TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025085946
公報種別
公開特許公報(A)
公開日
2025-06-06
出願番号
2023199667
出願日
2023-11-27
発明の名称
不等リードラジアスエンドミル
出願人
株式会社不二越
代理人
個人
主分類
B23C
5/10 20060101AFI20250530BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は、ステンレス鋼など難削材加工に対しても、ラジアス部のびびり振動を抑制できる不等リードラジアスエンドミルを提供することを課題とする。
【解決手段】4枚の底刃1A,1B,1C,1D、これら4枚の底刃1A,1B,1C,1Dに連続して形成される4枚の曲線刃2A,2B,2C,2D、これら4枚の曲線刃2A,2B,2C,2Dに連続して形成される4枚の側周刃を有する不等リードラジアスエンドミル10において、各曲線刃2A,2B,2C,2D2には逃げ角が設けられており、この逃げ角を底刃1A,1B,1C,1D側から側周刃に向けて0°~4°の範囲で徐々に増加させる。
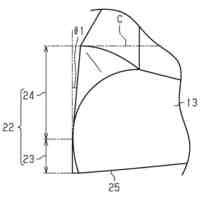
【選択図】図1
特許請求の範囲
【請求項1】
複数枚の底刃と、前記底刃に連続して形成される複数枚の曲線刃と、前記曲線刃に連続して形成される複数枚の側周刃と、前記側周刃に隣接して形成される複数条のねじれ溝と、を有して、隣接する前記側周刃のねじれ角が互いに異なる不等リードラジアスエンドミルにおいて、前記曲線刃には逃げ角が設けられており、前記逃げ角は、前記底刃側から前記側周刃に向けて0°~4°の範囲で徐々に増加していることを特徴とする不等リードラジアスエンドミル。
続きを表示(約 280 文字)
【請求項2】
前記側周刃には逃げ角が設けられており、前記逃げ角は2°以上4°以下の範囲であることを特徴とする請求項1に記載の不等リードラジアスエンドミル。
【請求項3】
前記側周刃の逃げ角の幅は、軸直角断面視にて0.02mm以上0.10mmの範囲であることを特徴とする請求項2に記載の不等リードラジアスエンドミル。
【請求項4】
前記ねじれ溝は、不等リードラジアスエンドミルの軸直角断面視にて曲率半径が互いに異なる二以上のねじれ溝を有していることを特徴とする請求項1ないし3のいずれか1項に記載の不等リードラジアスエンドミル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属材料等に対して側面加工や溝加工などのフライス加工を行う不等リードラジアスエンドミルに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、切削加工時に発生するびびり振動を抑制するために、エンドミル側周刃のねじれ角を異なる形態にした、いわゆる不等リードエンドミルが利用されている。また、切れ刃稜線に微小な逃げを設けたエンドミルも併せて利用されている(特許文献1ないし5参照)。
【先行技術文献】
【特許文献】
【0003】
特開平10-118826号公報
特許第6967516号公報
特公平7-90410号公報
特開2023-54484号公報
国際公開2006-046278号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、不等リードラジアスエンドミルにおいて、ステンレス鋼などの難削材を加工する場合、曲線状の切れ刃であるラジアス部でのびびり振動により、被削材の面粗度が大きくなることがあった。
【0005】
そこで、本発明はステンレス鋼などの難削材加工時においても、ラジアス部のびびり振動を抑制できる不等リードラジアスエンドミルを提供することを課題とする。
【課題を解決するための手段】
【0006】
前述した課題を解決するために、本発明の不等リードラジアスエンドミルは二枚以上の底刃、これらの底刃に連続して形成される曲線刃、これらの曲線刃に連続して形成される刃側周刃を有する不等リードラジアスエンドミルにおいて、曲線刃に逃げ角を設けて、当該逃げ角を底刃側から側周刃に向けて0°~4°の範囲で徐々に増加させる。
【0007】
また、側周刃にも逃げ角を設けて、当該逃げ角を2°以上4°以下の範囲とすることもできる。この場合、側周刃の逃げ角の幅を軸直角断面視にて0.02mm以上0.10mmの範囲としても構わない。
【発明の効果】
【0008】
本発明の不等リードラジアスエンドミルは、ステンレス鋼などの難削材に対しても、ラジアス部のびびり振動を抑制できるという効果を奏する。
【図面の簡単な説明】
【0009】
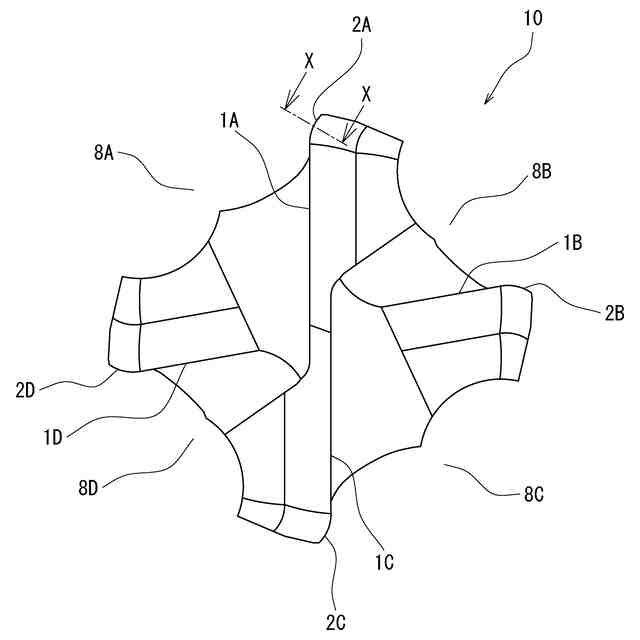
本発明の不等リードラジアスエンドミル10の正面図である。
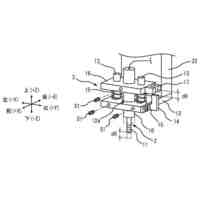
本発明の不等リードラジアスエンドミル10の右側面図である。
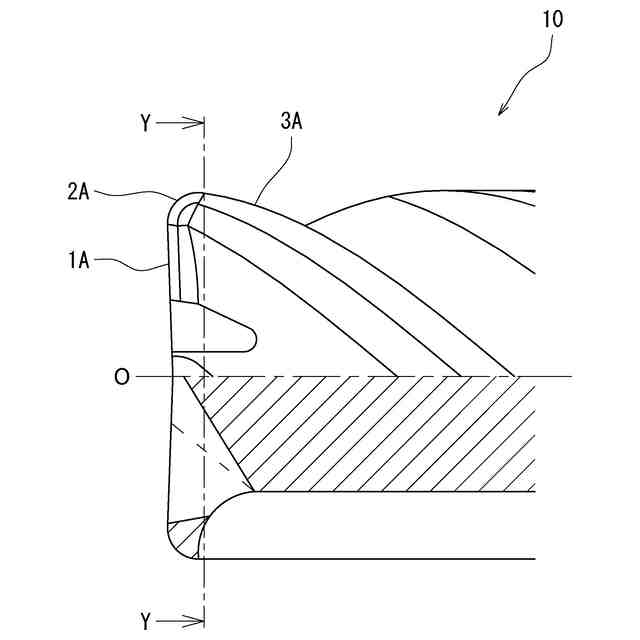
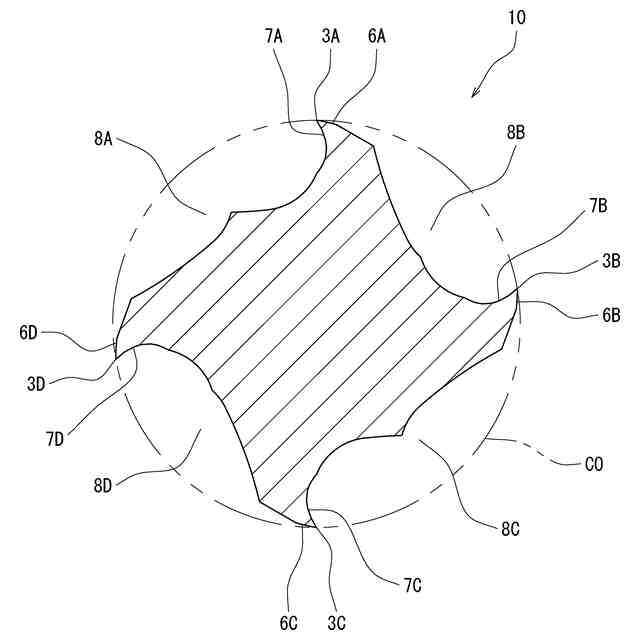
図1に示す不等リードラジアスエンドミル10のX-X線断面図である。
図2に示す不等リードラジアスエンドミル10のY-Y線断面図である。
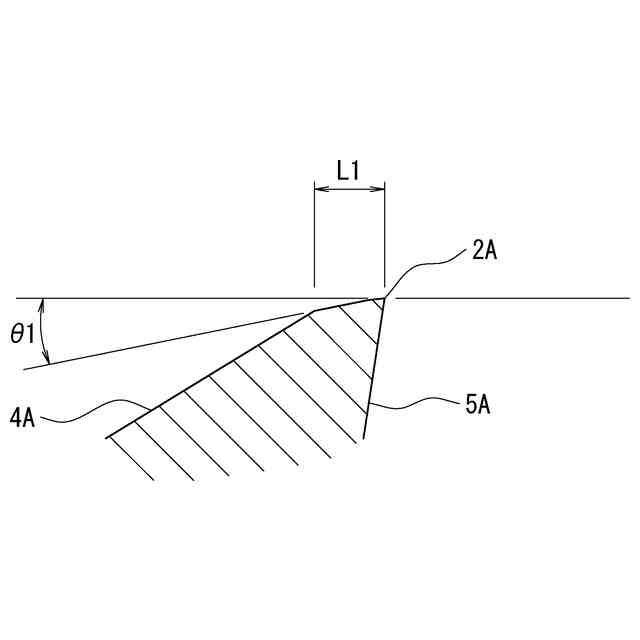
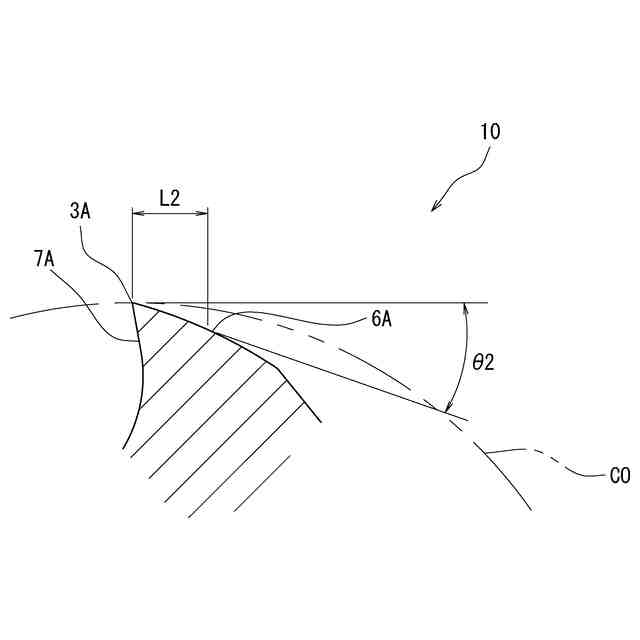
図4に示す側周刃3Aの模式拡大図である。
【発明を実施するための形態】
【0010】
本発明の不等リードラジアスエンドミル10の一実施形態について図面を用いて説明する。本発明の不等リードラジアスエンドミル10の正面図を図1、右側面図を図2にそれぞれ示す。本実施形態の不等リードラジアスエンドミル10は、図1および図2に示す様に4枚の底刃1(1A,1B,1C,1D)、これら4枚の底刃1に連続して形成される4枚の曲線刃2(2A,2B,2C,2D)およびこれら4枚の曲線刃2に連続して不等リードラジアスエンドミル10の長手方向(軸方向)に沿って形成されている4枚の側周刃3(3A,3B,3C,3D)を備えている。また、本実施形態の不等リードラジアスエンドミル10は、隣接する各側周刃3A,3B,3C,3Dのねじれ角は互いに異なっており、いわゆる不等リードを形成している。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
株式会社北川鉄工所
回転装置
2か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
17日前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
個人
切削油供給装置
14日前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
2か月前
株式会社アンド
半田付け方法
今日
キヤノン電子株式会社
加工システム
27日前
村田機械株式会社
レーザ加工機
3か月前
株式会社ツガミ
工作機械
6日前
村田機械株式会社
レーザ加工機
3か月前
株式会社トヨコー
被膜除去方法
3か月前
大見工業株式会社
ドリル
1か月前
トヨタ自動車株式会社
溶接マスク
2か月前
有限会社 ナプラ
ソルダペースト
2か月前
株式会社不二越
ブローチ盤
21日前
津田駒工業株式会社
センタリングバイス
21日前
トヨタ自動車株式会社
溶接ヘッド
2か月前
株式会社ダイヘン
溶接装置
2か月前
住友重機械工業株式会社
加工装置
2か月前
株式会社ダイヘン
溶接装置
2か月前
トヨタ自動車株式会社
溶接ヘッド
3か月前
株式会社不二越
波形抽出装置
2か月前
大見工業株式会社
エンドミル
13日前
日東精工株式会社
はんだこて先の製造方法
2か月前
株式会社不二越
摩耗判定装置
2か月前
株式会社タマリ工業
レーザ加工装置
26日前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ジャノメ
インサート挿入装置
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ