TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025137410
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2025011281
出願日
2025-01-27
発明の名称
複合成形体の製造方法
出願人
東レ株式会社
代理人
個人
,
個人
主分類
B29C
45/14 20060101AFI20250911BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】高接合強度と高位置精度を有するとともに生産性を改善した複合成形体を製造可能な方法を提供する。
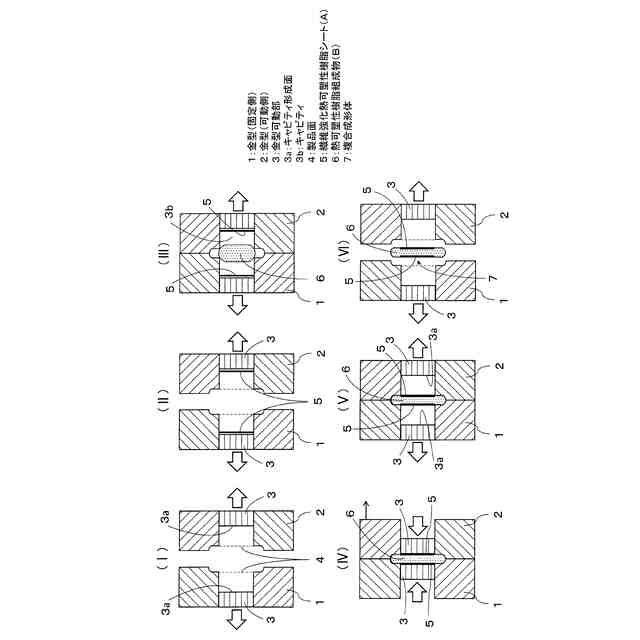
【解決手段】強化繊維と熱可塑性樹脂とからなる繊維強化熱可塑性樹脂シート(A)と熱可塑性樹脂組成物(B)とを金型内で一体化して複合成形体を製造する方法であって、金型が、そのキャビティ形成面の少なくとも一部が複合成形体の製品面に対し接近、離反する方向に移動可能に構成されており、製品面から離反したオフセット位置にあるキャビティ形成面に繊維強化熱可塑性樹脂シート(A)を配置する第1工程、溶融した熱可塑性樹脂組成物(B)を金型のキャビティ内に射出を開始する第2工程、オフセットされたキャビティ形成面を製品面に接近させ該キャビティ形成面に配置されている繊維強化熱可塑性樹脂シート(A)を熱可塑性樹脂組成物(B)と溶着により一体化する第3工程を有する複合成形体の製造方法。
【選択図】図1
特許請求の範囲
【請求項1】
強化繊維と熱可塑性樹脂とからなる繊維強化熱可塑性樹脂シート(A)と熱可塑性樹脂組成物(B)とを金型内で一体化して複合成形体を製造する方法であって、金型が、そのキャビティ形成面の少なくとも一部が複合成形体の製品面に対し接近、離反する方向に移動可能に構成されており、製品面から離反したオフセット位置にあるキャビティ形成面に繊維強化熱可塑性樹脂シート(A)を配置する第1工程、溶融した熱可塑性樹脂組成物(B)を金型のキャビティ内に射出を開始する第2工程、オフセットされたキャビティ形成面を製品面に接近させ該キャビティ形成面に配置されている繊維強化熱可塑性樹脂シート(A)を熱可塑性樹脂組成物(B)と溶着により一体化する第3工程を有することを特徴とする複合成形体の製造方法。
続きを表示(約 670 文字)
【請求項2】
前記強化繊維が一方向に配向された連続繊維からなる、請求項1に記載の複合成形体の製造方法。
【請求項3】
複合成形体における繊維強化熱可塑性樹脂シート(A)の貼り付け面が湾曲面を有する、請求項1または2に記載の複合成形体の製造方法。
【請求項4】
前記繊維強化熱可塑性樹脂シート(A)を金型内で三次元形状に賦形するとともに熱可塑性樹脂組成物(B)と一体化する、請求項1または2に記載の複合成形体の製造方法
【請求項5】
前記繊維強化熱可塑性樹脂シート(A)が切り込みを有している、請求項1または2に記載の複合成形体の製造方法。
【請求項6】
前記繊維強化熱可塑性樹脂シート(A)がポリアミド系樹脂またはポリフェニレンスルフィド系樹脂からなる、請求項1または2に記載の複合成形体の製造方法。
【請求項7】
前記熱可塑性樹脂組成物(B)がポリアミド系樹脂またはポリフェニレンスルフィド系樹脂からなる、請求項1または2に記載の複合成形体の製造方法。
【請求項8】
前記強化繊維が炭素繊維を含む、請求項1または2に記載の複合成形体の製造方法。
【請求項9】
前記熱可塑性樹脂組成物(B)が熱可塑性樹脂と炭素繊維を含む、請求項1または2に記載の複合成形体の製造方法。
【請求項10】
オフセット長さが1~20mmである、請求項1または2に記載の複合成形体の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、複合成形体の製造方法に関し、とくに、強化繊維と熱可塑性樹脂からなる繊維強化熱可塑性樹脂シートと熱可塑性樹脂組成物とを、複雑な3次元形状でかつ高度に溶着させることが可能な複合成形体の製造方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
繊維強化熱可塑性樹脂(FRTP)基材と他の熱可塑性樹脂成形体とを一体化した複合成形体の製造方法は各種知られている。複雑な形状を有する複合成形体を製造する場合、FRTP基材を三次元形状に予備賦形し、それを射出成形金型内にインサートして、樹脂を射出して複合成形体を得る方法が一般的である。しかしこの方法は、予備賦形工程が必要になるので、成形プロセスが複雑となる。
【0003】
これに対し、例えば特許文献1には、金型内に2枚のシート状インサート材を供給し可動ピンにて固定し、2枚のインサート材の間に成形樹脂を供給後、金型にて圧縮し一体化する複合成形品の製造方法が開示されている。特許文献2には、連続強化繊維と熱可塑性樹脂Aとを含むFRP基材を金型のスリット部から挿入し、金型のキャビティに沿わせた後、熱可塑性樹脂Bを金型内に射出充填して成形することを特徴とする射出インサート成形方法が開示されている。
【0004】
特許文献3には、複合材シートを3枚以上金型内に供給し、それぞれシートを抑えピンで保持した後、成形材料を複合シートとの間に供給し一体化、且つ複合材シートに曲がり角度を付与することを特徴とする複合成形品の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2018-130854号公報
WO2017115650号公報
特開2019-104138号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1に記載の発明では、金型内にインサート物を固定する場合、インサート物の一部に穴を空ける必要があり、全面をインサート面にすることが難しい。特許文献2では、金型を閉じた状態にし、スリット部からFRP基材をキャビティ内に挿入し基材を固定しているが、基材の適用部分を限定することが難しく、且つ両面にFRP基材を配置することが難しい。特許文献3には、複数枚のFRP基材を金型に供給し抑えピンによりそれぞれの基材を固定しているが、精度よく一体化することが難しい。
【0007】
そこで本発明の課題は、上記のような従来技術における問題点に着目し、繊維強化熱可塑性樹脂シート適用部分の金型は製品面からオフセットしておき、射出される熱可塑性樹脂組成物との一体化を可能にし、高接合強度と高位置精度を有するとともに生産性を改善した複合成形体を製造可能な方法を提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明では以下の構成を採用する。
(1)強化繊維と熱可塑性樹脂とからなる繊維強化熱可塑性樹脂シート(A)と熱可塑性樹脂組成物(B)とを金型内で一体化して複合成形体を製造する方法であって、金型が、そのキャビティ形成面の少なくとも一部が複合成形体の製品面に対し接近、離反する方向に移動可能に構成されており、製品面から離反したオフセット位置にあるキャビティ形成面に繊維強化熱可塑性樹脂シート(A)を配置する第1工程、溶融した熱可塑性樹脂組成物(B)を金型のキャビティ内に射出を開始する第2工程、オフセットされたキャビティ形成面を製品面に接近させ該キャビティ形成面に配置されている繊維強化熱可塑性樹脂シート(A)を熱可塑性樹脂組成物(B)と溶着により一体化する第3工程を有することを特徴とする複合成形体の製造方法、
(2)前記強化繊維が一方向に配向された連続繊維からなる、(1)に記載の複合成形体の製造方法、
(3)複合成形体における繊維強化熱可塑性樹脂シート(A)の貼り付け面が湾曲面を有する、(1)または(2)に記載の複合成形体の製造方法、
(4)前記繊維強化熱可塑性樹脂シート(A)を金型内で三次元形状に賦形するとともに熱可塑性樹脂組成物(B)と一体化する、(1)~(3)のいずれかに記載の複合成形体の製造方法、
(5)前記繊維強化熱可塑性樹脂シート(A)が切り込みを有している、(1)~(4)のいずれかに記載の複合成形体の製造方法。
(6)前記繊維強化熱可塑性樹脂シート(A)がポリアミド系樹脂またはポリフェニレンスルフィド系樹脂からなる、(1)~(5)のいずれかに記載の複合成形体の製造方法。
(7)前記熱可塑性樹脂組成物(B)がポリアミド系樹脂またはポリフェニレンスルフィド系樹脂からなる、(1)~(6)のいずれかに記載の複合成形体の製造方法。
(8)前記強化繊維が炭素繊維を含む、(1)~(7)のいずれかに記載の複合成形体の製造方法、
(9)前記熱可塑性樹脂組成物(B)が熱可塑性樹脂と炭素繊維を含む、(1)~(8)のいずれかに記載の複合成形体の製造方法、
(10)オフセット長さが1~20mmである、(1)~(9)のいずれかに記載の複合成形体の製造方法。
(11)前記繊維強化熱可塑性樹脂シート(A)を2枚用いて金型内で向かい合った位置に配置する、(1)~(10)のいずれかに記載の複合成形体の製造方法。
【発明の効果】
【0009】
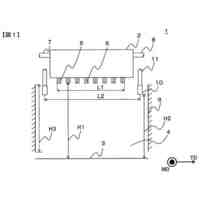
このように、本発明に係る複合成形体の製造方法によれば、強化繊維と熱可塑性樹脂とからなる繊維強化熱可塑性樹脂シート(A)と熱可塑性樹脂組成物(B)とを一体化して複合成形体を製造する方法において、製品面に対して部分的にオフセットされた位置にある金型のキャビティ形成面に繊維強化熱可塑性樹脂シート(A)を設置する第1工程、溶融した熱可塑性樹脂組成物(B)をキャビティ内に射出する第2工程、部分的にオフセットされた金型のキャビティ形成面を製品面まで前進させる第3工程を有することにより、複合成形体における繊維強化熱可塑性樹脂シート(A)の貼り合わせ一体化の位置精度を向上させるとともに、熱可塑性樹脂組成物(B)の回り込みを防止することができ、複合成形体の優れた力学特性と成形性を両立する複合成形体を得ることができる。
【図面の簡単な説明】
【0010】
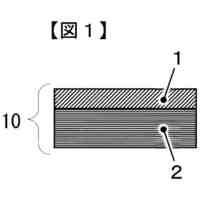
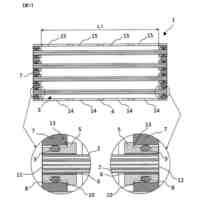
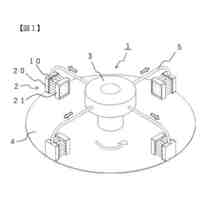
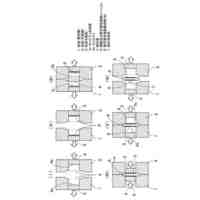
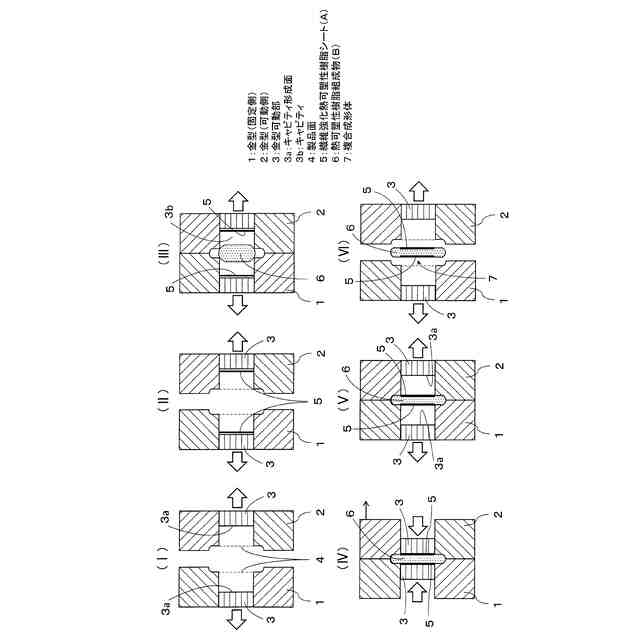
本発明の一実施態様に係る複合成形体の製造方法を示す模式図である。
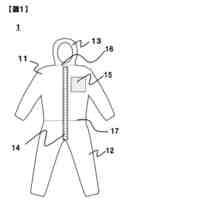
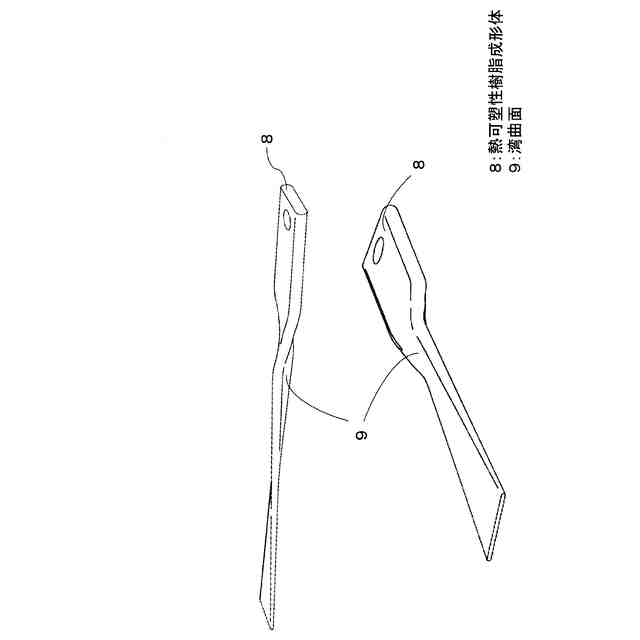
複雑な三次元形状を有する熱可塑性樹脂成形体の一例を示す模式図である。
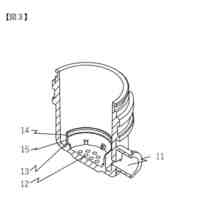
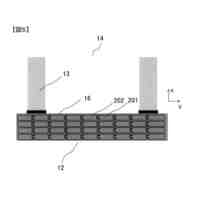
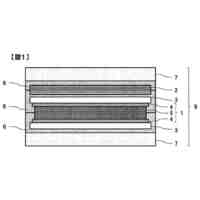
複合成形体の一例を示す模式図である。
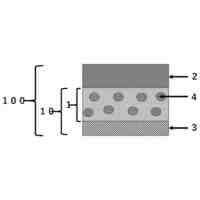
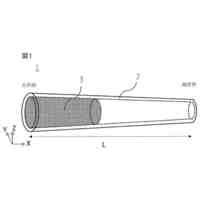
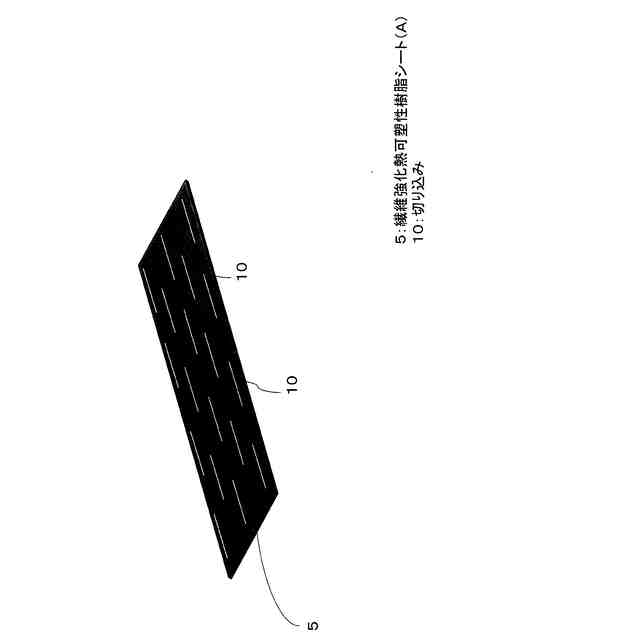
切り込みを有する連続繊維強化熱可塑性樹脂シートの一例を示す概略斜視図である。
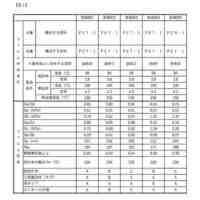
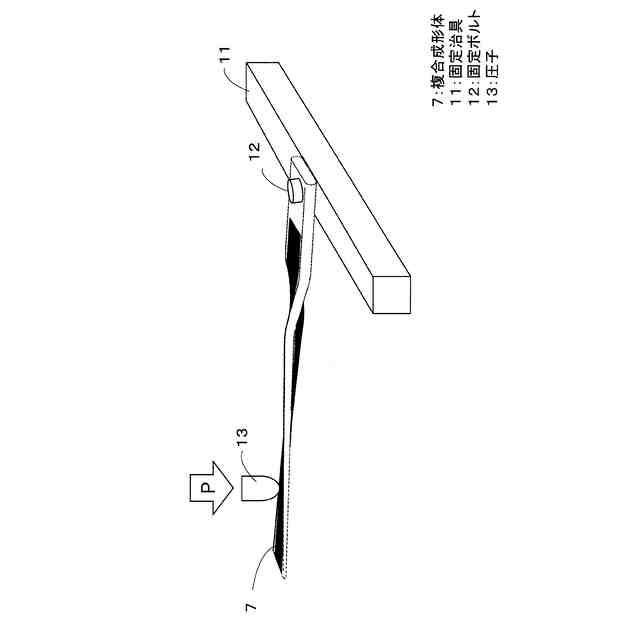
複合成形体の剛性試験を示す模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
電池
14日前
東レ株式会社
防護服
1か月前
東レ株式会社
浄水器
2か月前
東レ株式会社
化粧料
1か月前
東レ株式会社
複合半透膜
3か月前
東レ株式会社
風車ブレード
3か月前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
積層フィルム
2か月前
東レ株式会社
加飾用フィルム
1か月前
東レ株式会社
黒色樹脂組成物
1か月前
東レ株式会社
光透過性表皮材
1か月前
東レ株式会社
無配向フィルム
1か月前
東レ株式会社
不織布の製造装置
1か月前
東レ株式会社
多孔質炭素シート
2か月前
東レ株式会社
貼合体の製造方法
1か月前
東レ株式会社
赤外線遮蔽構成体
1か月前
東レ株式会社
多層積層フィルム
2か月前
東レ株式会社
飛翔体用ブレード
1か月前
東レ株式会社
フィルムの製造装置
1か月前
東レ株式会社
車両用衝撃吸収部材
1か月前
東レ株式会社
溶融紡糸口金パック
1か月前
東レ株式会社
遮熱性アクリル繊維
1か月前
東レ株式会社
サンドイッチ構造体
2か月前
東レ株式会社
テーパ付き円筒部材
1か月前
東レ株式会社
繊維断面の検査方法
1か月前
東レ株式会社
中空糸膜モジュール
1か月前
東レ株式会社
熱硬化性樹脂組成物
3か月前
東レ株式会社
太陽電池モジュール
1か月前
東レ株式会社
ポリエステルフィルム
1か月前
東レ株式会社
複合成形体の製造方法
1か月前
東レ株式会社
ガス拡散層の製造方法
2か月前
東レ株式会社
引抜成形品の製造方法
3か月前
東レ株式会社
遠心ポッティング方法
27日前
東レ株式会社
複合成形体の製造方法
2か月前
東レ株式会社
ポリエステルフィルム
2か月前
東レ株式会社
ポリプロピレンフィルム
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ