TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025137306
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024050478
出願日
2024-03-07
発明の名称
金属端子と樹脂との複合体の製造方法
出願人
睦月電機株式会社
代理人
主分類
B29C
45/14 20060101AFI20250911BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】インサート成形された金属端子と樹脂との複合体において、金属端子と樹脂とを密着させて気密性を向上させる金属端子と樹脂との複合体の製造方法を提供する。
【解決手段】本発明は、金属端子2が配置され樹脂3が射出される成形金型10の上型10Aと下型10Bのそれぞれに押し出し自在な圧縮バー4を設けた成形装置Aを用いて成形金型10内に射出した樹脂3が固化する前に圧縮バー4を押し出して金属端子2の外周部位6で樹脂3が圧縮されて後、圧縮バー4を引き込めて押圧を解除し、成形金型10内で樹脂3が固化されて金属端子2をインサート成形する金属端子と樹脂との複合体の製造方法である。
【選択図】図1
特許請求の範囲
【請求項1】
金属端子が配置され樹脂が射出される成形金型の上型と下型のそれぞれに押し出し自在な圧縮バーを設けた成形装置を用いて前記金属端子をインサート成形する金属端子と樹脂との複合体の製造方法であって、前記成形金型内に射出した樹脂が固化する前に前記圧縮バーを押し出して前記金属端子の外周部位で樹脂が圧縮されて後、前記圧縮バーを引き込めて押圧を解除し、前記成形金型内で前記樹脂が固化されて前記金属端子をインサート成形することを特徴とする金属端子と樹脂との複合体の製造方法。
続きを表示(約 100 文字)
【請求項2】
前記インサート成形する金属端子が複数本であって、それぞれの金属端子を囲堯する筒状の圧縮バーを押し出すことを特徴とする請求項1に記載の金属端子と樹脂との複合体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、インサート成形された金属と樹脂との複合体の製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
インサート成形された金属端子と樹脂との複合体において、金属端子と樹脂との熱膨張差を考慮すると、樹脂側の膨張率が大きくなり、熱サイクルにより金属端子と樹脂との間に隙間を生じて気密性が低下するので、特許文献1の発明の詳細な説明における段落番号0024において、高温・高圧で金型内に射出された樹脂は、一旦金属端子1に沿い隙間が無い状態で充填される。その後金型内での樹脂の冷却凝固に伴い、金属端子1の周囲を被う樹脂が収縮、体積変化することから、金属端子1と筐体樹脂部2の界面に隙間8が生じる。しかしながら、金属端子1に設けた鋭角形状11を形成する溝形状9の内部に囲まれ充填された樹脂においては、何れの場合も金属端子1に設けた鋭角形状11の少なくとも1面において、樹脂の収縮挙動が鋭角形状11面に垂直方向の圧縮応力を生み出す方向に作用する事から、界面隙間8を部分的に遮断するシール部13を形成することになる。従って、金属端子1の板幅方向両側面からの気密漏れが無くなり、気密性が向上することが記載されている。
【0003】
しかし、特許文献1においては金属端子に溝加工することが必要である。
【先行技術文献】
【特許文献】
【0004】
特開2012-1011394号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明はインサート成形された金属端子と樹脂との複合体において、金属端子と樹脂とが密着されて気密性を向上させる金属端子と樹脂との複合体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の請求項1における金属端子と樹脂との複合体の製造方法は、金属端子が配置され樹脂が射出される成形金型の上型と下型のそれぞれに押し出し自在な圧縮バーを設けた成形装置を用いて前記金属端子をインサート成形する金属端子と樹脂との複合体の製造方法であって、前記成形金型内に射出した樹脂が固化する前に前記圧縮バーを押し出して前記金属端子の外周部位で樹脂が圧縮されて後、前記圧縮バーを引き込めて押圧を解除し、前記成形金型内で前記樹脂が固化されて前記金属端子をインサート成形することを特徴とする。本発明の請求項2における金属端子と樹脂との複合体の製造方法は、請求項1に記載する金属端子と樹脂との複合体の製造方法において前記インサート成形する金属端子が複数本であって、それぞれの金属端子を囲堯する筒状の圧縮バーを押し出すことを特徴とする。
【発明の効果】
【0007】
本発明の金属端子と樹脂との複合体の製造方法は、金属端子が配置され樹脂が射出される成形金型の上型と下型のそれぞれに押し出し自在な圧縮バーを設けた成形装置を用いて前記金属端子をインサート成形する金属端子と樹脂との複合体の製造方法であって、前記成形金型内に射出した樹脂が固化する前に前記圧縮バーを押し出して前記金属端子の外周部位で樹脂が圧縮されて後、前記圧縮バーを引き込めて押圧を解除し、前記成形金型内で前記樹脂が固化されて前記金属端子をインサート成形することにより、金属端子と樹脂とが密着されて気密性を向上させた金属端子と樹脂との複合体を提供することができる。
【図面の簡単な説明】
【0008】
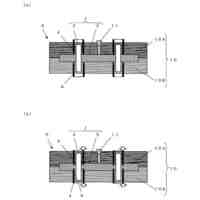
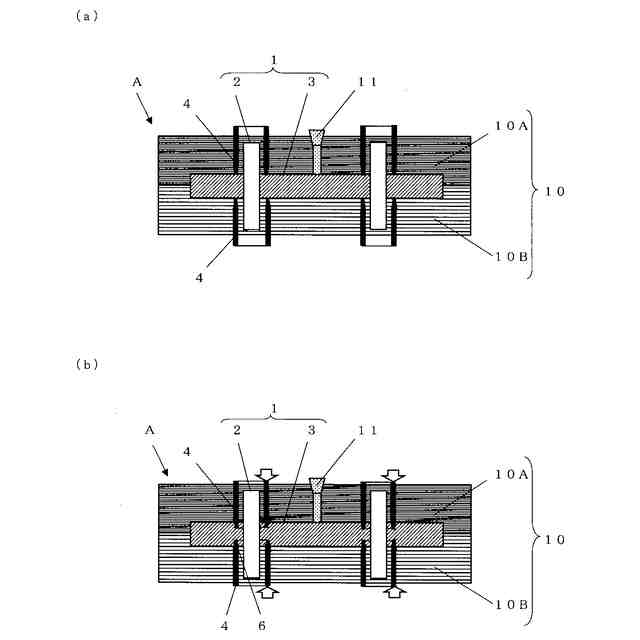
本発明の金属端子と樹脂との複合体の製造方法に用いる成形装置の断面図を示し、(a)は圧縮バーを押し出す前の状態を示し、(b)圧縮バーを押し出した状態を示す。
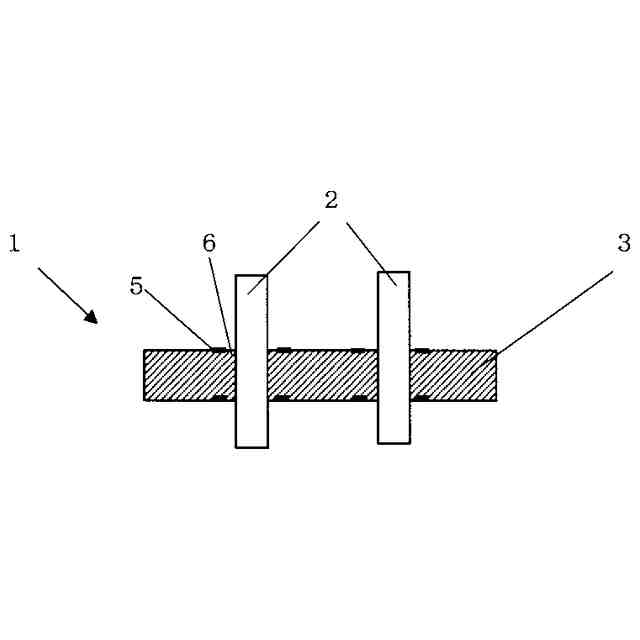
本発明の金属端子の外周部位で樹脂が圧縮される作用の説明図を示す。
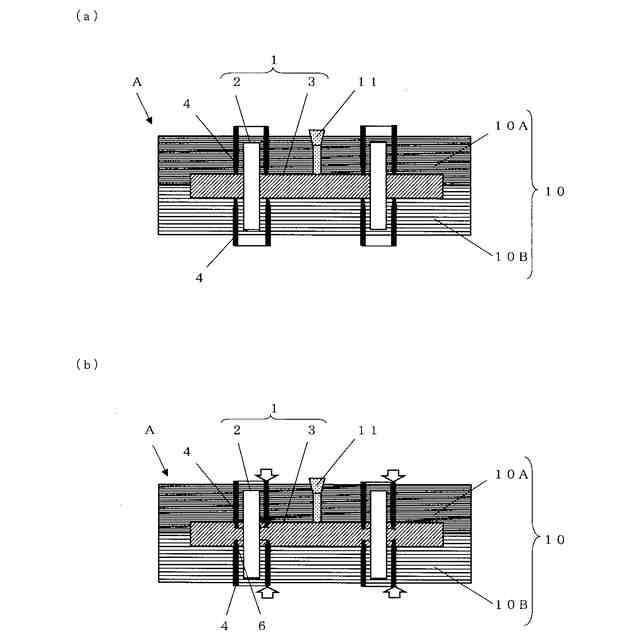
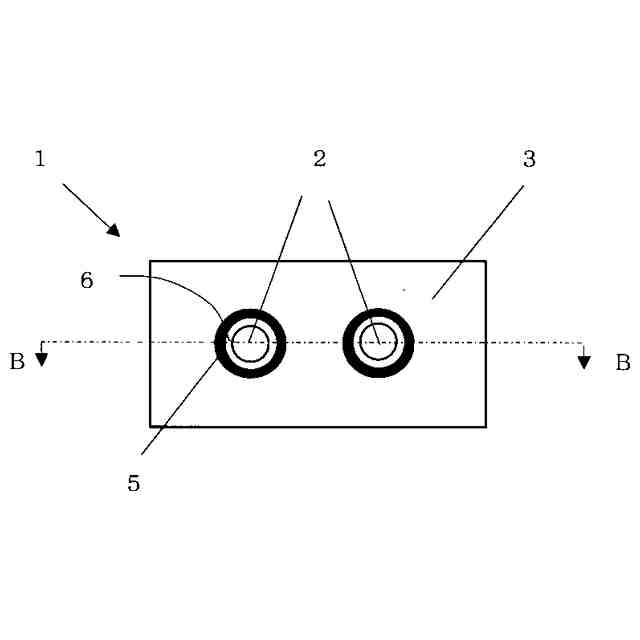
図2のA-A断面図を示す。
図5のB-B断面図を示す。
本発明の金属端子と樹脂との複合体の平面図を示す。
【発明を実施するための形態】
【0009】
(金属端子の外周部位で樹脂が圧縮される作用)
図2および図3は、成形金型10の下型10Bにおける射出した樹脂3が金属端子2の外周部位6で圧縮される作用の説明図を示す。この成形金型10の下型10Bに射出して溶融された樹脂3が固化する前に圧縮バー4が押し出されて下型底部10B1から突出されることにより下型底部10B1の壁面が溶融された樹脂3を保持してその樹脂3が金属端子2の外周部位6で圧縮される。この圧縮により、金属端子2の外周部位6における樹脂3が強固に密着され、この圧縮バー4を下型底部10B1から引き込めて押圧を解除する。図2および図3に示す圧縮バー4は筒状に形成されており、金属端子2を囲堯している。
【0010】
(金属端子と樹脂との複合体の製造方法の実施形態)
図1a)および図1(b)は、2本の金属端子2をインサート成形する成形装置Aを用いてこれらの金属端子2の外周部位6の樹脂3を圧縮する作業状態を示す。この成形装置Aは成形金型10とノズル11と圧縮バー4とからなる。成形金型10は開閉自在な上型10Aと下型10Bとを有し、この成形金型10内には2本の金属端子2が配置されており、上型10Aにはシリンダ-(図示せず)により溶融された樹脂3を射出して成形金型10内に充填するノズル11が設けられている。圧縮バー4は上型10Aと下型10Bのそれぞれに引き込んだ状態から突出した状態に押し出し自在に設けられており、その押し出し作業は成形金型10内に射出して溶融された樹脂3が冷却されて固化する過程において、上型10Aと下型10Bとが連動して行う。また、この圧縮バー4は上型10Aと下型10Bにおいて押し出し自在となるようにインサート成形する都度、付着した樹脂3を除去し、その除去した樹脂3を再利用する。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
睦月電機株式会社
金属表面処理方法
22日前
睦月電機株式会社
金属端子と樹脂との複合体の製造方法
2か月前
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
東レ株式会社
フィルムの製造方法
8か月前
東レ株式会社
フィルムの製造方法
4か月前
グンゼ株式会社
ピン
11か月前
株式会社 型善
射出成形型
10日前
東レ株式会社
フィルムの製造方法
4か月前
株式会社カワタ
計量混合装置
6か月前
東レ株式会社
フィルムの製造方法。
4か月前
株式会社FTS
ロッド
10か月前
株式会社エフピコ
賦形シート
24日前
東レ株式会社
複合成形体の製造方法
1か月前
日機装株式会社
加圧システム
7か月前
個人
樹脂可塑化方法及び装置
10か月前
トヨタ自動車株式会社
射出装置
8か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
NOK株式会社
樹脂ゴム複合体
2か月前
株式会社FTS
成形装置
11か月前
株式会社漆原
シートの成形方法
6か月前
株式会社不二越
射出成形機
6か月前
株式会社コスメック
射出成形装置
6か月前
株式会社FTS
セパレータ
10か月前
株式会社日本製鋼所
監視システム
1日前
株式会社不二越
射出成形機
3か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
8か月前
株式会社リコー
画像形成システム
11か月前
株式会社神戸製鋼所
混練機
9か月前
トヨタ自動車株式会社
3Dプリンタ
11か月前
コイト電工株式会社
フレーム成形品
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ