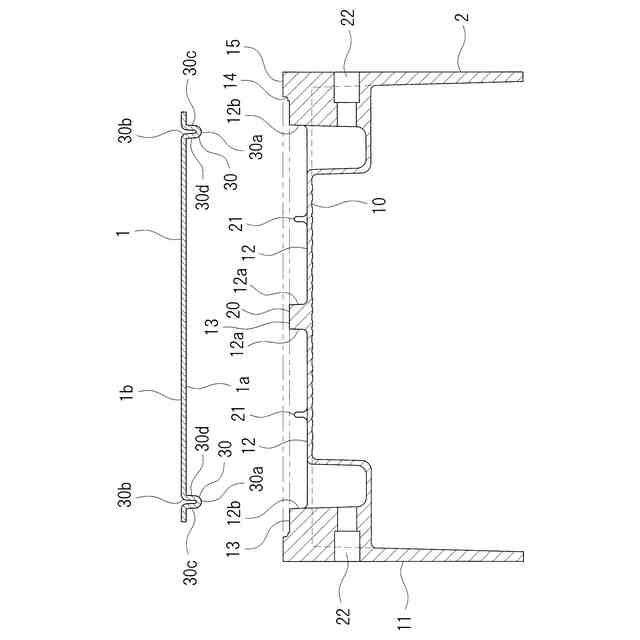
第1部材における接合部から離れた箇所に、第2部材側に突出するように折り曲げられた折り曲げ部が設けられ、
第2部材における第1部材側の面に凹部が設けられ、
折り曲げ部が凹部に入り込んでいると共に、折り曲げ部における接合部から遠い側の側面が凹部の壁面に当接している、金属製部材の接合体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属製の部材同士の接合方法と接合体に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
二つの金属製の部材同士を重ね合わせて例えばレーザ溶接により接合する場合、二つの部材のうち特にレーザ照射側の第1部材が加熱によって熱変形しやすい。即ち、レーザ照射時に第1部材が熱膨張あるいは熱収縮しやすく、接合予定箇所が位置ずれしやすいという問題がある。第1部材の位置ずれを防止するために第1部材と第2部材とを強固にクランプすることには限界があり、また、仮に強固にクランプできたとしても、第1部材に歪みが発生したり、残留応力が生じたりして、所望の接合強度が得られないおそれがある。
【0003】
下記特許文献1においては、二枚の亜鉛系めっき鋼板同士を重ね合わせてレーザ溶接する方法が提案されている。この方法では、レーザ照射側の第1部材の溶接予定部を予めトーチ側に湾曲変形させておき、その第1部材の湾曲部によって溶接予定部における部材同士の間に隙間を形成している。しかしながら、溶接予定部において部材同士の間に隙間を生じさせるものであるため、トーチとは反対側の第2部材に熱が伝わりにくい。
【先行技術文献】
【特許文献】
【0004】
特開2003-311453号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、接合強度を向上させることを課題とする。
【課題を解決するための手段】
【0006】
本発明に係る金属製部材の接合方法は、金属製の第1部材と第2部材とを重ね合わせてクランプ箇所でクランプし、第1部材と第2部材とをクランプ箇所から離れた接合箇所で第1部材側から加熱されることで接合する方法であって、接合前に予め、接合箇所とクランプ箇所との間の位置における第1部材に、接合時の熱変形を吸収するための余剰部を設けておく。
【0007】
この方法によれば、接合時に第1部材側から温度が上昇する。接合時に第1部材側から加熱される場合とは、代表的には第1部材側からレーザ光を照射して溶接する場合であって、この場合には、第1部材の温度上昇が第2部材のそれよりも大きくなる。尚、接合方法としては、レーザ溶接の他、例えば摩擦撹拌接合もある。摩擦撹拌接合の場合には、工具を第1部材側から押し付ける。
【0008】
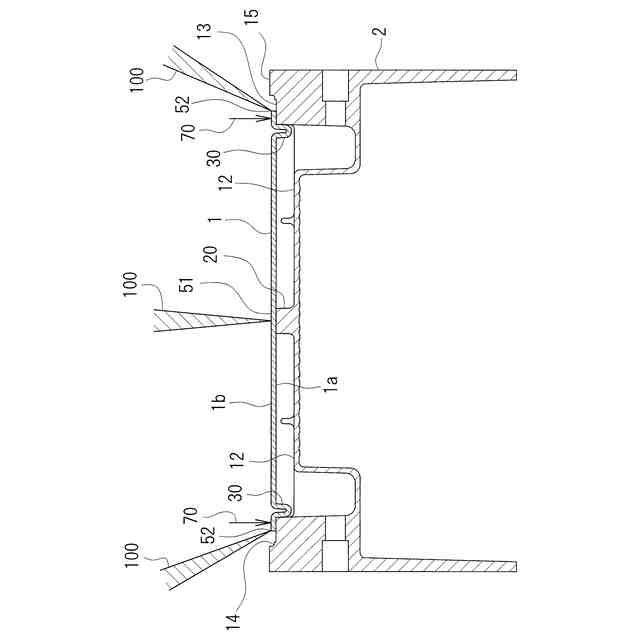
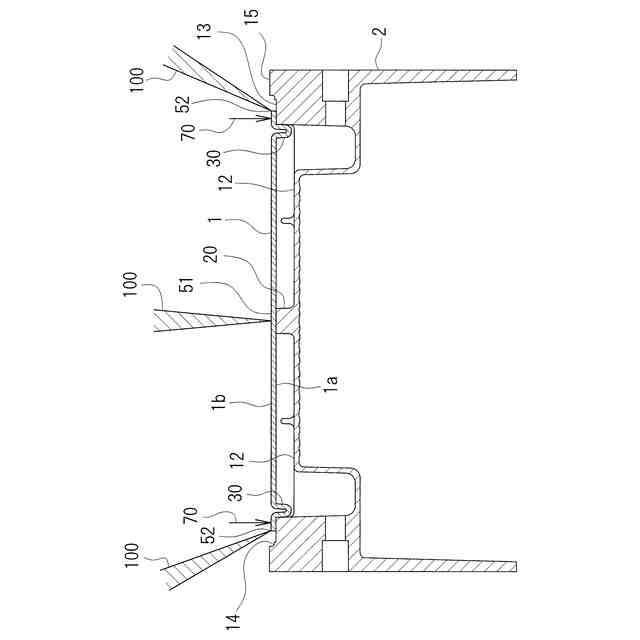
以下、レーザ溶接の場合を例にして説明する。接合箇所に向けて第1部材側からレーザを照射すると、第1部材の温度が急上昇し、第1部材は熱膨張する。第1部材と第2部材はクランプ箇所においてクランプされているが、接合箇所とクランプ箇所との間の領域において第1部材が膨張する。接合箇所とクランプ箇所との間の領域において、第1部材は接合箇所からクランプ箇所に向けて伸張しようとするが、接合箇所とクランプ箇所との間の位置に余剰部が設けられているため、余剰部が第1部材の伸張を吸収する。そのため、クランプ箇所に過度の応力が作用することを防止することができる。また、クランプ箇所の位置がずれるということも抑制される。そして、溶接工程が終了すると、第1部材は温度降下に伴って収縮する。その際、余剰部において接合時に吸収された吸収分がバッファとなり、第1部材はスムーズに元の状態に復帰する。そのため、第1部材の収縮時においてもクランプ箇所に過度の負担が発生しなくて済む。その結果、接合後において、第1部材に大きな残留応力が生じたり歪みが発生したりすることを抑制することができ、正確に接合することができると共に所望の接合強度を確保することができる。
【0009】
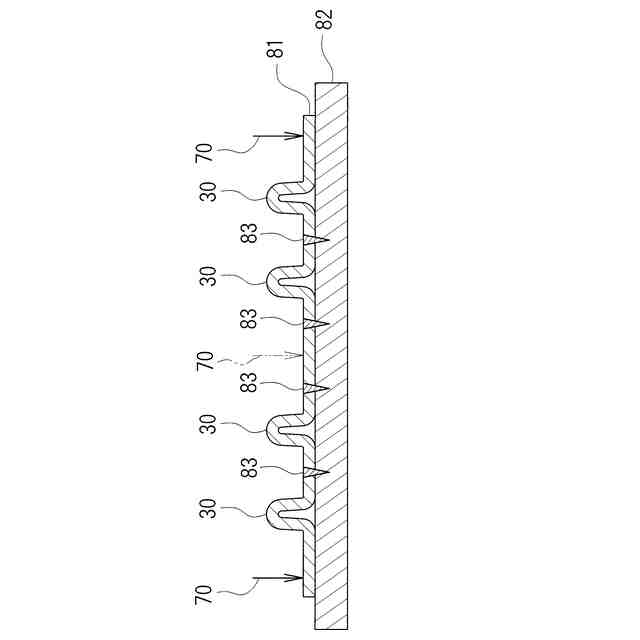
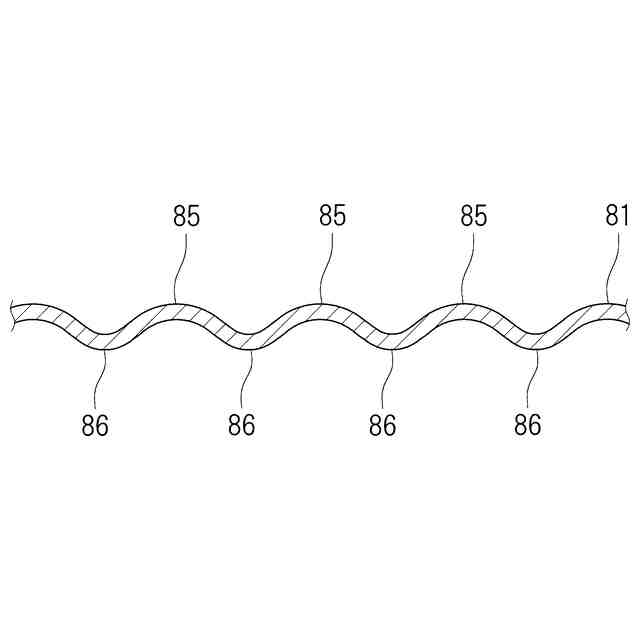
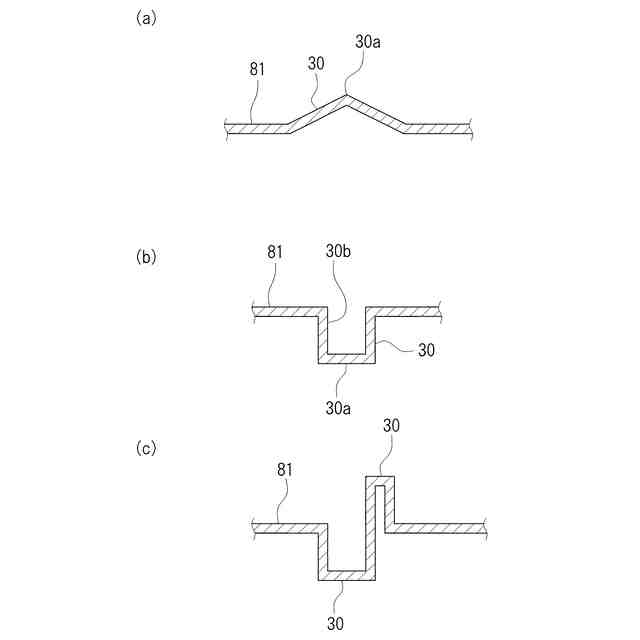
特に、余剰部は、第1部材と第2部材との重ね合わせ方向に突出するように折り曲げられた折り曲げ部であることが好ましい。この方法によれば、第1部材が熱膨張及び収縮する際に、折り曲げ部がその折り曲げ形状を変化させるので、第1部材の熱変形をスムーズに且つ確実に吸収することができる。
【0010】
特に、接合部は、所定方向に沿って延びる形状であり、折り曲げ部は、接合部の延設方向に沿って延びる折り曲げ突条であることが好ましい。この方法によれば、接合箇所を所定方向に沿って接合していく際に、折り曲げ突条がスムーズにその開口部の間隔を拡縮するように変形していく。そのため、接合部を所定方向に沿って正確に形成することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
リョービ株式会社
ダイカスト品のガス量推定方法
1か月前
リョービ株式会社
機械的特性予測方法および機械的特性予測装置
1か月前
リョービ株式会社
ドアクローザ
1か月前
個人
フライス盤
2か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
株式会社不二越
ドリル
6か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社北川鉄工所
回転装置
6か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
6か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
4か月前
ダイニチ工業株式会社
配膳治具
1か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
5か月前
キヤノン電子株式会社
加工装置
1か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
5か月前
株式会社FUJI
工作機械
5か月前
個人
切削油供給装置
3か月前
日東精工株式会社
ねじ整列トレー
26日前
株式会社アンド
半田付け方法
3か月前
個人
型枠製造装置のフレーム
2か月前
中国電力株式会社
養生シート
1か月前
株式会社富田製作所
支持構造
1か月前
睦月電機株式会社
金属表面処理方法
1か月前
株式会社アンド
半田付け方法
6か月前
キヤノン電子株式会社
加工システム
3か月前
株式会社アンド
半田付け方法
6か月前
株式会社トヨコー
被膜除去方法
6か月前
株式会社向洋技研
スタッドの製造方法
1か月前
村田機械株式会社
レーザ加工機
6か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ

































