TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025117518
公報種別
公開特許公報(A)
公開日
2025-08-12
出願番号
2024124809
出願日
2024-07-31
発明の名称
加工システム
出願人
キヤノン電子株式会社
代理人
主分類
B23Q
11/10 20060101AFI20250804BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明によれば、簡単な構成でフィルタ目詰りを検出しやすくなる。
【解決手段】
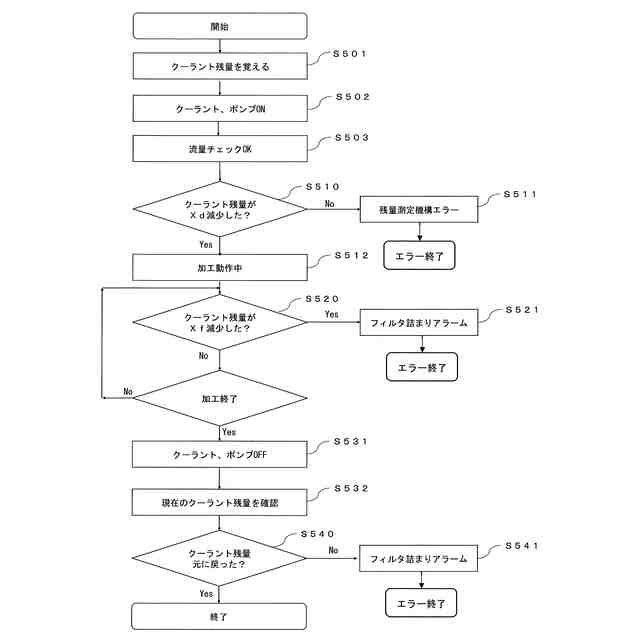
上記課題を解決するために、本発明の加工システム1は、フィルタでろ過されたクーラント液をタンクから供給する供給装置210と、前記クーラント液を用いながら加工対象物を加工する加工装置200と、を備えた加工システム1であって、タンク211内の前記クーラント液の量を測定する残量測定部500とを有し、前記加工対象物を加工開始するときの前記残量測定部による第1測定結果と、前記加工対象物を加工中の前記残量測定部による第2測定結果とに基づいて、前記フィルタの目詰まりを検出することを特徴とする。
【選択図】図6
特許請求の範囲
【請求項1】
フィルタでろ過されたクーラント液をタンクから供給する供給装置と、
前記クーラント液を用いながら加工対象物を加工する加工装置と、を備えた加工システムであって、
前記タンク内の前記クーラント液の量を測定する残量測定部とを有し、
前記加工対象物を加工開始するときの前記残量測定部による第1測定結果と、
前記加工対象物を加工中の前記残量測定部による第2測定結果とに基づいて、前記フィルタの目詰まりを検出することを特徴とする加工システム。
続きを表示(約 370 文字)
【請求項2】
予め定められた閾値を記憶する記憶手段とを備え、
前記第1測定結果と前記第2測定結果の差が前記閾値以上の場合に前記フィルタの目詰まりとすることを特徴とする請求項1に記載の加工システム。
【請求項3】
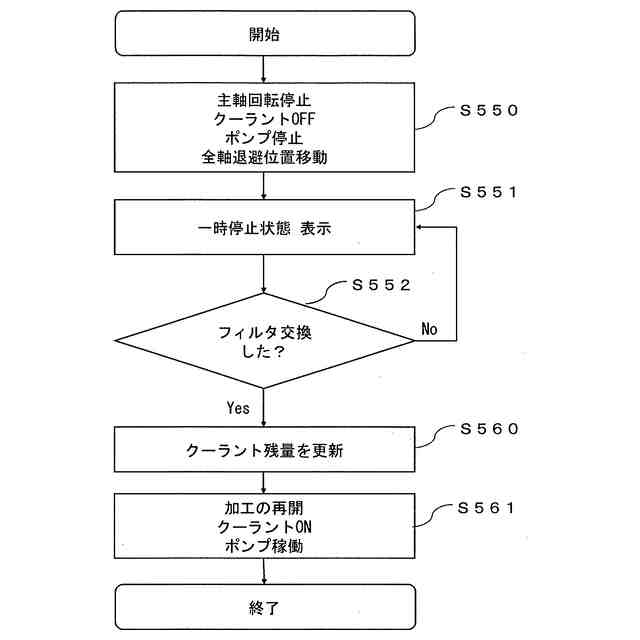
前記フィルタの目詰まりが発生した後、加工を一時停止して再開する場合に、前記残量測定部により、測定をし直し、
測定し直した結果と、前記第2測定結果とに基づいて、前記フィルタの目詰まりを検出することを特徴とする請求項1に記載の加工システム。
【請求項4】
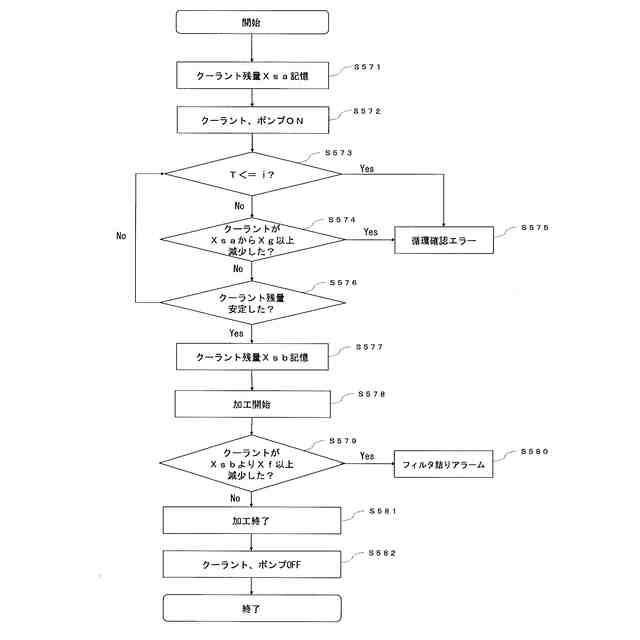
前記第一の測定結果は、前記加工対象物を加工開始前にクーラントを循環させる予備動作を行った後であって、加工開始する前に、前記タンク内のクーラント貯蔵量を前記残量測定部によって測定したことを特徴とする請求項1に記載の加工システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークに対して加工を行う加工装置、加工装置が含まれる加工システム、に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
加工装置として、ワークを加工する際に発生する切屑をクーラント液で除去するための技術に関し、クーラント液と切屑との混合液から切屑を除去する方法としてフィルタを使用する方法が知られている。フィルタは、切屑により目詰まりを起こした際に、装置内にクーラント液あふれが発生する可能性があるため、フィルタの目詰まりを迅速に検知する必要がある。
【0003】
特許文献1ではフィルタ通過後、クーラント液貯蔵用タンクに戻されるクーラント液量を取得し、クーラント吐出量との比較しフィルタ詰りを検知する方法が提案されている。
【先行技術文献】
【特許文献】
【0004】
特開2022-112839号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1記載の構成の構成では、クーラント液吐出部と、クーラント液貯蔵用タンクに戻されるクーラント液量の2か所の液量をセンシング等により取得する必要がある。2か所のセンシング等が必要なことから装置サイズやコストが増大する可能性がある。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明の加工システムは、フィルタでろ過されたクーラント液をタンクから供給する供給装置と、前記クーラント液を用いながら加工対象物を加工する加工装置と、を備えた加工システムであって、前記タンク内の前記クーラント液の量を測定する残量測定部とを有し、前記加工対象物を加工開始するときの前記残量測定部による第1測定結果と、前記加工対象物を加工中の前記残量測定部による第2測定結果とに基づいて、前記フィルタの目詰りを検出することを特徴とする。
【発明の効果】
【0007】
本発明によれば、簡単な構成でフィルタ目詰りを検出しやすくなる。
【図面の簡単な説明】
【0008】
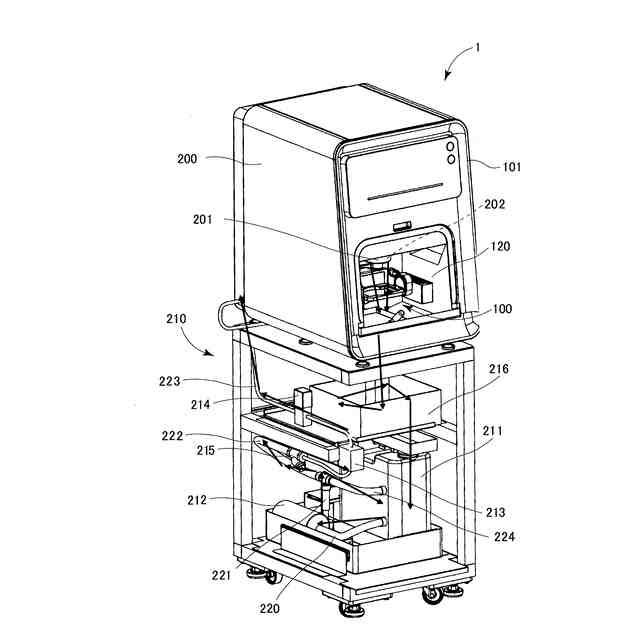
実施形態に係る加工システムの外観斜視図。
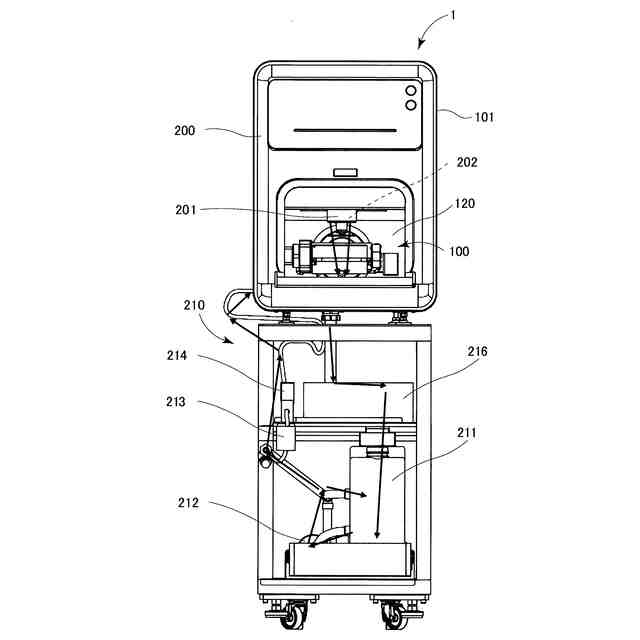
実施形態に係る加工システムの外観正面図。
実施形態に係る加工機の斜視図。
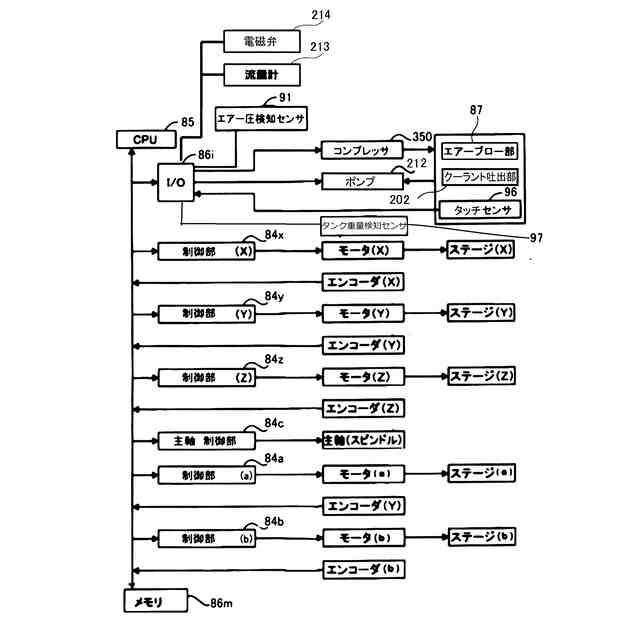
実施形態に係る加工システムの制御ブロック図。
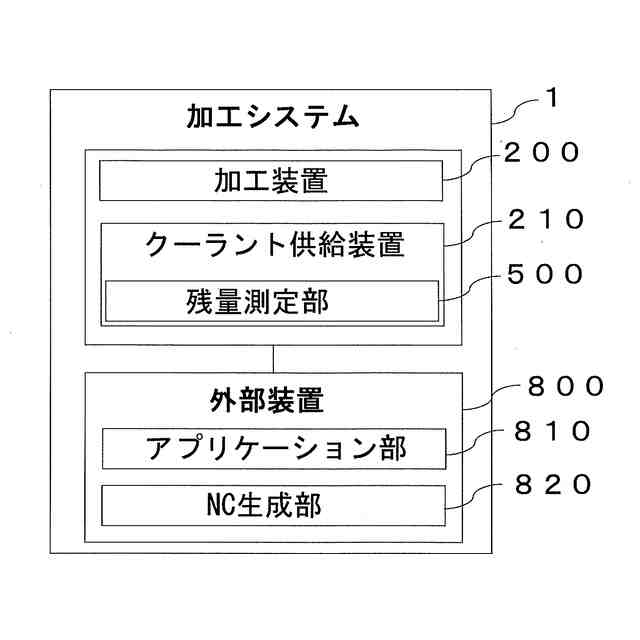
実施形態に係る加工システムと外部装置の図。
実施形態に係る加工中のフィルタ詰り検知のフローチャート
実施形態に係るフィルタ詰り発生時における一時停止のフローチャート
実施形態に係る加工中のフィルタ詰り検知のフローチャート
【発明を実施するための形態】
【0009】
実施形態について、図を用いて説明する。まず、本実施形態の加工システム1の全体構成について、図1及び図2を用いて説明する。
【0010】
[加工システム]
加工システム1は、加工装置200と、クーラント液供給装置210とを備える。本実施例においては、加工装置200とクーラント液供給装置210は別体として示しているが、クーラント液供給装置210を加工装置に内蔵し一体としてもよい。加工装置200は、加工エリア120内において工具によりワークの加工を行うものである。加工装置200は、筐体としての外装カバー101内に加工機100を収容したものである。即ち、外装カバー101は、後述する主軸や工具マガジンなどが内部に配置されている。外装カバー101の前面側開口には、不図示の開閉可能な開閉扉が設けられる。開閉扉が、開かれた状態で筐体内、即ち、後述する加工エリア120にアクセス可能であり、ワークの交換や手動による工具の交換が可能となっている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
キヤノン電子株式会社
情報処理システム
2日前
個人
タップ
7か月前
個人
フライス盤
2か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
6か月前
株式会社不二越
ドリル
6か月前
株式会社北川鉄工所
回転装置
5か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
ダイニチ工業株式会社
配膳治具
1か月前
キヤノン電子株式会社
加工装置
1か月前
日東精工株式会社
ねじ締め装置
5か月前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
ねじ整列トレー
25日前
株式会社FUJI
工作機械
5か月前
株式会社FUJI
工作機械
5か月前
株式会社FUJI
工作機械
1か月前
個人
切削油供給装置
3か月前
睦月電機株式会社
金属表面処理方法
1か月前
エフ・ピー・ツール株式会社
リーマ
7か月前
株式会社アンド
半田付け方法
6か月前
個人
型枠製造装置のフレーム
2か月前
中国電力株式会社
養生シート
1か月前
株式会社アンド
半田付け方法
6か月前
日進工具株式会社
エンドミル
7か月前
株式会社ダイヘン
多層盛り溶接方法
7か月前
株式会社富田製作所
支持構造
1か月前
株式会社アンド
半田付け方法
3か月前
キヤノン電子株式会社
加工システム
3か月前
村田機械株式会社
レーザ加工機
6か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ

































