TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025168134
公報種別
公開特許公報(A)
公開日
2025-11-07
出願番号
2024080491
出願日
2024-04-25
発明の名称
金属表面処理方法
出願人
睦月電機株式会社
代理人
主分類
B23K
26/352 20140101AFI20251030BHJP(工作機械;他に分類されない金属加工)
要約
【課題】パルス波レーザを照射して金属部材の表面に矩形状パターンとなった粗面処理が円滑にできる金属表面処理方法を提供する。
【解決手段】本発明の金属表面処理方法は、パルス波レーザLを金属部材Aの表面に照射し所定の走査間隔で走査して角部1A、2Aを有する矩形状パターン1、2となった粗面処理を行なう金属表面処理方法であって、矩形状パターン1、2における照射開始部位11、21および照射終了部位12、22を角部1A、2A以外の部位に設定してパルス波レーザLを照射する。
【選択図】図1
特許請求の範囲
【請求項1】
パルス波レーザを金属部材の表面に照射し所定の走査間隔で走査して角部を有する矩形状パターンとなった粗面処理を行なう金属表面処理方法であって、前記矩形状パターンにおける照射開始部位および照射終了部位を前記角部以外の部位に設定して前記パルス波レーザを照射することを特徴とする金属表面処理方法。
続きを表示(約 100 文字)
【請求項2】
前記矩形状パターンが複数条で各照射軌跡における照射開始部位および照射終了部位が並ばないように設定して前記パルス波レーザを照射することを特徴とする請求項1に記載の金属表面処理方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、パルス波レーザを照射して粗面処理する金属表面処理方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1には、材料表面に形成されている接合面の加工方法として、接合面に閉軌跡を描くように高エネルギービームを照射すること、段落番号0054にて接合面が形成される材料として金属材料が記載されていること、段落番号0052にて高エネルキービームの照射としてレーザ光のパルス照射であることおよび段落番号0014にて接合面への高エネルギービームの照射軌跡は閉軌跡であれ円形状の照射軌跡でも四角形状の照射軌跡でも良いことが記載されている。
【0003】
しかし、この引用文献1には接合面への高エネルギービームの照射軌跡は閉軌跡であれば四角形状の照射軌跡でも良いと記載されているが、パルス波レーザを照射して矩形状パターンとなった表面処理において、この矩形状パターンにおける照射開始部位および照射終了部位については記載されていない。
【先行技術文献】
【特許文献】
【0004】
特許6024122号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、パルス波レーザを照射して金属部材の表面に矩形状パターンとなった粗面処理が円滑にできることを課題とする。
【課題を解決するための手段】
【0006】
本発明の請求項1に記載の金属表面処理方法は、パルス波レーザを金属部材の表面に照射し所定の走査間隔で走査して角部を有する矩形状パターンとなった粗面処理を行なう金属表面処理方法であって、前記矩形状パターンにおける照射開始部位および照射終了部位を前記角部以外の部位に設定して前記パルス波レーザを照射することを特徴とする。また、請求項2に記載の金属表面処理方法は、請求項1に記載の金属表面処理方法において、前記矩形状パターンが複数条で各照射軌跡における照射開始部位および照射終了部位が並ばないように設定して前記パルス波レーザを照射することを特徴とする。
【発明の効果】
【0007】
本発明のパルス波レーザを金属部材の表面に照射し所定の走査間隔で走査して角部を有する矩形状パターンとなった粗面処理を行なう金属表面処理方法においては、前記矩形状パターンにおける照射開始部位および照射終了部位を前記角部以外の部位に設定して前記パルス波レーザを照射することにより、パルス波レーザを照射して金属部材の表面に矩形状パターンとなった粗面処理を円滑に行うことができる。
【図面の簡単な説明】
【0008】
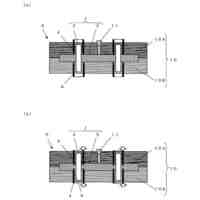
本発明の金属部材の表面にパルス波レーザを照射する状態を示す平面図である。
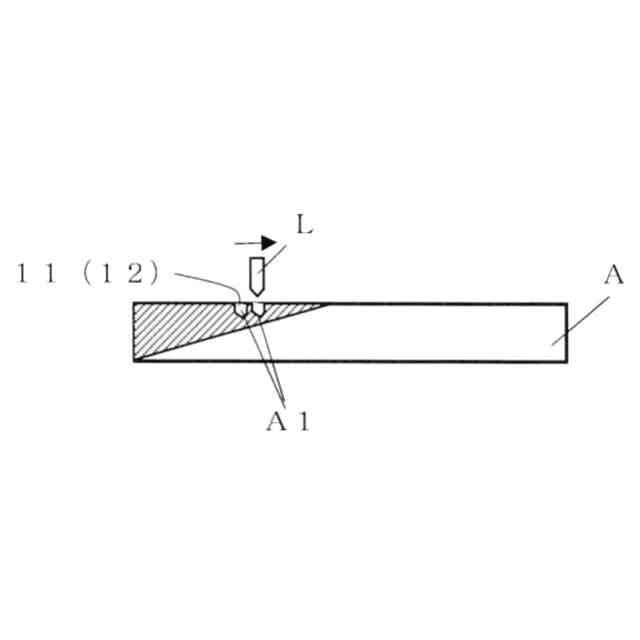
本発明の金属部材の表面にパルス波レーザ照射を開始している状態を示す部分断面図である。
本発明の金属部材に樹脂部材を接合する作業を示す側面図である。
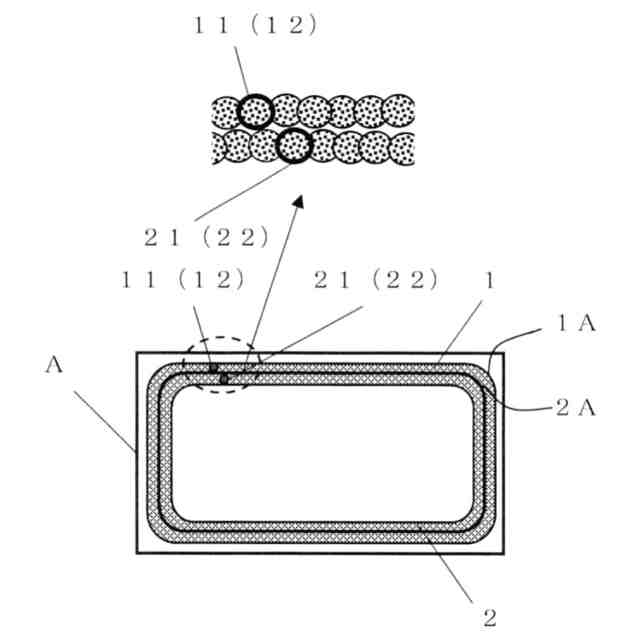
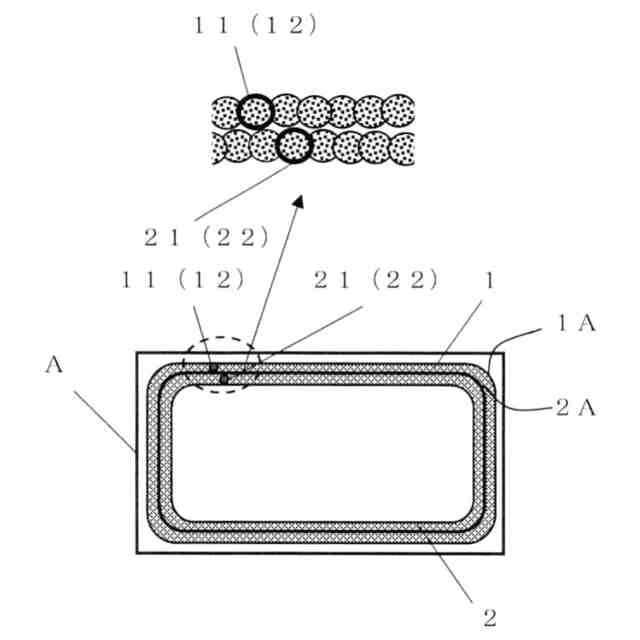
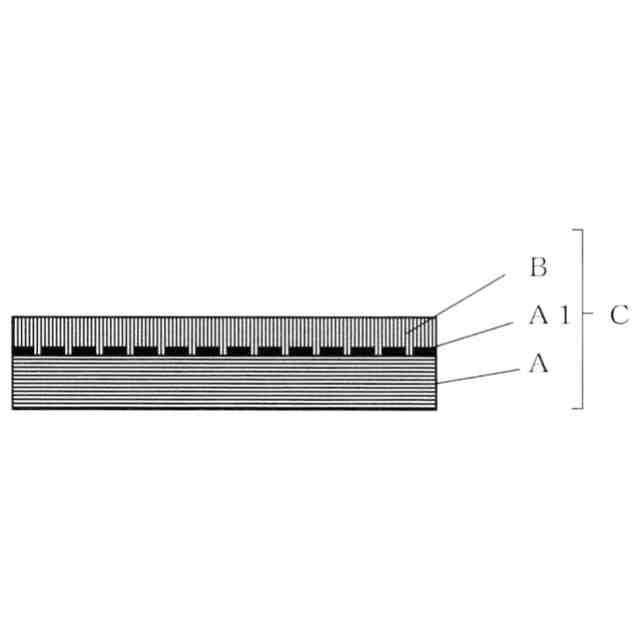
本発明の金属樹脂複合体の断面図である。
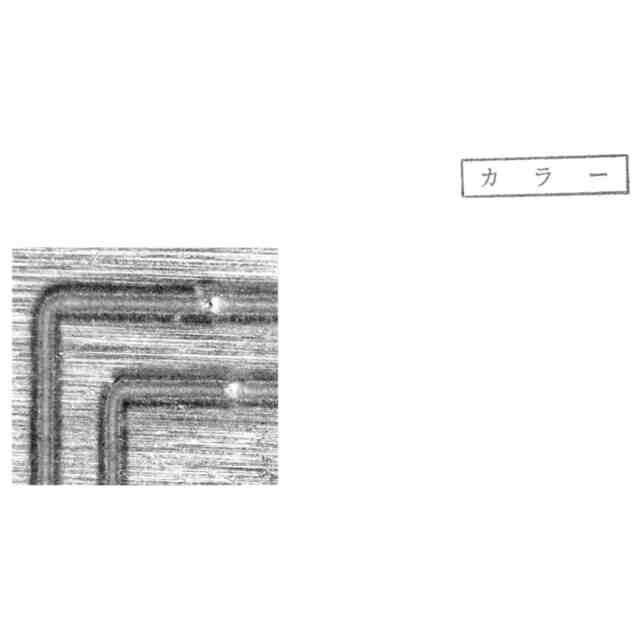
矩形状パターンの実施例の写真である。
矩形状パターンの比較例の写真である。
【発明を実施するための形態】
【0009】
(本発明のパルス波レーザを金属部材の表面に照射する作用)
図1および図2において、金属部材Aの表面にパルス波レーザLを所定の間隔で走査するように照射して金属部材Aの表面が溶融されて複数個の凹溝A1を有する矩形状パターン1、2となった表面処理がされている。
【0010】
本発明者は、金属部材Aの表面が溶融されて複数個の凹溝A1を有する矩形状パターン1、2は縦横に交叉する角部1A、2Aが存在するので、照射開始部位11、21と照射終了部位12、22とが欠落のない連続した形状とする表面処理にはパルス波レーザLを照射する走査速度や走査間隔を調整するなど作業性が悪いことを改善する課題を見出して、パルス波レーザLを照射する照射開始部位11、21と照射終了部位12、22とを角部1A、2A以外の部位に設定することにより作業性が向上することを見出した。この場合、矩形状パターンは縦横を直線形状として交叉させて角部を曲線形状としているが、縦横の両方をもしくは一方のみを曲線形状としてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
睦月電機株式会社
金属表面処理方法
22日前
睦月電機株式会社
金属端子と樹脂との複合体の製造方法
2か月前
個人
タップ
6か月前
個人
フライス盤
2か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
6か月前
日東精工株式会社
ねじ締め機
7か月前
株式会社不二越
ドリル
6か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
5か月前
株式会社不二越
ドリル
7か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社ダイヘン
溶接電源装置
4か月前
キヤノン電子株式会社
加工装置
22日前
ダイニチ工業株式会社
配膳治具
25日前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
5か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
5か月前
日東精工株式会社
ねじ整列トレー
17日前
株式会社FUJI
工作機械
4か月前
個人
切削油供給装置
3か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
7か月前
株式会社アンド
半田付け方法
2か月前
株式会社富田製作所
支持構造
1か月前
エフ・ピー・ツール株式会社
リーマ
7か月前
中国電力株式会社
養生シート
1か月前
株式会社アンド
半田付け方法
6か月前
株式会社ダイヘン
多層盛り溶接方法
7か月前
睦月電機株式会社
金属表面処理方法
22日前
株式会社アンド
半田付け方法
6か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ