TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024168081
公報種別
公開特許公報(A)
公開日
2024-12-05
出願番号
2023084482
出願日
2023-05-23
発明の名称
3Dプリンタ
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B29C
64/209 20170101AFI20241128BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ノズルの交換を自在に行うことができる3Dプリンタを提供する。
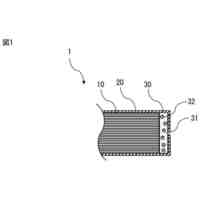
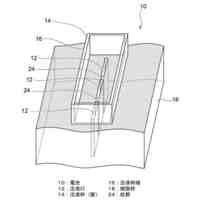
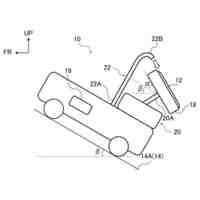
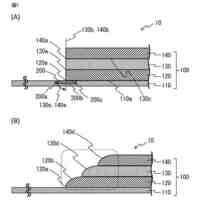
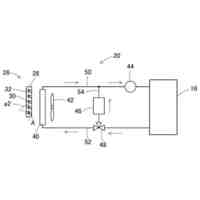
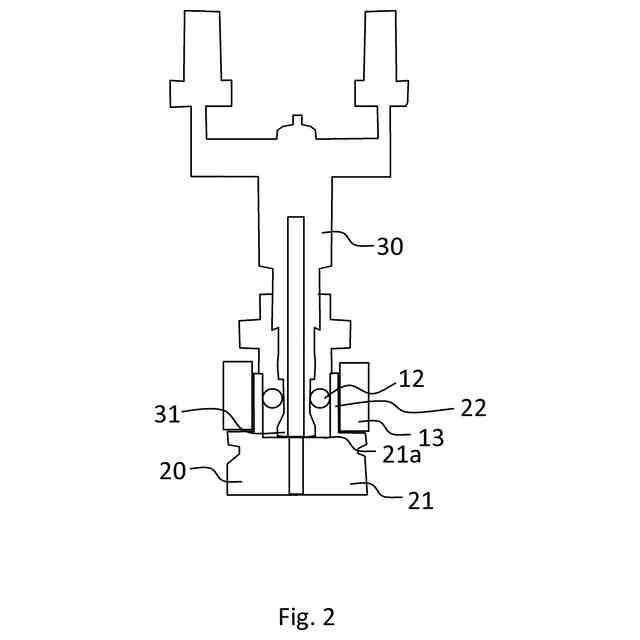
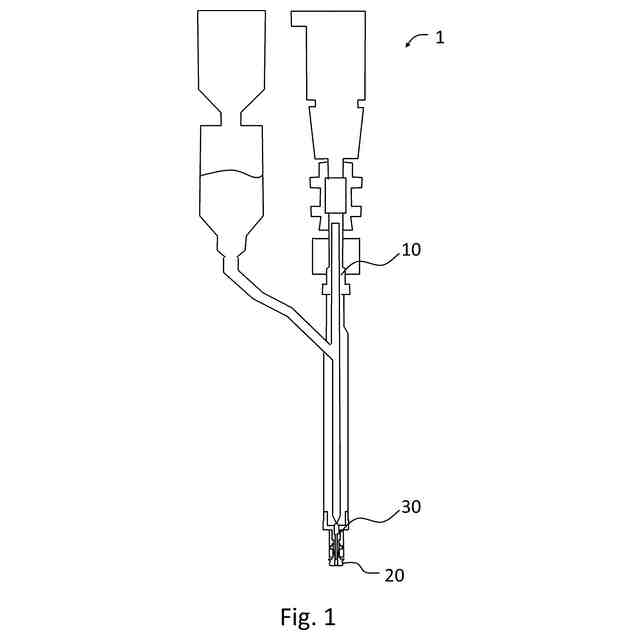
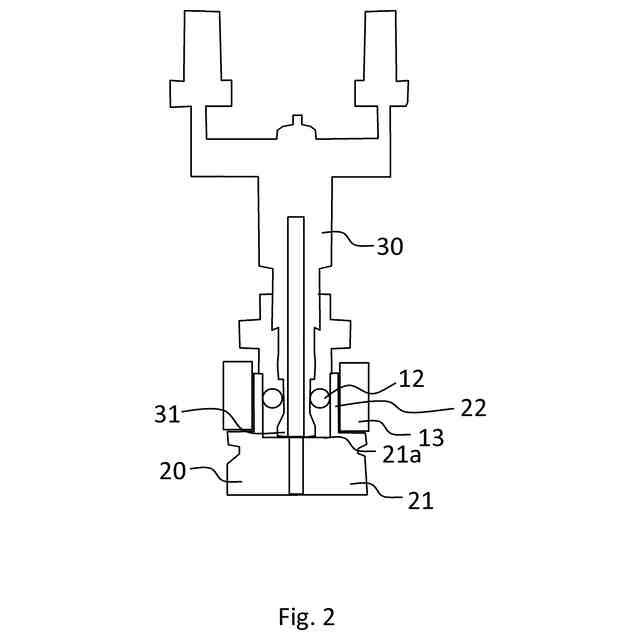
【解決手段】樹脂の吐出を行うノズル部20と、樹脂の吐出方向に延在するとともに、ノズル部20が先端に配されている第1のシリンダ10(図1参照)と、第1のシリンダ10とノズル部20との接続状態を変更する第2のシリンダ30と、を備え、第1のシリンダ10は、ノズル部20の一部に対して内側から押圧する球体部12と、外側に当接する壁面部13と、を有し、第2のシリンダ30は、樹脂の吐出方向に動作可能であり、第1のシリンダ10は、ノズル部20の一部の内側を球体部12が押圧するとともに、外側に壁面部13が当接してノズル部20をクランプした状態において、第2のシリンダ30の動作に応じて、ノズル部20の一部から球体部12を押圧する力を発生させてクランプの強さを変更する。
【選択図】図2
特許請求の範囲
【請求項1】
樹脂の吐出を行うノズル部と、
前記樹脂の吐出方向に延在するとともに、前記ノズル部が先端に配されている第1のシリンダと、
前記第1のシリンダと前記ノズル部との接続状態を変更する第2のシリンダと、を備え、
前記第1のシリンダは、前記ノズル部の一部に対して内側から押圧する球体部と、外側に当接する壁面部と、を有し、
前記第2のシリンダは、前記樹脂の吐出方向に動作可能であり、
前記第1のシリンダは、
前記ノズル部の一部の内側を前記球体部が押圧するとともに、外側に前記壁面部が当接して前記ノズル部をクランプした状態において、前記第2のシリンダの動作に応じてノズル部の一部から前記球体部を押圧する力を発生させて、前記球体部と前記壁面部との間で前記ノズル部をクランプする強さを変更する、
3Dプリンタ。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ノズル交換機構を備えた3Dプリンタに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
近年、3Dプリンタが利用されている。3Dプリンタでは、ノズルから樹脂(ビード)を吐出することにより、造形物の作成を行う。
【0003】
特許文献1には、稼働させながら、吐出量を最適に制御することができる積層造形装置について開示されている。より具体的には、特許文献1に開示された積層造形装置では、吐出ノズルから吐出する樹脂の流量が指示流量となるターゲット圧力を取得し、吐出ノズルから単位時間あたりに吐出する樹脂の予測値である予測流出量を算出し、シリンダ内の樹脂を加圧する圧力がターゲット圧力となるピストンの移動速度と、吐出ノズルから単位時間あたりに吐出する樹脂の流量が予測流出量となるピストンの移動速度を合算した指示移動速度を算出することができる。
【先行技術文献】
【特許文献】
【0004】
特開2022-154936号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、現状の3Dプリンタでは、ノズルの径によって吐出するビードの幅が制限される。すなわち、太いビードが必要な場合には大径ノズルが必要であり、細いビードが必要な場合には小径ノズルが必要となる。このような3Dプリンタでは、ノズルの交換は手作業で行う必要がある。ここで手作業でのノズル交換は、交換時間が長いと、すでに造形済みの部分が冷えて固まり、その上から新しいビードを載せても、上手く接合しない場合があるという問題がある。そのため、ノズルの交換を短時間で容易に行うことができる3Dプリンタが望まれていた。
【0006】
本開示は、ノズルの交換を自在に行うことができる3Dプリンタを提供するものである。
【課題を解決するための手段】
【0007】
本開示にかかる3Dプリンタは、樹脂の吐出を行うノズル部と、前記樹脂の吐出方向に延在するとともに、前記ノズル部が先端に配されている第1のシリンダと、前記第1のシリンダと前記ノズル部との接続状態を変更する第2のシリンダと、を備え、前記第1のシリンダは、前記ノズル部の一部に対して内側から押圧する球体部と、外側に当接する壁面部と、を有し、前記第2のシリンダは、前記樹脂の吐出方向に動作可能であり、前記第1のシリンダは、前記ノズル部の一部の内側を前記球体部が押圧するとともに、外側に前記壁面部が当接して前記ノズル部をクランプした状態において、前記第2のシリンダの動作に応じてノズル部の一部から前記球体部を押圧する力を発生させて、前記球体部と前記壁面部との間で前記ノズル部をクランプする強さを変更する。
これにより、第2のシリンダの操作に応じて、第1のシリンダとノズル部の脱着を容易に行うことができる。
【発明の効果】
【0008】
本開示よれば、ノズルの交換を自在に行うことができる3Dプリンタを提供することができる。
【図面の簡単な説明】
【0009】
実施の形態1にかかる3Dプリンタの構成を示す断面図である。
実施の形態1にかかる第2のシリンダとノズル部を示す断面図である。
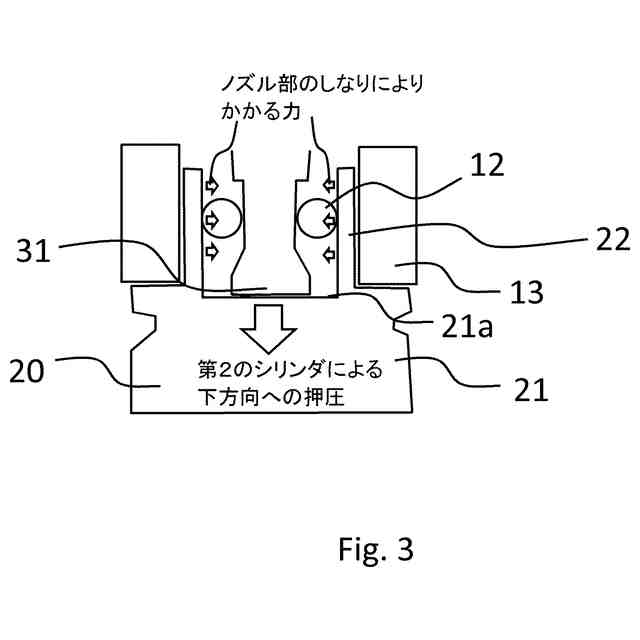
実施の形態1にかかるノズル部にかかる力を示した図である。
【発明を実施するための形態】
【0010】
実施の形態1
以下、図面を参照して本実施の形態に係る3Dプリンタについて説明する。3Dプリンタ1は、3次元ソフトウェアで作成された3次元データに基づいて、断面形状を積層し、立体造形することができる機器である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
電池
1日前
トヨタ自動車株式会社
車両
23日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
電池
24日前
トヨタ自動車株式会社
車両
23日前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
車両
10日前
トヨタ自動車株式会社
車体
23日前
トヨタ自動車株式会社
車体
1か月前
トヨタ自動車株式会社
治具
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
電池
1日前
トヨタ自動車株式会社
方法
23日前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
配管
10日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
電池
9日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
椅子
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
24日前
トヨタ自動車株式会社
車両
9日前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
電池
15日前
トヨタ自動車株式会社
サーバ
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ