TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025103200
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2023220407
出願日
2023-12-27
発明の名称
フィルムの製造方法
出願人
東レ株式会社
代理人
主分類
B29C
55/16 20060101AFI20250702BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】同時二軸延伸によるフィルムの製造方法で、クリップ把持体跡の形状からクリップの異常を検出し、クリップ異常によるフィルム破断の予兆を可能とするフィルムの製造方法を提供すること。
【解決手段】フィルムの幅方向両端部をクリップで把持しながら同時二軸延伸を行う工程(同時二軸延伸工程)を有するフィルムの製造方法であって、前記同時二軸延伸工程後にフィルム幅方向端部の形状を測定する工程(フィルム幅方向端部形状測定工程)を有しており、前記フィルム幅方向端部形状測定を連続的に行うフィルム製造方法。
【選択図】なし
特許請求の範囲
【請求項1】
フィルムの幅方向両端部をクリップで把持しながら同時二軸延伸を行う工程(同時二軸延伸工程)を有するフィルムの製造方法であって、前記同時二軸延伸工程後にフィルム幅方向端部の形状を測定する工程(フィルム幅方向端部形状測定工程)を有しており、前記フィルム幅方向端部形状測定を連続的に行うフィルム製造方法。
続きを表示(約 380 文字)
【請求項2】
前記フィルム幅方向端部形状測定により異常を検知する、請求項1に記載のフィルムの製造方法。
【請求項3】
前記フィルム幅方向端部形状測定において、フィルム幅方向端部形状が幅方向中央から幅方向端部に向かって凸形状となっている箇所の間隔が、前記同時二軸延伸工程の全クリップ間隔の平均値から±30%以上である場合に異常と検知する請求項1に記載のフィルムの製造方法。
【請求項4】
前記同時二軸延伸工程におけるフィルムの延伸倍率が縦(フィルム流れ方向)倍率と横(フィルム幅方向)倍率の合計延伸倍率が10.0倍以上25.0倍以下である請求項1または2に記載のフィルムの製造方法。
【請求項5】
前記フィルムがポリエチレンテレフタレートを主成分とするフィルムである請求項1または2に記載のフィルムの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明はフィルムの製造方法に関するものである。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
二軸延伸ポリエステルフィルムの製造において、同時二軸延伸方式で製造する方法は従来から知られている方法である。例えば特許文献1には、同時二軸延伸方式でフィルムを製造する方法において、フィルムの端部をクリップで把持しながら延伸する方法が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2001-180854号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の方法では、フィルム端部をクリップで把持しながら延伸する延伸工程において、フィルム破れが発生するという課題があった。
【0005】
本発明者らは、上記課題について鋭意検討した結果、フィルム延伸時に発生するフィルム破断は、フィルム延伸時にフィルムを把持するクリップの摩耗状態が影響することを見出した。本発明は、延伸工程におけるフィルム破断に繋がる摩耗が進んだクリップを早期に検出しフィルム破断の予兆が可能となるフィルムの製造方法を提供することをその課題とする。
【課題を解決するための手段】
【0006】
上記課題を解決するため、本発明は以下を特徴とする。
(1)フィルムの幅方向両端部をクリップで把持しながら同時二軸延伸を行う工程(同時二軸延伸工程)を有するフィルムの製造方法であって、前記同時二軸延伸工程後にフィルム幅方向端部の形状を測定する工程(フィルム幅方向端部形状測定工程)を有しており、前記フィルム幅方向端部形状測定を連続的に行うフィルム製造方法。
(2)前記フィルム幅方向端部形状測定により異常を検知する、(1)に記載のフィルムの製造方法。
(3)前記フィルム幅方向端部形状測定において、フィルム幅方向端部形状が幅方向中央から幅方向端部に向かって凸形状となっている箇所の間隔が、前記同時二軸延伸工程の全クリップ間隔の平均値から±30%以上である場合に異常と検知する(1)に記載のフィルムの製造方法。
(4)前記同時二軸延伸工程におけるフィルムの延伸倍率が縦(フィルム流れ方向)倍率と横(フィルム幅方向)倍率の合計延伸倍率が10.0倍以上25.0倍以下である(1)~(3)のいずれかに記載のフィルムの製造方法。
(5)フィルムの製膜速度が50m/min以上400m/min以下である(1)~(4)のいずれかに記載のフィルムの製造方法。
(6)前記フィルムがポリエチレンテレフタレートを主成分とするフィルムである(1)~(5)のいずれかに記載のフィルムの製造方法。
【発明の効果】
【0007】
本発明によれば、フィルム幅方向端部形状測定を連続的に行うことで、延伸工程においてフィルムの幅方向端部を把持するクリップの摩耗状態を検出することが可能となり、該当クリップの交換を迅速に行うことでフィルム破断を未然に防ぐことができる。
【図面の簡単な説明】
【0008】
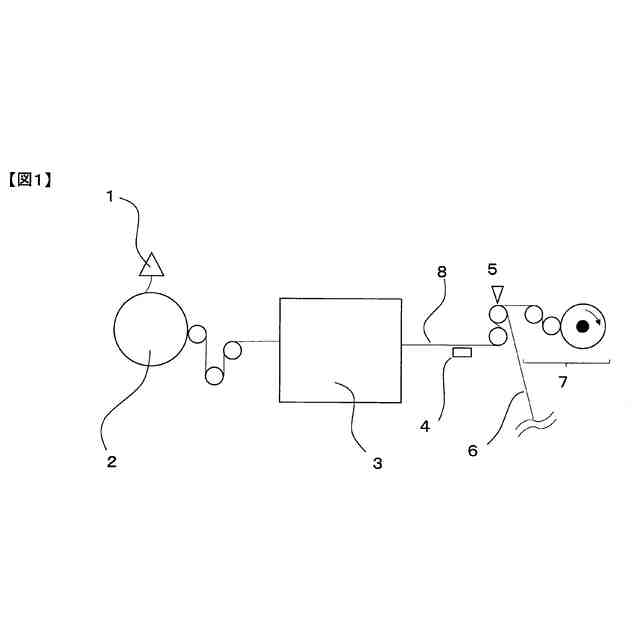
本発明のフィルムの製造方法の一例を示した概略図である。
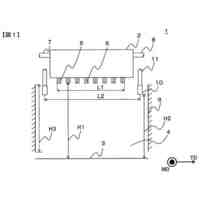
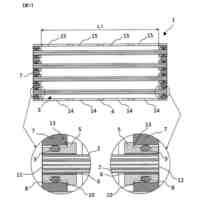
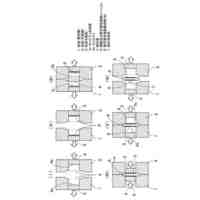
本発明のフィルムの製造方法におけるフィルム幅方向端部形状測定工程の概略図である。
【発明を実施するための形態】
【0009】
以下、本発明のフィルムの製造方法について具体的に説明する。
本発明は、フィルムの幅方向両端部をクリップで把持しながら同時二軸延伸を行う工程(同時二軸延伸工程)を有するフィルムの製造方法であって、前記同時二軸延伸工程後にフィルム幅方向端部の形状を測定する工程(フィルム幅方向端部形状測定工程)を有するフィルム製造方法に関する。フィルムの幅方向両端部をクリップで把持しながら同時二軸延伸する方法については、特に限られるものではないが、リニアモーター方式で駆動するステンター同時二軸延伸法が好ましく用いられる。
一般にステンターとは、加熱オーブン中に設けられていて、かつ、左右一対のレール上をフィルム幅方向両端部を把持しながら走行して、延伸処理や、弛緩あるいは定長での熱処理を行うのに用いられるものである。
【0010】
リニアモーター方式のステンターは、駆動可能なクリップが個別に2つありそれぞれがV
0
、V
1
の線速度で走行させる態様とした場合において、V
0
=V
1
の線速度にして同一速度でクリップを走行させる場合には固定熱処理が可能であり、あるいは、V
0
>V
1
の線速度にしてクリップが進むほど減速走行させる態様とした場合には、リラックス熱処理をすることができ、あるいはさらに、V
0
<V
1
の線速度にしてクリップが進むほど増速走行させる態様とした場合には、長手方向に延伸することができるものである。またV
0
<V
1
の線速度にしてクリップが進むほど増速走行させるとともに、ステンターレール幅を広げて幅方向にも長手方向にも同時に延伸することが可能な延伸機である。このような延伸機で延伸処理をすると、クリップが把持したフィルムの幅方向両端部は、クリップが把持した跡が延伸倍率や延伸温度条件に従って一定間隔で凹凸状に湾曲した形が形成される。本発明者ら鋭意検討したところ、この延伸時に用いるクリップが経時で摩耗しフィルムを確実に把持しきれずスリップなどが発生すると、フィルム端部に一定間隔で形成される凹凸形状、すなわち把持跡が一定間隔でなくなることを見出した。この摩耗してフィルムを確実に把持できなくなった異常クリップを放置しておくと、完全にフィルムを把持しきれなくなるいわゆるすり抜けの状態となり、フィルム破断といったトラブルの原因となる。したがって、同時二軸延伸工程後にフィルム幅方向端部の形状を測定する工程(フィルム幅方向端部形状測定工程)を有しており、前記フィルム幅方向端部形状測定を連続的に行うことで、クリップの摩耗状態を早期に検出することが可能となり、該当クリップの交換を迅速に行うことでフィルム破断を未然に防ぐことができる。特に、前記フィルム幅方向端部形状測定により異常を検知することが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
電池
16日前
東レ株式会社
化粧料
1か月前
東レ株式会社
浄水器
2か月前
東レ株式会社
防護服
1か月前
東レ株式会社
複合半透膜
3か月前
東レ株式会社
積層フィルム
2か月前
東レ株式会社
風車ブレード
3か月前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
黒色樹脂組成物
1か月前
東レ株式会社
無配向フィルム
1か月前
東レ株式会社
光透過性表皮材
1か月前
東レ株式会社
加飾用フィルム
1か月前
東レ株式会社
多孔質炭素シート
2か月前
東レ株式会社
貼合体の製造方法
1か月前
東レ株式会社
赤外線遮蔽構成体
1か月前
東レ株式会社
飛翔体用ブレード
1か月前
東レ株式会社
不織布の製造装置
1か月前
東レ株式会社
多層積層フィルム
2か月前
東レ株式会社
溶融紡糸口金パック
1か月前
東レ株式会社
サンドイッチ構造体
2か月前
東レ株式会社
車両用衝撃吸収部材
1か月前
東レ株式会社
繊維断面の検査方法
1か月前
東レ株式会社
遮熱性アクリル繊維
1か月前
東レ株式会社
太陽電池モジュール
1か月前
東レ株式会社
フィルムの製造装置
1か月前
東レ株式会社
テーパ付き円筒部材
1か月前
東レ株式会社
中空糸膜モジュール
1か月前
東レ株式会社
ポリエステルフィルム
1か月前
東レ株式会社
遠心ポッティング方法
29日前
東レ株式会社
ガス拡散層の製造方法
2か月前
東レ株式会社
引抜成形品の製造方法
3か月前
東レ株式会社
複合成形体の製造方法
2か月前
東レ株式会社
ポリエステルフィルム
2か月前
東レ株式会社
複合成形体の製造方法
1か月前
東レ株式会社
ポリプロピレンフィルム
1か月前
東レ株式会社
織物およびシート表皮材
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ