TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025156047
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2025044600
出願日
2025-03-19
発明の名称
無配向フィルム
出願人
東レ株式会社
代理人
主分類
B32B
27/32 20060101AFI20251002BHJP(積層体)
要約
【課題】本発明が解決しようとする課題は、自動車の外装部品として広く用いられるポリプロピレン樹脂部品、ポリエチレン樹脂部品やABS樹脂に適用可能な、低温領域での成形性と、表面光沢度を両立する転写箔に使用可能なフィルムを提供することである。
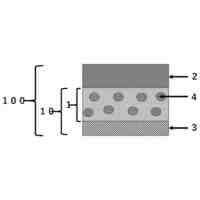
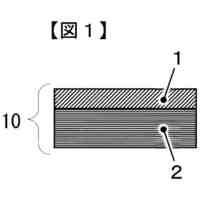
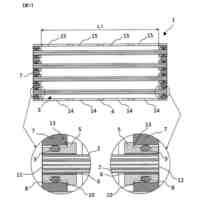
【解決手段】B層、A層およびB層をこの順に備え、前記A層は、ポリプロピレン系樹脂およびポリエチレン系樹脂からなる群より選ばれる少なくとも1種から構成される樹脂成分を主成分とし、前記A層の厚みは、10~200μmであり、前記B層は、シクロオレフィン共重合体を主成分とし、前記B層の厚みは、0.1~10μmであり、前記B層は、少なくとも1種の粒子を前記B層の全体に対し1~20質量%含羞し、前記B層の厚みを前記粒子の平均粒子径で除した値が、0.1~3.0である、無配向フィルム。
【選択図】なし
特許請求の範囲
【請求項1】
B層、A層およびB層をこの順に備え、
前記A層は、ポリプロピレン系樹脂およびポリエチレン系樹脂からなる群より選ばれる少なくとも1種から構成される樹脂成分を主成分とし、
前記A層の厚みは、10~200μmであり、
前記B層は、シクロオレフィン共重合体を主成分とし、
前記B層の厚みは、0.1~10μmであり、
前記B層は、少なくとも1種の粒子を前記B層の全体に対し1~20質量%含有し、
前記B層の厚みを前記粒子の平均粒子径で除した値が、0.1~3.0である、無配向フィルム。
続きを表示(約 1,000 文字)
【請求項2】
少なくとも片面の表面光沢度が、50%より大きく100%以下であり、かつ、
表面粗さRaが、1~500nmである、請求項1に記載の無配向フィルム。
【請求項3】
前記無配向フィルムの長手方向の引張破断伸度および、前記無配向フィルムの前記長手方向に垂直な幅方向の引張破断伸度が、何れも600~1500%であり、かつ、
前記無配向フィルムの長手方向の引張破断強度および、前記無配向フィルムの前記長手方向に垂直な幅方向の引張破断強度が、何れも1~12N/mm2である、請求項1または2に記載の無配向フィルム。
【請求項4】
前記無配向フィルムの長手方向の熱収縮率および、前記無配向フィルムの前記長手方向に垂直な幅方向の熱収縮率が、何れも-1~3%である、請求項1または2に記載の無配向フィルム。
【請求項5】
請求項1または2に記載の無配向フィルムであって、80℃以上160℃以下で、前記無配向フィルムの長手方向および前記長手方向に垂直な幅方向の両方向に同時に100~600%延伸した場合の表面粗さRaが、0.01~0.50μmとなる、無配向フィルム。
【請求項6】
請求項1または2に記載の無配向フィルムを含むフィルムロールであって、
前記無配向フィルムの長手方向に垂直な幅方向の長さが400mm以上2000mm以下であり、
前記無配向フィルムの長手方向の長さ1000mの区間において連続測定した前記無配向フィルムの表面光沢度の値が、何れも、前記無配向フィルム全体の表面光沢度の平均値の0.9~1.1倍の範囲内である、フィルムロール。
【請求項7】
請求項1または2に記載の無配向フィルム、アンカーコート層、インキ層、および接着層をこの順に有し、
前記インキ層のスクリーン線数が、133線/1インチ以上、280線/インチ以下である、加飾フィルム。
【請求項8】
請求項6に記載のフィルムロールが備える無配向フィルム、アンカーコート層、インキ層、および接着層をこの順に有し、
前記インキ層のスクリーン線数が、133線/1インチ以上、280線/インチ以下である、加飾フィルム。
【請求項9】
請求項7または8に記載の加飾フィルムを備える自動車外装用の加飾転写箔。
発明の詳細な説明
【技術分野】
【0001】
本発明は、無配向フィルムに関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
近年、製造業における環境負荷低減の取り組みが進むなか、自動車の外装の工程に関して、塗装ブースの縮小さらには塗装ブースを無くす検討が進んでいる。従来、塗装ブースに内で実施していた塗料のスプレー塗装を代替する手段として、フィルムを使用した加飾方法がある。
【0003】
このフィルムによる加飾は、三次元形状の自動車部品を加飾する方法として、熱可塑性樹脂フィルムに、意匠層を積層し、成型と同時に当該意匠層を含めた機能層を転写させる方法が知られている。また、そのような加飾方法に対し、ポリオレフィン樹脂を含むフィルムの提案も知られている。しかし、ポリオレフィン樹脂フィルムを加飾用途に適用しようとすると表面外観の品位にかけるため、改善し実用化するために各種の試みがなされている。
【0004】
例えば、特許文献1には、環状オレフィン系樹脂を主成分とした積層フィルムを適用することにより、製品部材の指紋ふき取り性に優れる設計が開示されている。また、特許文献2には透明フィルムを保護するためのフィルムとして、環状オレフィン系樹脂を含み、アンチブロッキング性に優れるフィルム設計が開示されている。
【0005】
特許文献3には、積層フィルムの各層が環状オレフィン系樹脂を主成分とする積層フィルムを適用することにより、加工時の優れた寸法安定性と高温での成型性を両立する設計が開示されている。
【先行技術文献】
【特許文献】
【0006】
国際公開第2016/006448号
特開2020-105285号公報
国際公開第2013/027547号
【発明の概要】
【発明が解決しようとする課題】
【0007】
前述の特許文献1の技術では、高光沢度が求められる自動車の外装部品向けには、フィルムの表面光沢度が不足している。また特許文献2では、フィルム表面の平滑度は高いが、主に透明フィルムの保護フィルムであり、成型用のフィルムに適用するにはその成形性が不足している。特許文献3の技術では、自動車の外装用途に広く用いられ、変形温度が比較的低温な樹脂部品へは適用することが難しく、低温領域での成形性に課題がある。
【0008】
そこで、本発明が解決しようとする課題は、自動車の外装部品として広く用いられるポリプロピレン樹脂部品、ポリエチレン樹脂部品やABS樹脂に適用可能な、低温領域での成形性と、表面光沢度を両立する転写箔に使用可能なフィルムを提供することにある。
【課題を解決するための手段】
【0009】
本発明者らは、主として、以下の構成により上記課題を解決できることを見出した。
(1)B層、A層およびB層をこの順に備え、
前記A層は、ポリプロピレン系樹脂およびポリエチレン系樹脂からなる群より選ばれる少なくとも1種から構成される樹脂成分を主成分とし、
前記A層の厚みは、10~200μmであり、
前記B層は、シクロオレフィン共重合体を主成分とし、
前記B層の厚みは、0.1~10μmであり、
前記B層は、少なくとも1種の粒子を前記B層の全体に対し1~20質量%含有し、
前記B層の厚みを前記粒子の平均粒子径で除した値が、0.1~3.0である、無配向フィルム。
(2)少なくとも片面の表面光沢度が、50%より大きく100%以下であり、かつ、
表面粗さRaが、1~500nmである、(1)に記載の無配向フィルム。
(3)前記無配向フィルムの長手方向の引張破断伸度および、前記無配向フィルムの前記長手方向に垂直な幅方向の引張破断伸度が、何れも600~1500%であり、かつ、
前記無配向フィルムの長手方向の引張破断強度および、前記無配向フィルムの前記長手方向に垂直な幅方向の引張破断強度が、何れも1~12N/mm2である、(1)または(2)に記載の無配向フィルム。
(4)前記無配向フィルムの長手方向の熱収縮率および、前記無配向フィルムの前記長手方向に垂直な幅方向の熱収縮率が、何れも-1~3%である、(1)~(3)のいずれかに記載の無配向フィルム。
(5)(1)~(4)のいずれかに記載の無配向フィルムであって、80℃以上160℃以下で、前記無配向フィルムの長手方向および前記長手方向に垂直な幅方向の両方向に同時に100~600%延伸した場合の表面粗さRaが、0.01~0.50μmとなる、無配向フィルム。
(6)(1)~(5)のいずれかに記載の無配向フィルムを含むフィルムロールであって、
前記無配向フィルムの長手方向に垂直な幅方向の長さが400mm以上2000mm以下であり、前記無配向フィルムの長手方向の長さ1000mの区間において連続測定した前記無配向フィルムの表面光沢度の値が、何れも、前記無配向フィルム全体の表面光沢度の平均値の0.9~1.1倍の範囲内である、フィルムロール。
(7)(1)~(5)のいずれかに記載の無配向フィルム、アンカーコート層、インキ層、および接着層をこの順に有し、前記インキ層のスクリーン線数が、133線/1インチ以上、200線/インチ以下である、加飾フィルム。
(8)(6)に記載のフィルムロールが備える無配向フィルム、アンカーコート層、インキ層、および接着層をこの順に有し、前記インキ層のスクリーン線数が、133線/1インチ以上、280線/インチ以下である、加飾フィルム。
(9)(7)または(8)に記載の加飾フィルムを備える自動車外装用の加飾転写箔である。
【発明の効果】
【0010】
本発明のフィルムは、フィルムを加飾に用いた場合に製品部材の表面外観に優れ、真空成型、圧空成型、プレス成型、TOM成形といった各種成型方法において深絞り形状を含めた複雑な3次元形状に追随する良好な成型性を達成することができるため、自動車の外装部品として広く用いられるポリプロピレン樹脂部品、ポリエチレン樹脂部品やABS樹脂に適用可能な、低温領域での成形性と、表面光沢度を両立する転写箔に使用可能なフィルムを提供することができる。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
電池
21日前
東レ株式会社
防護服
1か月前
東レ株式会社
浄水器
2か月前
東レ株式会社
化粧料
1か月前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
無配向フィルム
1か月前
東レ株式会社
黒色樹脂組成物
2か月前
東レ株式会社
光透過性表皮材
1か月前
東レ株式会社
加飾用フィルム
2か月前
東レ株式会社
飛翔体用ブレード
1か月前
東レ株式会社
不織布の製造装置
1か月前
東レ株式会社
赤外線遮蔽構成体
1か月前
東レ株式会社
貼合体の製造方法
1か月前
東レ株式会社
テーパ付き円筒部材
1か月前
東レ株式会社
遮熱性アクリル繊維
2か月前
東レ株式会社
フィルムの製造装置
1か月前
東レ株式会社
車両用衝撃吸収部材
1か月前
東レ株式会社
太陽電池モジュール
1か月前
東レ株式会社
繊維断面の検査方法
2か月前
東レ株式会社
溶融紡糸口金パック
2か月前
東レ株式会社
中空糸膜モジュール
2か月前
東レ株式会社
ポリエステルフィルム
2か月前
東レ株式会社
遠心ポッティング方法
1か月前
東レ株式会社
ポリエステルフィルム
1か月前
東レ株式会社
複合成形体の製造方法
2か月前
東レ株式会社
複合成形体の製造方法
1か月前
東レ株式会社
ポリプロピレンフィルム
2か月前
東レ株式会社
ゴム補強用合成繊維コード
2か月前
東レ株式会社
ゴム補強用合成繊維コード
2か月前
東レ株式会社
着色樹脂組成物および着色膜
2か月前
東レ株式会社
糸送り装置および糸送り方法
1か月前
東レ株式会社
ポリエステル組成物の製造方法
2か月前
東レ株式会社
先端に凸面を有する光ファイバ
2か月前
東レ株式会社
二軸配向ポリオレフィンフィルム
1か月前
東レ株式会社
扁平多様断面繊維を含有した中綿
2か月前
東レ株式会社
ポリオレフィン系樹脂発泡シート
26日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ