TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025070513
公報種別
公開特許公報(A)
公開日
2025-05-02
出願番号
2023180883
出願日
2023-10-20
発明の名称
超硬合金製ドリル
出願人
株式会社不二越
代理人
個人
主分類
B23B
51/00 20060101AFI20250424BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は、切れ刃の逃げ面の摩耗を抑制することで被削材に対する切れ刃性能の向上を図ると同時に、逃げ面側への被削材の流れ込みを抑制し、切削加工により発生した切り屑の流れを改善できる超硬合金製ドリルを提供することを課題とする。
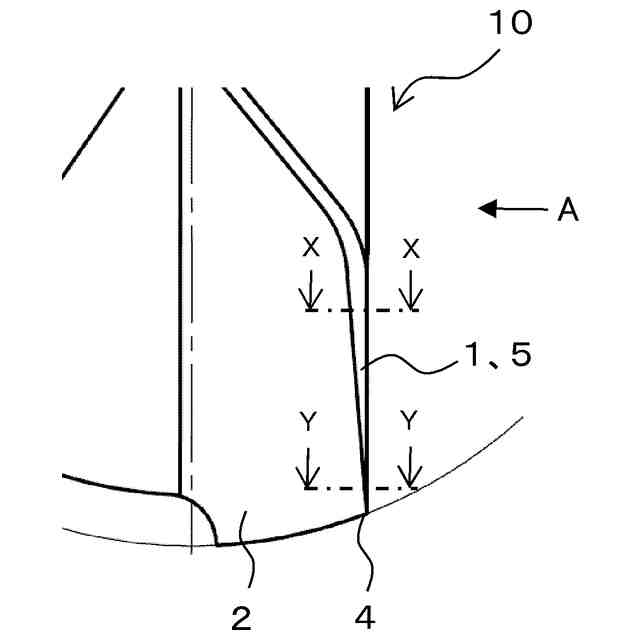
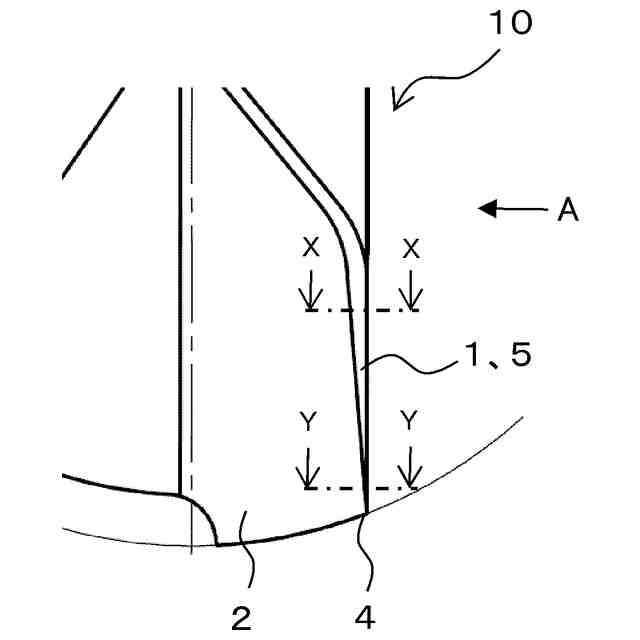
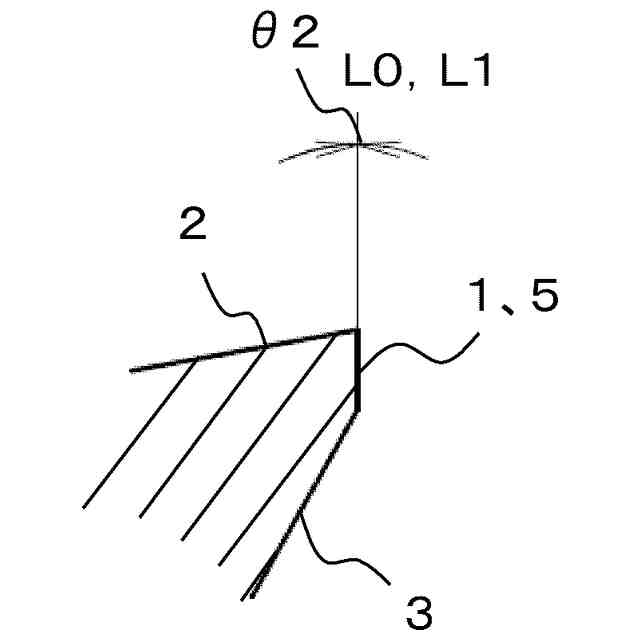
【解決手段】二以上の切れ刃1を有する超硬合金製ドリル10において、切れ刃1は少なくとも直線状の切れ刃1を有して、直線状の切れ刃1にチャンファーホーニング加工を施したチャンファ面5を備えて、当該チャンファ面5の角度を超硬合金製ドリル10の中心軸から外周コーナ4に向かうにしたがって小さくする。このとき、当該チャンファ面5の角度を-3°以上28°以下としても構わない。
【選択図】図1
特許請求の範囲
【請求項1】
二以上の切れ刃を有する超硬合金製ドリルにおいて、前記切れ刃は少なくとも直線状の切れ刃を有して、前記直線状の切れ刃にはチャンファーホーニング加工が施されたチャンファ面を備えており、前記チャンファ面の角度は前記超硬合金製ドリルの中心軸から外周コーナに向かうにしたがって小さくなることを特徴とする超硬合金製ドリル。
続きを表示(約 67 文字)
【請求項2】
前記チャンファ面の角度は、-3°以上28°以下であることを特徴とする請求項1に記載の超硬合金製ドリル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切れ刃にチャンファ加工が施されている超硬合金製ドリルに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、超硬合金製ドリルの切れ刃には、特許文献1ないし4に開示されているドリルのように刃先の欠けを防止するためにチャンファ加工(またはチャンファホーニング加工)が施されている。その加工された刃先の角度は断面視にて10°から30°の範囲であり、中心軸から外周コーナに至るまで一定の角度で形成されている。
【先行技術文献】
【特許文献】
【0003】
特許第2508539号公報
実開昭60―175513号公報
特開2022-23828号公報
特開2022-129078号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1ないし4に開示されたドリルは、切削加工時における切削量が多い外周コーナ側において、チャンファ角ネガのために被削材の一部が逃げ面側に流れ込んで押さえつけられ、被削材とドリルが互いに強く擦れ合う。そのため、逃げ面の摩耗が一層に進行する傾向があった。
【0005】
また、切削速度は中心軸側よりも外周コーナ側が速いので、外周側の切れ刃の性能(切れ味)が重要である。従来のチャンファ形状では、せん断角が小さくなり、切り屑の分断性にも大きく影響するという問題があった。
【0006】
そこで、本発明は切れ刃の逃げ面の摩耗を抑制することで被削材に対する切れ刃性能の向上を図ると同時に、逃げ面側への被削材の流れ込みを抑制し、切削加工により発生した切り屑の流れを改善できる超硬合金製ドリルを提供することを課題とする。
【課題を解決するための手段】
【0007】
前述した課題を解決するために、本発明の超硬合金製ドリルは、二以上の切れ刃を有する超硬合金製ドリルにおいて、切れ刃は少なくとも直線状の切れ刃を有して、当該直線状の切れ刃にはチャンファーホーニング加工が施されたチャンファ面を備えており、チャンファ面の角度は超硬合金製ドリルの中心軸から外周コーナに向かうにしたがって小さくする。なお、チャンファ面の角度を-3°以上28°以下としても構わない。
【発明の効果】
【0008】
本発明の超硬合金製ドリルは、切れ刃の設けたチャンファ面の角度を中心軸から外周コーナに向かうにしたがって小さくすることで、切れ刃の逃げ面の摩耗を抑制し、被削材に対する切れ刃性能の向上を図ることができる。同時に、逃げ面側への被削材の流れ込みを抑制し、切削加工により発生する切り屑の流れを改善できるという効果を奏する。
【図面の簡単な説明】
【0009】
本発明の超硬合金製ドリル10の一部平面図である。
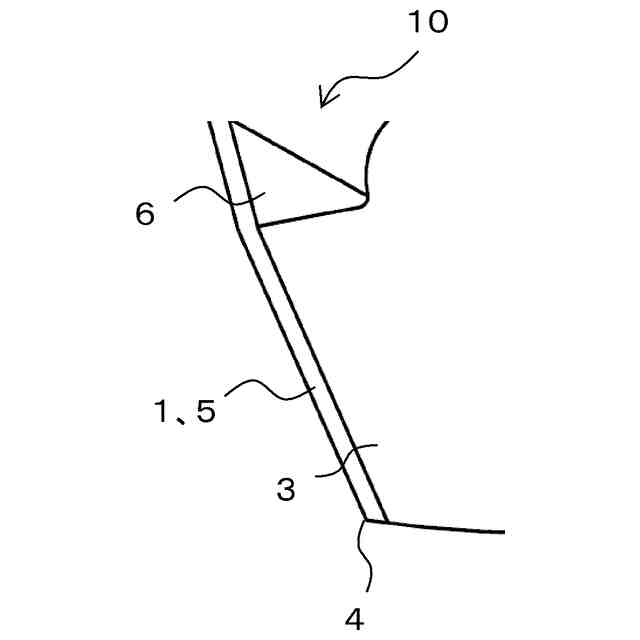
図1に示す超硬合金製ドリル10のA矢視図である。
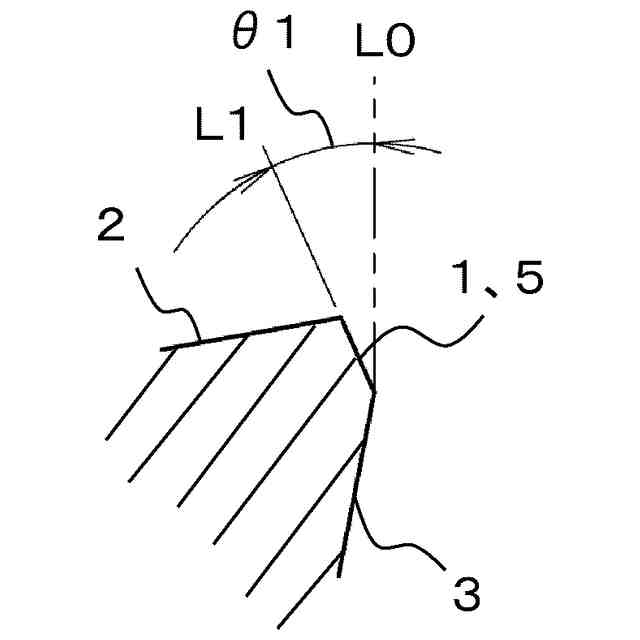
図1に示す超硬合金製ドリル10のX-X線断面図である。
図1に示す超硬合金製ドリル10のY-Y線断面図である。
【発明を実施するための形態】
【0010】
本発明の超硬合金製ドリル10の一実施形態について、図面を用いて説明する。本発明の超硬合金製ドリル10の一部平面図を図1、図1に示す超硬合金製ドリル10のA矢視図を図2、図1に示す超硬合金製ドリル10のX-X線断面図を図3、図1に示す超硬合金製ドリル10のY-Y線断面図を図4にそれぞれ示す。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社不二越
斜板式ピストンポンプ
5日前
個人
タップ
5か月前
個人
フライス盤
1か月前
個人
加工機
5か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
日東精工株式会社
ねじ締め機
4日前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
5か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
4か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
24日前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
10日前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
3日前
個人
型枠製造装置のフレーム
14日前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
5か月前
キヤノン電子株式会社
加工システム
2か月前
株式会社アンド
半田付け方法
5か月前
村田機械株式会社
レーザ加工機
4か月前
株式会社トヨコー
被膜除去方法
4か月前
村田機械株式会社
レーザ加工機
4か月前
株式会社ツガミ
工作機械
1か月前
大見工業株式会社
ドリル
2か月前
株式会社不二越
ブローチ盤
24日前
株式会社ダイヘン
溶接装置
3か月前
ビアメカニクス株式会社
レーザ加工装置
4日前
株式会社ダイヘン
溶接装置
3か月前
ビアメカニクス株式会社
レーザ加工装置
4日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































