TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025108924
公報種別
公開特許公報(A)
公開日
2025-07-24
出願番号
2024002476
出願日
2024-01-11
発明の名称
放電加工電極
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
,
個人
主分類
B23H
7/22 20060101AFI20250716BHJP(工作機械;他に分類されない金属加工)
要約
【課題】十分な剛性が確保され、安定した加工が可能な放電加工電極を提供する。
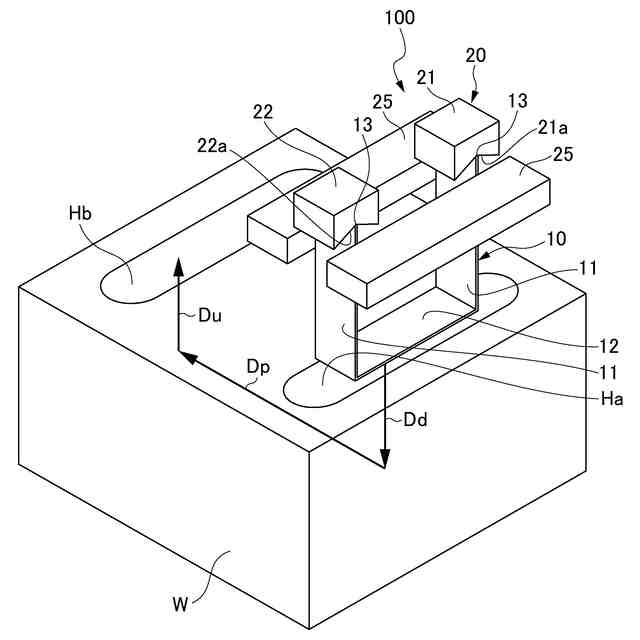
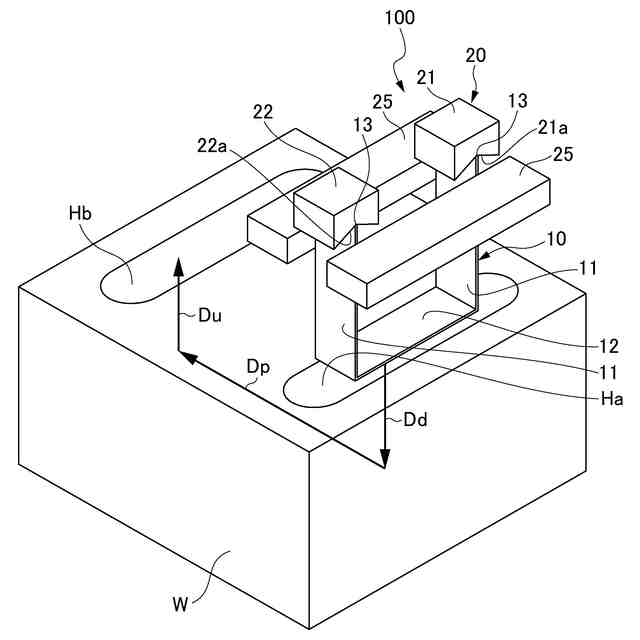
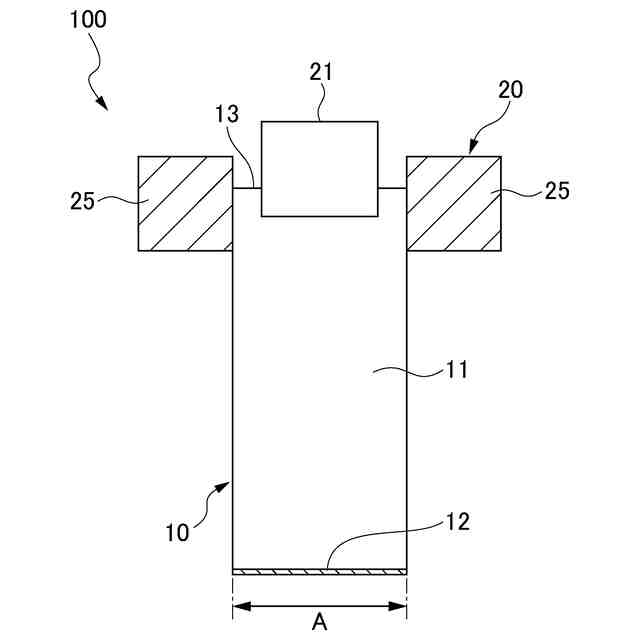
【解決手段】被加工物Wとの間に放電を発生させながら加工方向Dpへ移動させることにより、加工方向Dpに沿って被加工物Wを加工する放電加工電極10であって、加工方向Dpが幅方向となる薄板形状とされている。
【選択図】図1
特許請求の範囲
【請求項1】
被加工物との間に放電を発生させながら加工方向へ移動させることにより、前記加工方向に沿って前記被加工物を加工する放電加工電極であって、
前記加工方向が幅方向となる薄板形状とされている、
放電加工電極。
発明の詳細な説明
【技術分野】
【0001】
本発明は、放電加工電極に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
特許文献1には、例えば、プリント配線基板等の基板材料の小径穴加工のための放電処理に好ましく適用される電極が開示されており、この電極は、L字状又は釣針状で断面が円または楕円の線材からなることが示されている。
【先行技術文献】
【特許文献】
【0003】
特開平8-215934号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、上記特許文献1に記載の技術では、電極体積を小さくして加工に寄与する部位を減らすために電極を線材としている。このため、剛性を確保する形状が取れず、安定した加工が難しかった。
【0005】
本発明は、上記事情に鑑みてなされたもので、十分な剛性が確保され、安定した加工が可能な放電加工電極を提供することを目的としている。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明の放電加工電極は、
被加工物との間に放電を発生させながら加工方向へ移動させることにより、前記加工方向に沿って前記被加工物を加工する放電加工電極であって、
前記加工方向が幅方向となる薄板形状とされている。
【0007】
この構成の放電加工電極によれば、加工方向が幅方向となる薄板形状とされている。つまり、線材からなる電極と比較し、加工方向に対して剛性を高めることができる。これにより、加工時の変形を抑えて被加工物を円滑に加工することができ、加工時間の短縮及び電極の消耗を抑えることができる。
【発明の効果】
【0008】
本発明の放電加工電極によれば、十分な剛性が確保され、安定した加工が可能な放電加工電極を提供できる。
【図面の簡単な説明】
【0009】
図1は、本実施形態に係る放電加工電極を備えた放電加工装置及び被加工物の斜視図である。
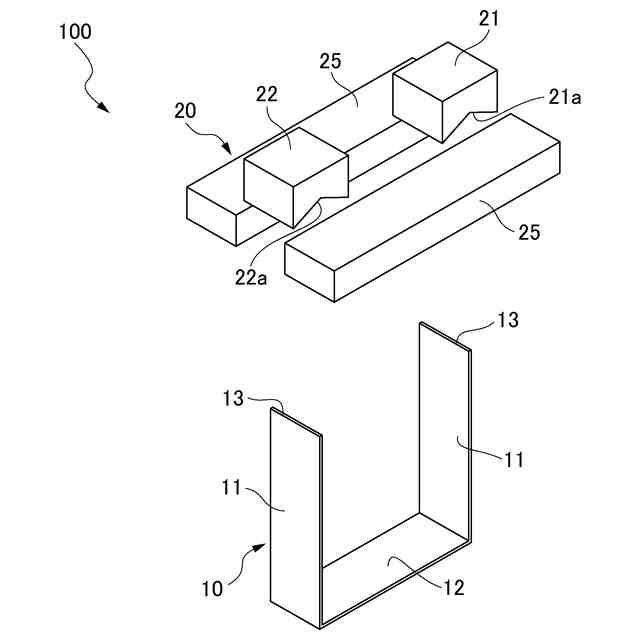
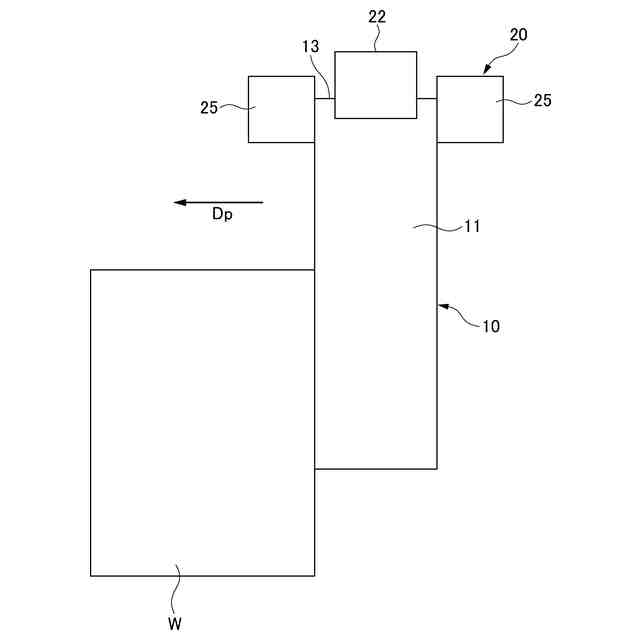
図2は、放電加工装置の分解斜視図である。
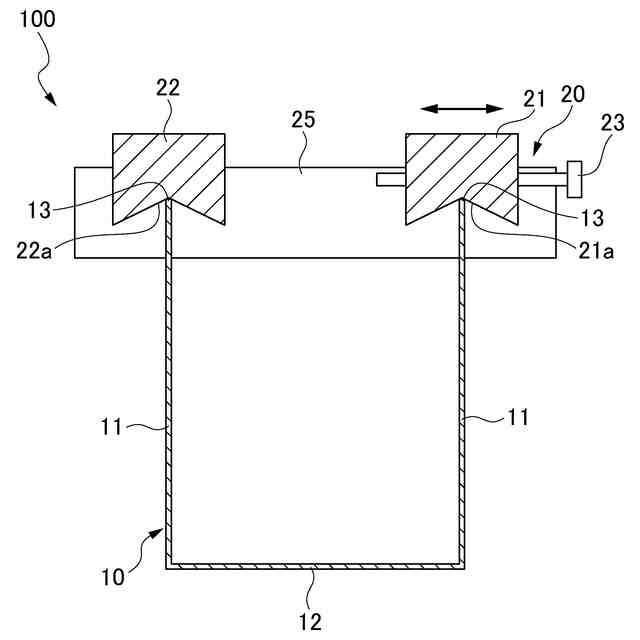
図3は、放電加工装置の長手方向に沿う断面図である。
図4は、放電加工装置の幅方向に沿う断面図である。
図5は、参考例に係る放電加工電極を備えた放電加工装置の斜視図である。
図6は、参考例に係る放電加工電極による加工時の状態を示す模式図である。
図7は、本実施形態に係る放電加工電極による加工時の状態を示す模式図である。
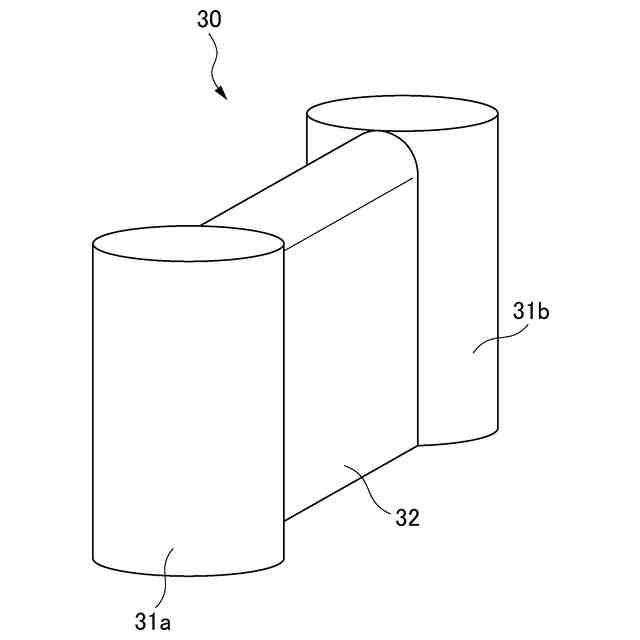
図8は、放電加工電極によって加工した金型から成形される成形品の斜視図である。
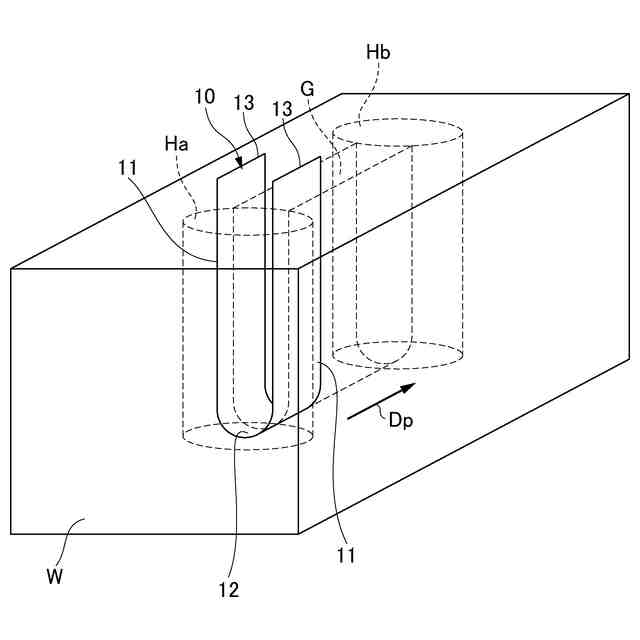
図9は、本実施形態に係る放電加工電極による金型の加工工程を説明する放電加工電極及び被加工物の斜視図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について、図面を参照して詳細に説明する。
図1は、本実施形態に係る放電加工電極10を備えた放電加工装置100及び被加工物Wの斜視図である。図2は、放電加工装置100の分解斜視図である。図3は、放電加工装置100の長手方向に沿う断面図である。図4は、放電加工装置100の幅方向に沿う断面図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社不二越
ドリル
2か月前
株式会社不二越
ドリル
3か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社ダイヘン
溶接電源装置
8日前
株式会社ダイヘン
溶接電源装置
6日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
23日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
3か月前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
日進工具株式会社
エンドミル
3か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
株式会社FUJI
チャック装置
4か月前
株式会社トヨコー
被膜除去方法
2か月前
トヨタ自動車株式会社
接合方法
3か月前
村田機械株式会社
レーザ加工機
2か月前
ブラザー工業株式会社
工作機械
3か月前
村田機械株式会社
レーザ加工機
2か月前
ブラザー工業株式会社
工作機械
3か月前
大見工業株式会社
ドリル
1日前
株式会社不二越
超硬合金製ドリル
3か月前
株式会社不二越
管用テーパタップ
3か月前
有限会社 ナプラ
ソルダペースト
28日前
株式会社ダイヘン
溶接装置
24日前
ビアメカニクス株式会社
レーザ加工装置
3か月前
トヨタ自動車株式会社
溶接マスク
1か月前
株式会社ダイヘン
溶接装置
3か月前
株式会社ダイヘン
溶接装置
24日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ

































