TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025087187
公報種別
公開特許公報(A)
公開日
2025-06-10
出願番号
2023201668
出願日
2023-11-29
発明の名称
インサート挿入装置
出願人
株式会社ジャノメ
代理人
個人
主分類
B23P
19/06 20060101AFI20250603BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ワークを傷つけることなくインサートを精度良く挿入することができるインサート挿入装置を提案する。
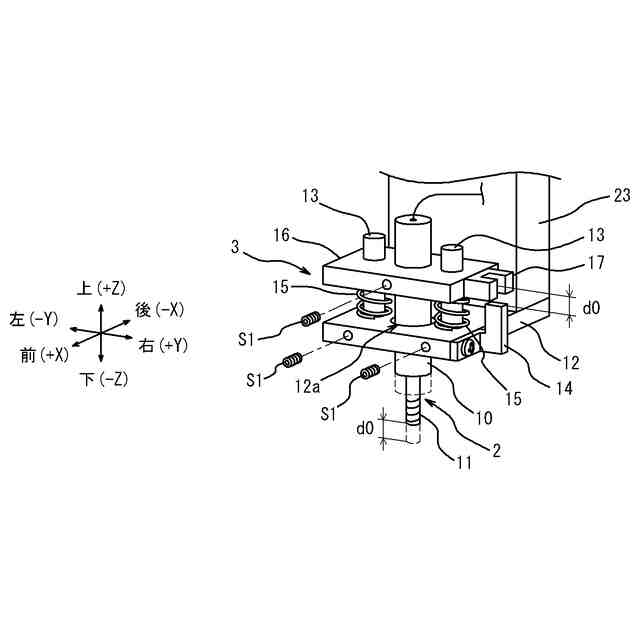
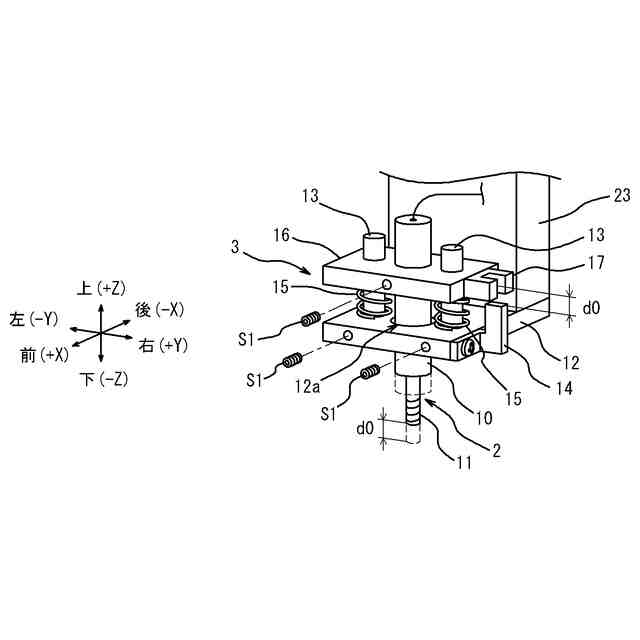
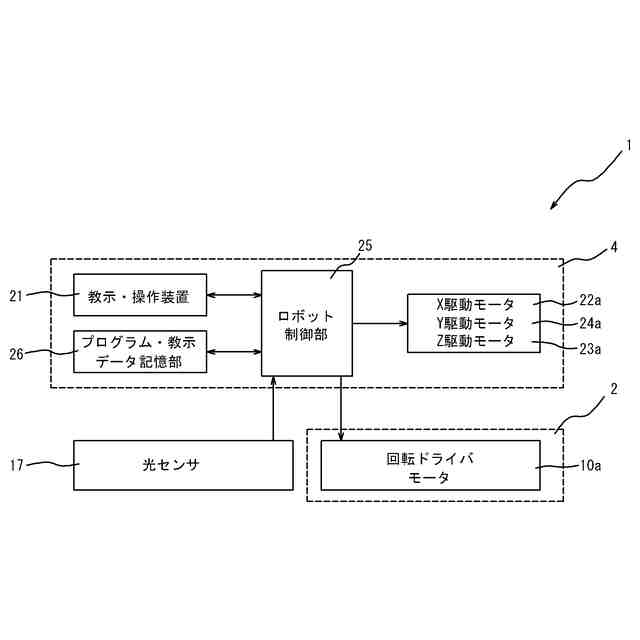
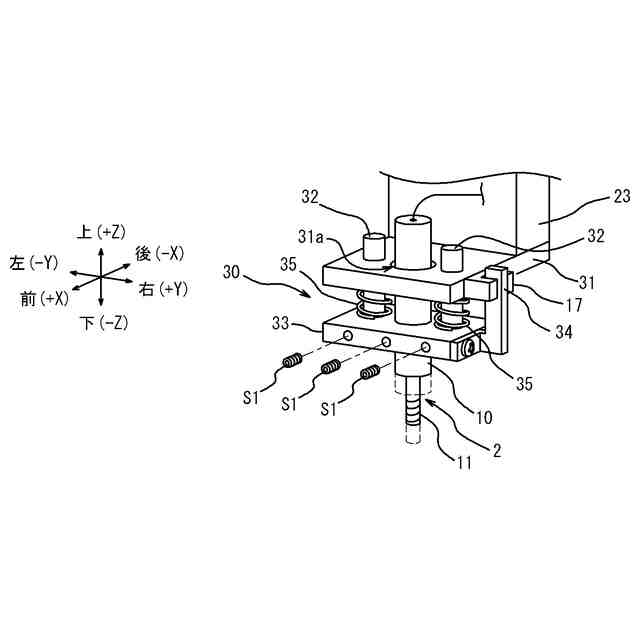
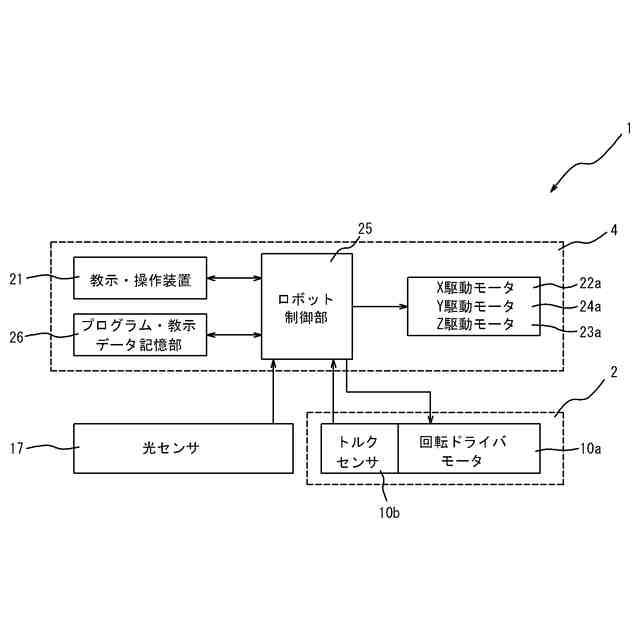
【解決手段】インサート挿入装置1は、雄ネジ部11を有する可動部16とロボット4に保持され可動部16を上下方向に移動可能に支持する固定部12とを有するフローティング部3と、可動部16と固定部12との距離が所定の値に達したことを検知し信号を出力する到達センサ14、17と、回転ドライバモータ10a及び到達センサ17に接続される制御部25と、を備え、制御部25は、回転ドライバモータ10aを回転させてインサートiを雌ネジ部Tに螺合させる際に到達センサ17からの信号により可動部16と固定部12との距離が所定の値に達したことが検知されると回転ドライバモータ10aの回転方向を逆転させることを特徴とする。
【選択図】図2
特許請求の範囲
【請求項1】
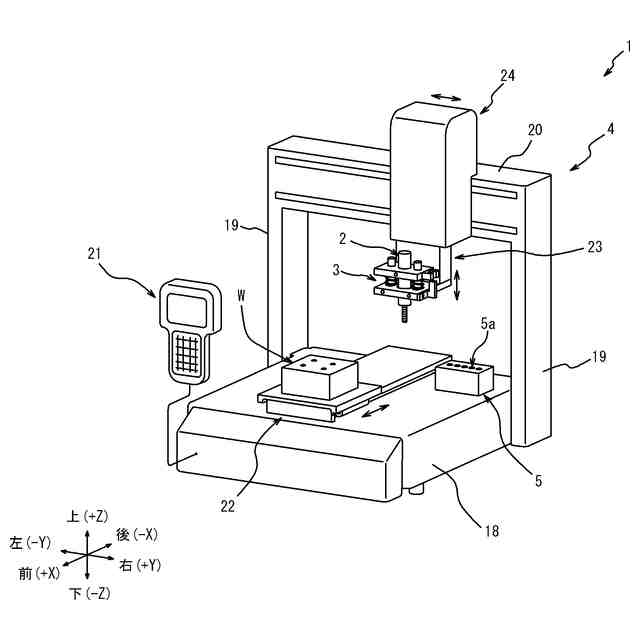
コイル状のインサートに螺合する雄ネジ部及び前記雄ネジ部を回転させる回転ドライバモータを備えるインサート挿入工具と、ワークに設けた雌ネジ部に対して前記インサート挿入工具を降下させるロボットと、前記インサート挿入工具を有する可動部と前記ロボットに保持され前記可動部を上下方向に移動可能に支持する固定部とを有するフローティング部と、を備えるインサート挿入装置であって、
前記可動部と前記固定部との距離が所定の値に達したことを検知し信号を出力する到達センサと、
前記回転ドライバモータ、及び前記到達センサに接続される制御部と、を備え、
前記制御部は、前記回転ドライバモータを回転させて前記インサートを前記雌ネジ部に螺合させる際に前記到達センサからの信号により前記可動部と前記固定部との距離が所定の値に達したことが検知されると前記回転ドライバモータの回転方向を逆転させるインサート挿入装置。
続きを表示(約 610 文字)
【請求項2】
前記制御部は、前記回転ドライバモータを回転させているときに前記到達センサからの信号により前記可動部と前記固定部との距離が所定の値に達したことが検知されると、前記ロボットを駆動させて前記インサート挿入工具を上昇させる請求項1に記載のインサート挿入装置。
【請求項3】
前記制御部は、前記インサートを前記雌ネジ部に螺合させるにあたり、前記雄ネジ部の回転速度と前記インサートのネジピッチから算出されるインサート引込み速度よりも速い速度で前記インサート挿入工具が下降するように前記ロボットを駆動させる請求項1に記載のインサート挿入装置。
【請求項4】
前記制御部は、前記インサートを前記雌ネジ部に螺合させるにあたり、前記回転ドライバモータを回転させる前に前記インサート挿入工具が下降するように前記ロボットを駆動させる請求項1に記載のインサート挿入装置。
【請求項5】
前記制御部に接続され、前記回転ドライバモータのトルクを検出する信号を出力するトルクセンサを更に備え、
前記制御部は、前記トルクセンサからの信号により前記回転ドライバモータのトルク値が所定の範囲内であって、且つ前記到達センサからの信号により前記可動部と前記固定部との距離が所定の値に達したことが検知されると前記回転ドライバモータの回転方向を逆転させる請求項1に記載のインサート挿入装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークの雌ネジ部にインサートを挿入するためのインサート挿入装置に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
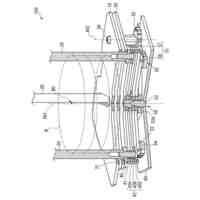
軽金属や樹脂のように比較的強度が弱い母材に対しネジによって部材を締結する場合、母材の雌ネジ部にインサートを事前に取り付けることで、ネジ締結時の母材に対する負荷を軽減し、母材の破損を防止し締結力を増加させることが可能である。例えば特許文献1には、ひし形断面の鋼線を円筒圧縮コイルバネの形状に成型してコイルの外周部に雄ネジ状の部位が設けられ内周部に雌ネジ状の部位が設けられたインサートと、このインサートを母材(ワーク)に挿入するためのインサート挿入工具が示されている。
【0003】
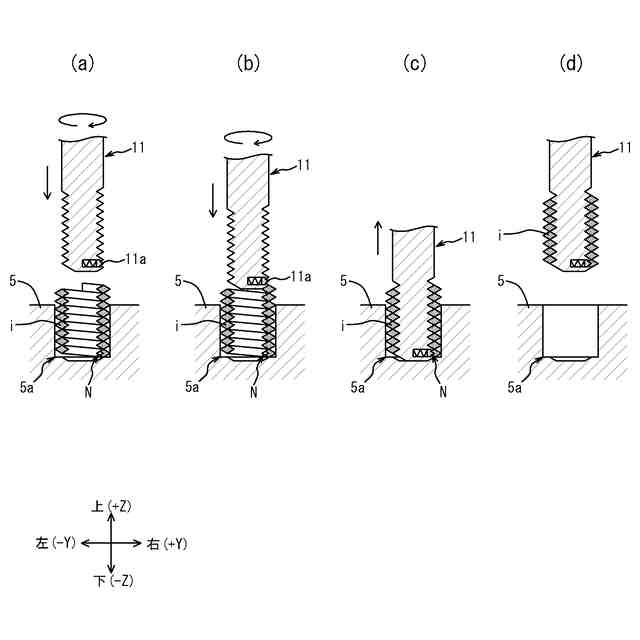
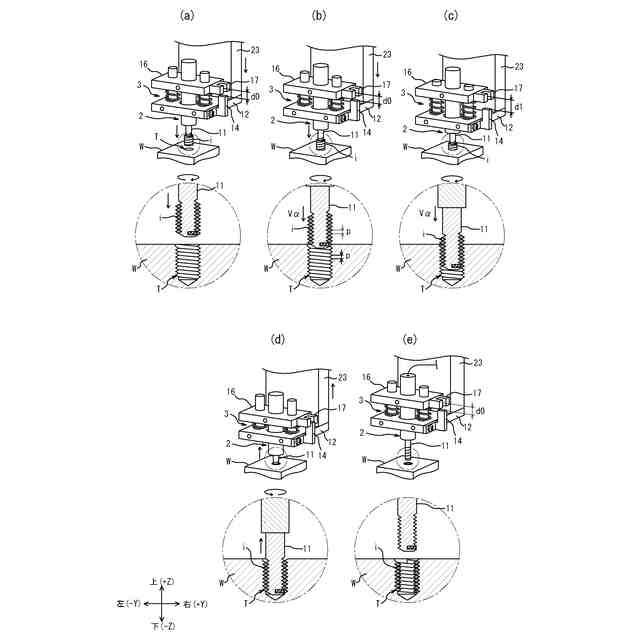
インサートをワークへ挿入する工程では、まず挿入工具の先端に位置するドライバビット(雄ネジ部)とインサートの内周部における雌ネジ状の部位を螺合させることでドライバビットとインサートが係合する。そしてその状態で挿入工具をワークへ移動させ、ワークに設けた雌ネジ部にインサートを挿入しつつ挿入工具の雄ネジ部を回転させることにより、インサートの外周部における雄ネジ状の部位をワークの雌ネジ部に螺合させる。その後はドライバビットを逆回転させて挿入工具だけをインサートから引き抜くことで、ワークへのインサートの挿入が完了する。
【0004】
このようにインサート挿入工程において、まず作業者又は作業ロボットは、挿入工具のドライバビットを回転させながらインサートに接近・接触させて両者を螺合させる。一方、インサートはネジとバネの両方の性質をもつため、過大な力を付与すると変形するおそれがある。
【0005】
このような問題に対し、インサートとドライバビットとの接触によって生じる押圧力によりインサートが変形しないよう、その押圧力を除去するフローティング部を備える装置が提案されている(例えば特許文献2を参照)。特許文献2に開示されている装置は、このようなフローティング部に加え、挿入工具が大きく移動する場合にフローティング部で発生する振動を抑制する機構も備えている。
【先行技術文献】
【特許文献】
【0006】
特公平04-038543号公報
特開2023-16391号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、インサート挿入工程においては、ワークの雌ネジ部に対してインサートを確実に所定量挿入させる必要があり、そのための技術が種々提案されている。例えば特許文献1に示された装置は、インサート挿入工程においてドライバビットに設けたストッパ(ベアリング50)をワークに接触させることにより、インサートが雌ネジ部に所定量挿入されるように構成している。しかしこの機構を利用する場合、ストッパがワークに接触することによってワークを傷つけるおそれがある。
【0008】
一方、特許文献2の装置は、同文献の図5に示されているように、作業位置を含む教示データ(ティーチングデータ)に基づきロボットを所定量駆動させることにより、インサートをワークに挿入する。すなわちこの装置は、特許文献1の如きストッパを利用するものではないため、ワークの傷付きを防止することができる。しかし、インサートをワークの雌ネジ部に挿入するにあたり、ワークの雌ネジ部におけるネジ開始部の位置(雄ネジ部がワーク表面で開口するところでのネジ溝開始位置)とインサートの雄ネジ状の部位におけるネジ開始部の位置(ワークに対向するインサートの先端部でのネジ山開始位置)は毎回同一のところにあるとは限らない。また、ワークの雌ネジ部におけるネジ開始部の位置とインサートの雄ネジ状の部位におけるネジ開始部の位置を合せた場合でも、例えば雌ネジ部やインサートの加工精度等によっては、ドライバビットが何回か回転した後にインサートと雌ネジ部が螺合し始めることがある。すなわち、教示データ通りにロボットが駆動してもインサートが雌ネジ部に対して設定値通りに挿入されないおそれがある。
【0009】
このような問題点に鑑み、本発明は、ワークを傷つけることなくインサートを精度良く挿入することができるインサート挿入装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、コイル状のインサートに螺合する雄ネジ部及び前記雄ネジ部を回転させる回転ドライバモータを備えるインサート挿入工具と、ワークに設けた雌ネジ部に対して前記インサート挿入工具を降下させるロボットと、前記インサート挿入工具を有する可動部と前記ロボットに保持され前記可動部を上下方向に移動可能に支持する固定部とを有するフローティング部と、を備えるインサート挿入装置であって、前記可動部と前記固定部との距離が所定の値に達したことを検知し信号を出力する到達センサと、前記回転ドライバモータ、及び前記到達センサに接続される制御部と、を備え、前記制御部は、前記回転ドライバモータを回転させて前記インサートを前記雌ネジ部に螺合させる際に前記到達センサからの信号により前記可動部と前記固定部との距離が所定の値に達したことが検知されると前記回転ドライバモータの回転方向を逆転させることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
株式会社北川鉄工所
回転装置
2か月前
日東精工株式会社
ねじ締め機
1日前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
3か月前
株式会社ダイヘン
溶接電源装置
29日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
16日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
1か月前
キヤノン電子株式会社
加工システム
11日前
株式会社アンド
半田付け方法
3か月前
株式会社アンド
半田付け方法
3か月前
大見工業株式会社
ドリル
24日前
株式会社トヨコー
被膜除去方法
2か月前
村田機械株式会社
レーザ加工機
2か月前
村田機械株式会社
レーザ加工機
2か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
株式会社ダイヘン
溶接装置
1か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
トヨタ自動車株式会社
溶接マスク
1か月前
株式会社不二越
ブローチ盤
5日前
有限会社 ナプラ
ソルダペースト
1か月前
株式会社ダイヘン
溶接装置
1か月前
津田駒工業株式会社
センタリングバイス
5日前
住友重機械工業株式会社
加工装置
1か月前
株式会社タマリ工業
レーザ加工装置
10日前
日東精工株式会社
はんだこて先の製造方法
2か月前
株式会社不二越
波形抽出装置
2か月前
株式会社不二越
摩耗判定装置
2か月前
村田機械株式会社
ワーク位置決め治具
1か月前
株式会社ダイヘン
溶接システム
3か月前
株式会社向洋技研
プロジェクション溶接部材
1か月前
株式会社FUJI
周辺装置制御用治具
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ