TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025155746
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2024206429
出願日
2024-11-27
発明の名称
フィルムの製造装置
出願人
東レ株式会社
代理人
弁理士法人栄光事務所
主分類
B29C
48/25 20190101AFI20251002BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】フィルム構成樹脂よりも低温で気体化する所定成分に起因して発生する液体や固体が吸引装置内に堆積することを抑制できるフィルムの製造装置を提供すること。
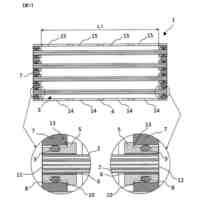
【解決手段】フィルムの製造装置は、フィルム構成樹脂と、フィルム構成樹脂よりも低温にて気体化する所定成分とが混合された樹脂混合物を用いてフィルムを製造する装置であって、所定成分を排出する排気口が幅方向(TD)の両端部に設けられた排気部材4と、幅方向(TD)に延びて、所定成分を排気部材4に流入させる流入領域5と、を備える。排気部材4における排気口11側の両端部は、流入領域5を介して排気部材4に流入する雰囲気に干渉しにくいように切り欠かれている。
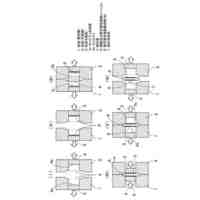
【選択図】図8
特許請求の範囲
【請求項1】
フィルム構成樹脂と、前記フィルム構成樹脂よりも低温にて気体化する所定成分とが混合された樹脂混合物を用いてフィルムを製造するフィルムの製造装置であって、
前記所定成分を排出する排気口が幅方向(TD)の両端部に設けられた排気部材と、
前記幅方向(TD)に延びて、前記所定成分を前記排気部材に流入させる流入領域と、を備え、
前記排気部材における前記排気口側の両端部は、前記流入領域を介して前記排気部材に流入する雰囲気に干渉しにくいように切り欠かれているフィルムの製造装置。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載のフィルムの製造装置であって、
前記排気部材における両端部は、前記フィルムの製造装置の外部の雰囲気が当該排気部材の内部に流入しにくいように、前記排気部材における幅方向中央側から見て雰囲気の流れ方向下流側から上流側に向かって後退するように切り欠かれている、
フィルムの製造装置。
【請求項3】
請求項1に記載のフィルムの製造装置であって、
前記排気部材において前記流入領域を介して雰囲気が流入する部位のうち前記排気口側の両端部は、前記流入領域を介して前記排気部材の内部に流入する雰囲気の流量が前記幅方向に亘って揃うように、前記流入領域の両端部が中央側よりも幅広となるように形成されている、
フィルムの製造装置。
【請求項4】
請求項3に記載のフィルムの製造装置であって、
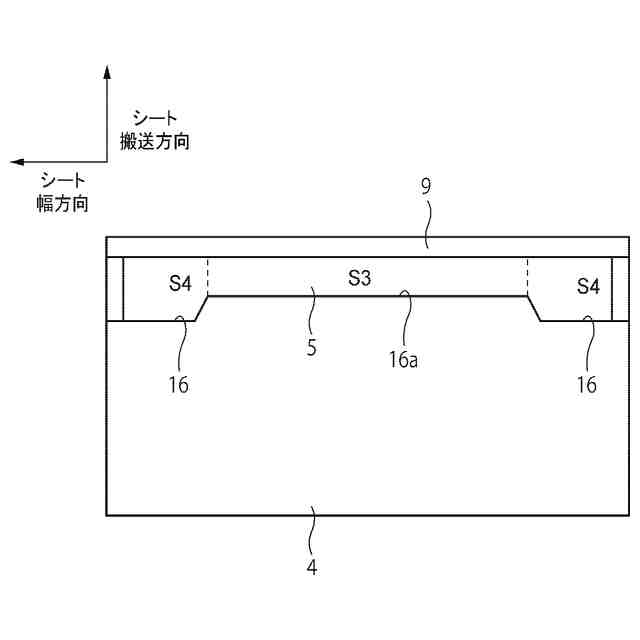
前記排気部材において前記流入領域が幅広となるように形成された前記幅方向(TD)両端の部位を拡幅部、両端の拡幅部の間の部位を平坦部とそれぞれ呼ぶと、これら拡幅部と平坦部との間には、前記拡幅部と前記平坦部との接続部位が鈍角となるように前記拡幅部と前記平坦部とを結ぶ平面状のテーパー部が形成されている、
フィルムの製造装置。
【請求項5】
請求項4に記載のフィルムの製造装置であって、
前記流入領域のうち、前記平坦部の投影領域の面積をS3、前記拡幅部及び前記テーパー部の投影領域の面積をS4とすると、比S4/(S3+S4)は、10以上20以下である、
フィルムの製造装置。
【請求項6】
請求項4に記載のフィルムの製造装置であって、
前記幅方向(TD)において、一対の前記拡幅部は、それぞれ、前記排気部材の開口長さのうち3~10%の長さに亘って形成されている、
フィルムの製造装置。
【請求項7】
前記樹脂混合物を吐出するための吐出口が設けられた口金と、
前記口金から吐出された樹脂混合物を冷却して固化しながら搬送するキャスト装置と、
前記口金から吐出された樹脂混合物と前記キャスト装置との間の減圧空間を覆い且つ前記吐出口よりも前記樹脂混合物の搬送方向(MD)の上流側に設けられて、内部の空気を吸引して前記樹脂混合物を前記キャスト装置に密着させる減圧チャンバと、をさらに備え、
請求項1に記載のフィルムの製造装置は、前記減圧チャンバにおける搬送方向上流側にて当該減圧チャンバの内部に付着した、前記所定成分に起因して発生する液滴及び固体のうち少なくとも一方を前記流入領域を介して吸引するように設けられている、
フィルムの製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フィルムの製造装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
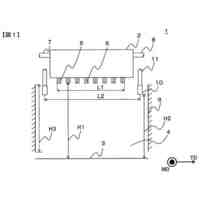
樹脂フィルムを製造する従来装置の中には、図11に示すように、フィルムを成形するための成形樹脂と該成形樹脂よりも融点が低い低融点樹脂とを含むシート材料207を吐出する吐出口206を有する口金201と、吐出口206から吐出されたシート材料207を搬送しながら冷却して固化するキャスト装置202と、吐出口206よりもシート搬送方向上流側に配置され、シート材料207とキャスト装置202との間の空間を覆い、空気を吸引して減圧空間を形成する減圧チャンバ203と、を備えるものがある(例えば、特許文献1を参照)。この減圧チャンバ203を用いてシート材料207の背面側の雰囲気を減圧することにより、シート材料207がキャスト装置202に密着する。
【0003】
特許文献1に記載の装置では、シート材料207が吐出口206からキャスト装置202に向けて吐出され、シート材料207の両端部よりもシート幅方向外側に配置された吸引管210の吸引口208から空間の空気を吸引することでシート材料207をキャスト装置202に密着させて、キャスト装置202でシート材料207を搬送しながら冷却・固化する方法が採られている。なお、樹脂フィルムは、シート材料207がキャスト装置202により搬送される搬送先にて不図示の装置によって延伸される工程及び前記低融点樹脂を抽出する工程が行われて、微多孔を有するフィルムとして完成される。
【先行技術文献】
【特許文献】
【0004】
特開2023-020052号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、近年の樹脂フィルムの生産量の増加に伴い、シート材料の吐出量を増加させたり、連続して製膜する時間を延ばしたりすることが強く望まれている。一方、シート材料の吐出量の増加や連続製膜時間の延長は、シート材料中の低融点樹脂や希釈剤、添加剤由来のガスが液化(以下、これら液化したものを「液滴」ともいう)する機会を増やすことにもなる。この液滴が、吸引口や減圧チャンバ内に堆積し飛散すると、樹脂シートや樹脂フィルムの欠点や樹脂シートや樹脂フィルムの破れを引き起こす原因となる。
【0006】
本発明は、上述した状況を鑑みてなされたものであり、その目的は、フィルム構成樹脂よりも低温で気体化する所定成分に起因して発生する液体や固体が吸引装置内に堆積することを抑制できるフィルムの製造装置を提供することにある。
【課題を解決するための手段】
【0007】
上述した課題を解決する本開示のフィルムの製造装置は、フィルム構成樹脂と、前記フィルム構成樹脂よりも低温にて気体化する所定成分とが混合された樹脂混合物を用いてフィルムを製造するフィルムの製造装置であって、前記所定成分を排出する排気口が幅方向(TD)の両端部に設けられた排気部材と、前記幅方向(TD)に延びて、前記所定成分を前記排気部材に流入させる流入領域と、を備え、前記排気部材における前記排気口側の両端部は、前記流入領域を介して前記排気部材に流入する雰囲気に干渉しにくいように切り欠かれている。
【0008】
また、本開示のフィルムの製造装置は、前記排気部材における両端部は、前記フィルムの製造装置の外部の雰囲気が当該排気部材の内部に流入しにくいように、前記排気部材における幅方向中央側から見て雰囲気の流れ方向下流側から上流側に向かって後退するように切り欠かれている、ことが好ましい。
【0009】
また、本開示のフィルムの製造装置は、前記排気部材において前記流入領域を介して雰囲気が流入する部位のうち前記排気口側の両端部は、前記流入領域を介して前記排気部材の内部に流入する雰囲気の流量が前記幅方向に亘って揃うように、前記流入領域の両端部が中央側よりも幅広となるように形成されている、ことが好ましい。
【0010】
また、本開示のフィルムの製造装置は、前記排気部材において前記流入領域が幅広となるように形成された前記幅方向(TD)両端の部位を拡幅部、両端の拡幅部の間の部位を平坦部とそれぞれ呼ぶと、これら拡幅部と平坦部との間には、前記拡幅部と前記平坦部との接続部位が鈍角となるように前記拡幅部と前記平坦部とを結ぶ平面状のテーパー部が形成されている、ことが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
電池
14日前
東レ株式会社
化粧料
1か月前
東レ株式会社
浄水器
2か月前
東レ株式会社
防護服
1か月前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
黒色樹脂組成物
1か月前
東レ株式会社
光透過性表皮材
1か月前
東レ株式会社
無配向フィルム
1か月前
東レ株式会社
加飾用フィルム
1か月前
東レ株式会社
飛翔体用ブレード
1か月前
東レ株式会社
多層積層フィルム
2か月前
東レ株式会社
多孔質炭素シート
2か月前
東レ株式会社
貼合体の製造方法
1か月前
東レ株式会社
赤外線遮蔽構成体
1か月前
東レ株式会社
不織布の製造装置
1か月前
東レ株式会社
テーパ付き円筒部材
1か月前
東レ株式会社
太陽電池モジュール
1か月前
東レ株式会社
繊維断面の検査方法
1か月前
東レ株式会社
遮熱性アクリル繊維
1か月前
東レ株式会社
フィルムの製造装置
1か月前
東レ株式会社
溶融紡糸口金パック
1か月前
東レ株式会社
車両用衝撃吸収部材
1か月前
東レ株式会社
中空糸膜モジュール
1か月前
東レ株式会社
サンドイッチ構造体
2か月前
東レ株式会社
複合成形体の製造方法
1か月前
東レ株式会社
遠心ポッティング方法
27日前
東レ株式会社
ガス拡散層の製造方法
2か月前
東レ株式会社
ポリエステルフィルム
1か月前
東レ株式会社
ポリエステルフィルム
2か月前
東レ株式会社
複合成形体の製造方法
2か月前
東レ株式会社
織物およびシート表皮材
2か月前
東レ株式会社
ポリプロピレンフィルム
1か月前
東レ株式会社
プラスチック光ファイバ
2か月前
東レ株式会社
織物および織物プリプレグ
2か月前
東レ株式会社
ゴム補強用合成繊維コード
2か月前
東レ株式会社
ゴム補強用合成繊維コード
2か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ