TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025155994
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2025037979
出願日
2025-03-11
発明の名称
貼合体の製造方法
出願人
東レ株式会社
代理人
主分類
G02B
5/30 20060101AFI20251002BHJP(光学)
要約
【課題】 本発明は、複雑な曲面形状のガラスに貼り付けた場合においても外観不良を抑制することができる貼合体の製造方法を提供することを課題とする。
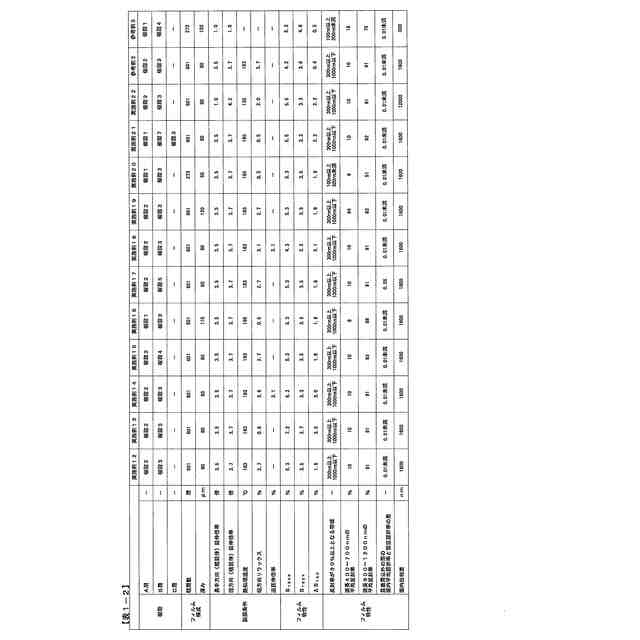
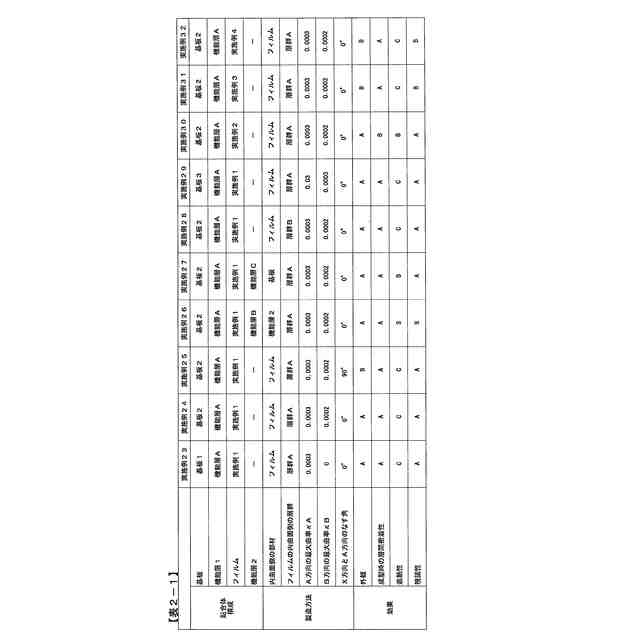
【解決手段】 基板上にフィルムを貼付する貼付工程を有する、貼合体の製造方法であって、前記フィルムが、主成分の異なる2種類以上の熱可塑性樹脂層が規則的に51層以上2001層以下積層された構成を有し、前記フィルムの150℃での収縮率S
150
(%)が最も大きい方向をX方向、前記X方向にフィルム面内で直交する方向をY方向、150℃でのX方向の収縮率をS
150X
(%)、150℃でのY方向の収縮率をS
150Y
(%)、S
150X
-S
150Y
をΔS
150
としたときに、0.7≦ΔS
150
≦10.0を満たし、前記貼付工程後における、前記フィルムのX方向の最大曲率が0.0001以上0.1以下である、貼合体の製造方法。
【選択図】なし
特許請求の範囲
【請求項1】
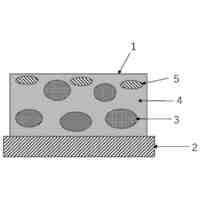
基板上にフィルムを貼付する貼付工程を有する、貼合体の製造方法であって、
前記フィルムが、主成分の異なる2種類以上の熱可塑性樹脂層が規則的に51層以上2001層以下積層された構成を有し、
前記フィルムの150℃での収縮率S
150
(%)が最も大きい方向をX方向、前記X方向にフィルム面内で直交する方向をY方向、150℃でのX方向の収縮率をS
150X
(%)、150℃でのY方向の収縮率をS
150Y
(%)、S
150X
-S
150Y
をΔS
150
としたときに、0.7≦ΔS
150
≦10.0を満たし、
前記貼付工程後における、前記フィルムのX方向の最大曲率が0.0001以上0.1以下である、貼合体の製造方法。
続きを表示(約 890 文字)
【請求項2】
前記貼合体の曲率が最大となる方向をA方向としたときに、前記X方向と前記A方向のなす角が0°以上30°以下である、請求項1に記載の貼合体の製造方法。
【請求項3】
前記フィルムが、0.1≦S
150X
<2.5かつ-0.6≦S
150Y
<1.8を満たす、請求項1または2に記載の貼合体の製造方法。
【請求項4】
前記A方向における最大曲率κAが0.0001以上0.0050以下である、請求項3に記載の貼合体の製造方法。
【請求項5】
前記フィルムが、4.0≦S
150X
≦20.0かつ3.3≦S
150Y
≦19.7を満たす、請求項1または2に記載の貼合体の製造方法。
【請求項6】
前記A方向における最大曲率κAが0.0050より大きく0.1以下である、請求項5に記載の貼合体の製造方法。
【請求項7】
前記フィルムが機能層を有する、請求項1または2に記載の貼合体の製造方法。
【請求項8】
前記フィルムへ波長300~2500nmの光を入射角度10°で入射させた際に、波長幅20nm以上1000nm以下にわたって30%以上110%以下の反射率が連続する反射帯域を有する、請求項1または2に記載の貼合体の製造方法。
【請求項9】
前記フィルムの、波長400~700nmにおける平均反射率が0%以上15%以下、かつ波長900~1200nmにおける平均反射率が70%以上110%以下である、請求項1または2に記載の貼合体の製造方法。
【請求項10】
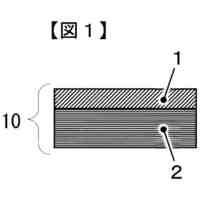
前記フィルムの厚みをDとし、一方の面からD/2の位置で2分される層群のうち、各層群を構成する層の平均層厚みが小さい層群を層群A、厚い層群を層群Bとしたときに、
前記貼付工程において、内曲面側が層群Aとなるように前記フィルムを配置する、請求項1または2に記載の貼合体の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、貼合体の製造方法、ウインドウ、情報表示装置、及び配向フィルムに関する。
続きを表示(約 4,500 文字)
【背景技術】
【0002】
携帯電話、パソコンの筐体、電化製品、家具、建物や自動車など、外装に対する意匠性が要求される製品は多く、また、近年これらの製品における意匠性に対する要求も高まっている。これらの製品へ意匠性を付与する方法としては、例えば、塗装や印刷を施したり、着色されたフィルムを貼着したり、印刷されたフィルムの印刷面を基材上に転写したりする方法等が知られている。さらにこれらの製品では、意匠性への要求に加えて外装に対する機能性の要求も高まっており、例えば、熱線反射性、熱線吸収性、ガスバリア性、粘着性、導電性などの機能をさらに付与した基材を、加熱工程を経て製品に付与する方法が知られている。
【0003】
特に近年意匠性に加え、環境保護による二酸化炭素排出規制を受けて、夏場の外部、特に太陽光による熱の流入を抑制できる熱線カットガラスが注目されており、これを自動車や電車などの乗り物、建物のウインドウに用いる試みがなされている。このような熱線カットガラスを得る一例として、例えば、意匠性のある形状を有するガラスに熱線をカットする機能を有する基材を加熱により貼付する方法や、熱線をカットする機能を有する基材をガラスに貼付してから加熱して意匠性のある形状を付与する方法などがある。熱線をカットする機能を有する基材とは、熱線吸収材含有層を有する基材やスパッタなどにより金属膜を形成した基材、熱線をカットするように複数の熱可塑性樹脂層を積層した基材などがある。
【0004】
このような熱線カットガラスは、通常、人の目に触れる場所に使われるため外観が重要となる。さらに、意匠性に対する要求の高まりにより、複数の曲面を有していたり、曲面の曲率が大きくなったりするなど、ガラスの形状も複雑化しているため、貼付するフィルム等の基材もこの形状に追従する必要がある。例えば、追従性の不足により、曲面を有するガラスにフィルム等の基材を貼付する場合にシワが発生したり、フィルム等の基材をガラスに貼付してから形状付与する場合にフィルムに凹凸状の歪みが発生したりすることで、外観を損なうという問題が知られている。上記問題の原因としては、例えば、加工条件におけるフィルムの熱収縮率不足が知られており、その熱収縮率を制御することが提案されている(例えば特許文献1、2)。
【先行技術文献】
【特許文献】
【0005】
国際公開第2013/137288号
特開2012-81748号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1および2の提案はフィルムの全ての方向における熱収縮率を大きくし、かつ合わせガラス化後の凹凸ムラ抑制(外観良化)に特化したものである。そのため、フィルムを貼付する工程により得られる貼合体や、複雑な曲面形状を有する基板の外観抑制に対しては十分に検討がなされていない。そこで本発明は、複雑な曲面形状のガラスに貼り付けた場合においても外観不良を抑制することができる貼合体の製造方法、およびその貼合体の製造方法に好適に用いることができる配向フィルムを提供することを課題とする。
【課題を解決するための手段】
【0007】
上記課題を解決するため、本発明は以下の構成よりなる。
(1) 基板上にフィルムを貼付する貼付工程を有する、貼合体の製造方法であって、前記フィルムが、主成分の異なる2種類以上の熱可塑性樹脂層が規則的に51層以上2001層以下積層された構成を有し、前記フィルムの150℃での収縮率S
150
(%)が最も大きい方向をX方向、前記X方向にフィルム面内で直交する方向をY方向、150℃でのX方向の収縮率をS
150X
(%)、150℃でのY方向の収縮率をS
150Y
(%)、S
150X
-S
150Y
をΔS
150
としたときに、0.7≦ΔS
150
≦10.0を満たし、前記貼付工程後における、前記フィルムのX方向の最大曲率が0.0001以上0.1以下である、貼合体の製造方法。
(2) 前記貼合体の曲率が最大となる方向をA方向としたときに、前記X方向と前記A方向のなす角が0°以上30°以下である、(1)に記載の貼合体の製造方法。
(3) 前記フィルムが、0.1≦S
150X
<2.5かつ-0.6≦S
150Y
<1.8を満たす、(1)または(2)に記載の貼合体の製造方法。
(4) 前記A方向における最大曲率κAが0.0001以上0.0050以下である、(3)に記載の貼合体の製造方法。
(5) 前記フィルムが、4.0≦S
150X
≦20.0かつ3.3≦S
150Y
≦19.7を満たす、(1)~(4)のいずれかに記載の貼合体の製造方法。
(6) 前記A方向における最大曲率κAが0.0050より大きく0.1以下である、(5)に記載の貼合体の製造方法。
(7) 前記フィルムが機能層を有する、(1)~(6)のいずれかに記載の貼合体の製造方法。
(8) 前記フィルムへ波長300~2500nmの光を入射角度10°で入射させた際に、波長幅20nm以上1000nm以下にわたって30%以上110%以下の反射率が連続する反射帯域を有する、(1)~(7)のいずれかに記載の貼合体の製造方法。
(9) 前記フィルムの、波長400~700nmにおける平均反射率が0%以上15%以下、かつ波長900~1200nmにおける平均反射率が70%以上110%以下である、(1)~(8)のいずれかに記載の貼合体の製造方法。
(10) 前記フィルムの厚みをDとし、一方の面からD/2の位置で2分される層群のうち、各層群を構成する層の平均層厚みが小さい層群を層群A、厚い層群を層群Bとしたときに、前記貼付工程において、内曲面側が層群Aとなるように前記フィルムを配置する、(1)~(9)のいずれかに記載の貼合体の製造方法。
(11) (1)~(10)のいずれかに記載の貼合体の製造方法により得られる貼合体を具備する、ウインドウ。
(12) (1)~(10)のいずれかに記載の貼合体の製造方法により得られる貼合体を具備する、情報表示装置。
(13) 主成分の異なる2種類以上の熱可塑性樹脂層が規則的に51層以上2001層以下積層された構成を有し、150℃での収縮率S
150
(%)が最も大きい方向をX方向、前記X方向にフィルム面内で直交する方向をY方向、150℃でのX方向の収縮率をS
150X
(%)、150℃でのY方向の収縮率をS
150Y
(%)、S
150X
-S
150Y
をΔS
150
としたときに、0.7≦ΔS
150
≦10.0を満たす、配向フィルム。
(14) 前記熱可塑性樹脂層がいずれもポリエステル樹脂を含んでなる、(13)に記載の配向フィルム。
(15) 前記フィルムの両側の最表層が同一の層であり、前記最表層の主成分である熱可塑性樹脂のガラス転移温度が、前記フィルムを構成する熱可塑性樹脂層の主成分の中で最も高い、(13)または(14)に記載の配向フィルム。
(16) 前記配向フィルムの最も高いガラス転移温度が90℃以上140℃以下である、(13)~(15)のいずれかに記載の配向フィルム。
(17) 前記フィルムを構成する最表層以外の層のうち、少なくとも一つの層において、面内平均屈折率と面直屈折率の差が0.01以上0.30以下である、(13)~(16)のいずれかに記載の配向フィルム。
(18) 面内位相差が1500nm以上10000nm以下である、(13)~(17)のいずれかに記載の配向フィルム。
(19) 0.1≦S
150X
<2.5かつ-0.6≦S
150Y
<1.8を満たす、請求項(13)~(18)のいずれかに記載の配向フィルム。
(20) 4.0≦S
150X
≦20.0かつ3.3≦S
150Y
≦19.7を満たす、(13)~(19)のいずれかに記載の配向フィルム。
(21) 波長300~2500nmの光を入射角度10°で入射させた際に、波長幅20nm以上1000nm以下にわたって30%以上110%以下の反射率が連続する反射帯域を有する、(13)~(20)のいずれかに記載の配向フィルム。
(22) 波長400~700nmにおける平均反射率が0%以上15%以下、波長900~1200nmにおける平均反射率が70%以上110%以下である、(13)~(21)のいずれかに記載の配向フィルム。
【発明の効果】
【0008】
本発明により、複雑な曲面形状のガラスにフィルムを貼り付けた場合においても外観不良を抑制することができる貼合体の製造方法、およびその貼合体の製造方法に好適に用いることができる配向フィルムを提供することができる。
【発明を実施するための形態】
【0009】
以下に本発明について詳細に述べるが、本発明は以下の実施例を含む具体的な実施の形態に限定して解釈されるものではなく、発明の目的を達成できて、かつ発明の要旨を逸脱しない範囲内において種々の変更を施した態様は、本発明の範囲に含まれる。
【0010】
本発明の貼合体の製造方法は、基板上にフィルムを貼付する貼付工程を有する、貼合体の製造方法であって、前記フィルムが、主成分の異なる2種類以上の熱可塑性樹脂層が規則的に51層以上2001層以下積層された構成を有し、前記フィルムの150℃での収縮率S
150
(%)が最も大きい方向をX方向、前記X方向にフィルム面内で直交する方向をY方向、150℃でのX方向の収縮率をS
150X
(%)、150℃でのY方向の収縮率をS
150Y
(%)、S
150X
-S
150Y
をΔS
150
としたときに、0.7≦ΔS
150
≦10.0を満たし、前記貼付工程後における、前記フィルムのX方向の最大曲率が0.0001以上0.1以下である、貼合体の製造方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
電池
16日前
東レ株式会社
浄水器
2か月前
東レ株式会社
防護服
1か月前
東レ株式会社
化粧料
1か月前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
無配向フィルム
1か月前
東レ株式会社
加飾用フィルム
1か月前
東レ株式会社
黒色樹脂組成物
1か月前
東レ株式会社
光透過性表皮材
1か月前
東レ株式会社
飛翔体用ブレード
1か月前
東レ株式会社
多層積層フィルム
2か月前
東レ株式会社
貼合体の製造方法
1か月前
東レ株式会社
不織布の製造装置
1か月前
東レ株式会社
赤外線遮蔽構成体
1か月前
東レ株式会社
車両用衝撃吸収部材
1か月前
東レ株式会社
遮熱性アクリル繊維
1か月前
東レ株式会社
太陽電池モジュール
1か月前
東レ株式会社
フィルムの製造装置
1か月前
東レ株式会社
溶融紡糸口金パック
1か月前
東レ株式会社
繊維断面の検査方法
1か月前
東レ株式会社
中空糸膜モジュール
1か月前
東レ株式会社
テーパ付き円筒部材
1か月前
東レ株式会社
遠心ポッティング方法
29日前
東レ株式会社
複合成形体の製造方法
2か月前
東レ株式会社
ポリエステルフィルム
1か月前
東レ株式会社
複合成形体の製造方法
1か月前
東レ株式会社
ポリエステルフィルム
2か月前
東レ株式会社
ポリプロピレンフィルム
1か月前
東レ株式会社
ゴム補強用合成繊維コード
2か月前
東レ株式会社
ゴム補強用合成繊維コード
2か月前
東レ株式会社
着色樹脂組成物および着色膜
1か月前
東レ株式会社
糸送り装置および糸送り方法
1か月前
東レ株式会社
先端に凸面を有する光ファイバ
2か月前
東レ株式会社
ポリエステル組成物の製造方法
2か月前
東レ株式会社
ポリオレフィン系樹脂発泡シート
21日前
東レ株式会社
二軸配向ポリオレフィンフィルム
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ