TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025099657
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023216492
出願日
2023-12-22
発明の名称
プロジェクション溶接部材
出願人
株式会社向洋技研
代理人
主分類
B23K
11/14 20060101AFI20250626BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接しようとする2つの鋼板が肉厚の厚いものでも、プロジェクションによる溶接を低コストで行うことができるプロジェクション溶接部材を提供する。
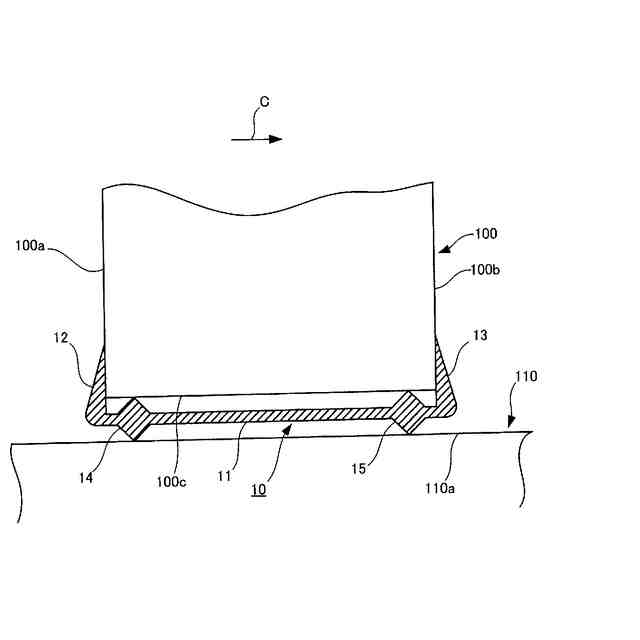
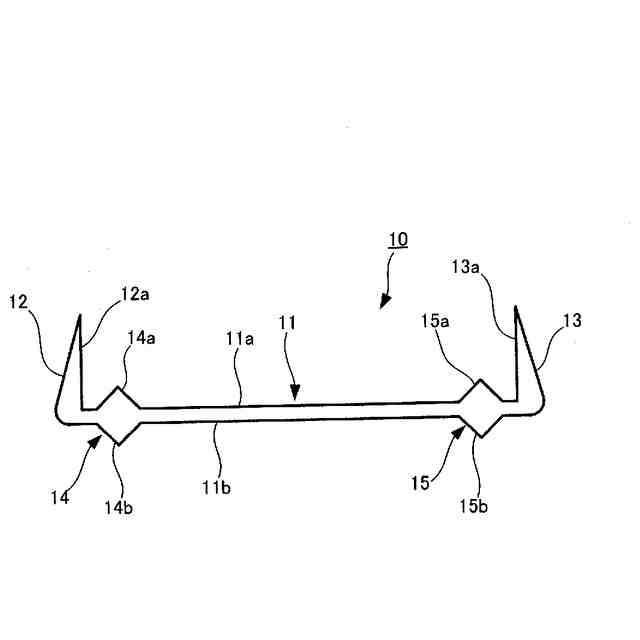
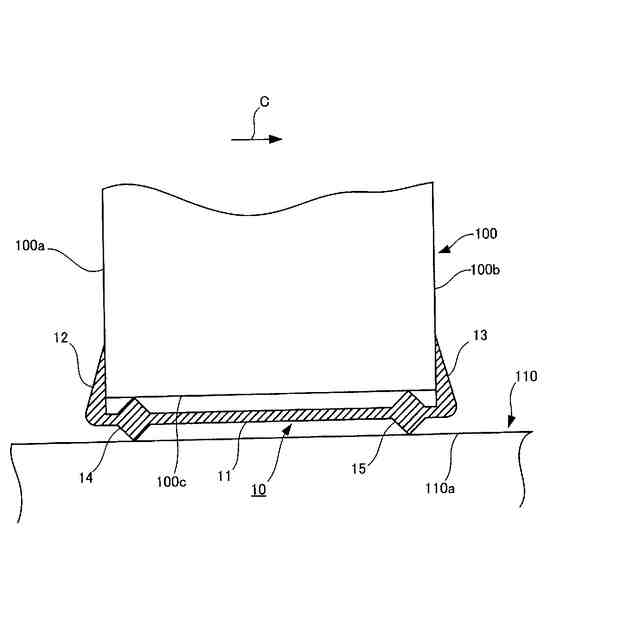
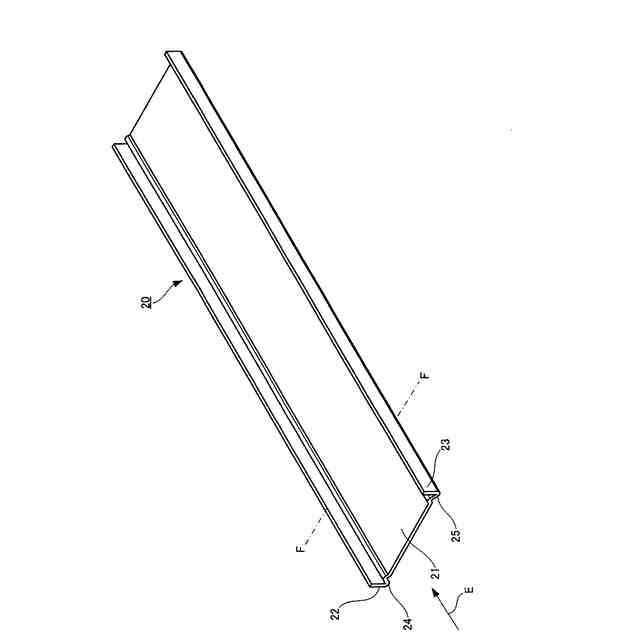
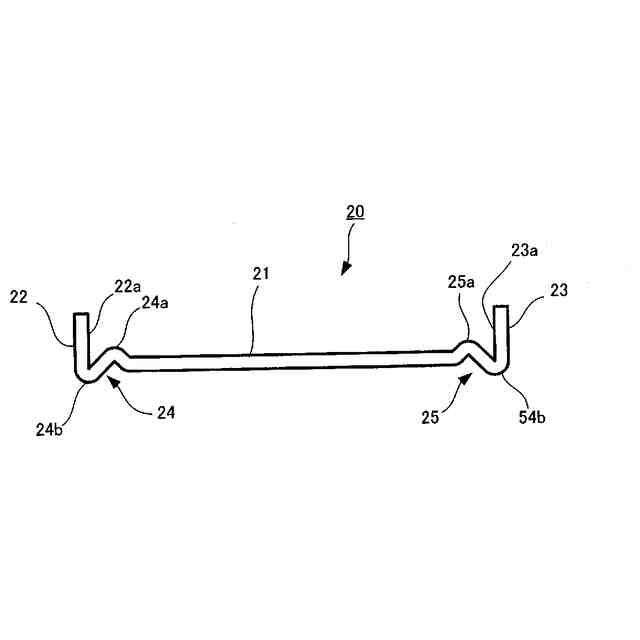
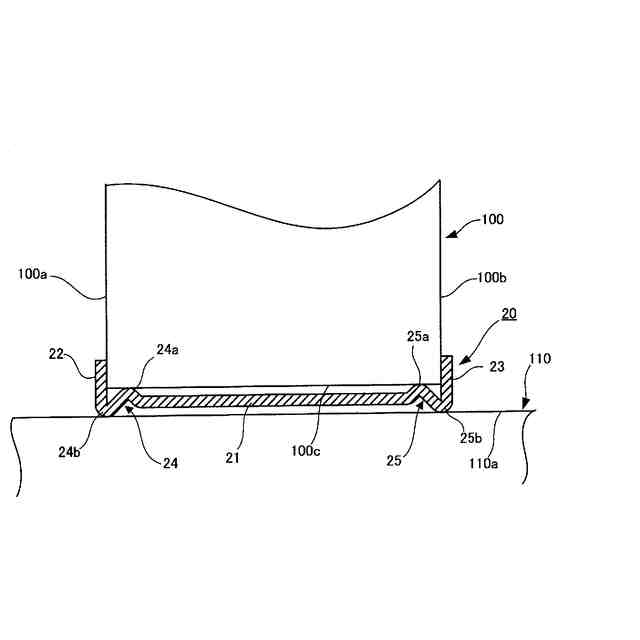
【解決手段】第1鋼板100を第2鋼板110に当てたときの接触面と略同程度の大きさの面積を有する第1接合部11と、第1鋼板100を第2鋼板110に当てたときの第1鋼板100の厚さ方向の2つの側面100a,100bの一方と接触する大きさの面積を有する第2接合部12と、第1鋼板100の厚さ方向の2つの側面100a,100bの他方と接触する大きさの面積を有する第3接合部13と、第1接合部11の第2接合部12近傍で、第1鋼板100と第2鋼板110それぞれに対して点接触する第1突起部14と、第1接合部11の第3接合部13近傍で、第1鋼板100と第2鋼板110それぞれに対して点接触する第2突起部15と、を備える。
【選択図】 図3
特許請求の範囲
【請求項1】
第1鋼板と第2鋼板を抵抗溶接にて接合するときに用いられ、
前記第1鋼板を前記第2鋼板に当てたときの接触面と略同程度の大きさの面積を有する第1接合部と、
前記第1鋼板を前記第2鋼板に当てたときの前記第1鋼板の厚さ方向の2つの側面の一方と接触する大きさの面積を有する第2接合部と、
前記第1鋼板を前記第2鋼板に当てたときの前記第1鋼板の厚さ方向の2つの側面の他方と接触する大きさの面積を有する第3接合部と、
前記第1接合部の前記第2接合部近傍に設けられ、前記第1鋼板と前記第2鋼板それぞれに対して少なくとも一カ所で接触する第1突起部と、
前記第1接合部の前記第3接合部近傍に設けられ、前記第1鋼板と前記第2鋼板それぞれに対して少なくとも一カ所で接触する第2突起部と、
を備え、前記第1接合部、前記第2接合部、前記第3接合部、前記第1突起部及び前記第2突起部は、一体形成されている、
プロジェクション溶接部材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、2枚の鋼板を重ね合わせてなる板組(被溶接物)を2つの電極で挟み、加圧しつつ通電して溶接する抵抗溶接装置に用いて好適なプロジェクション溶接部材に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
抵抗溶接装置には、2つの電極のうちの一方(下側)をテーブル形状にして固定配置し、他方(上側)をガン形状にして上下左右に移動可能に配置したテーブル式と呼ばれるものがある。この方式の抵抗溶接装置は、被溶接物をテーブル型電極とガン型電極で挟み、ガン型電極で加圧しながら通電することで溶接する。
【0003】
ところで、抵抗溶接では良好な溶接が得られるように、2枚の鋼板の一方にプロジェクションと呼ばれる突起状のものを形成することが行われている(例えば特許文献1参照)。
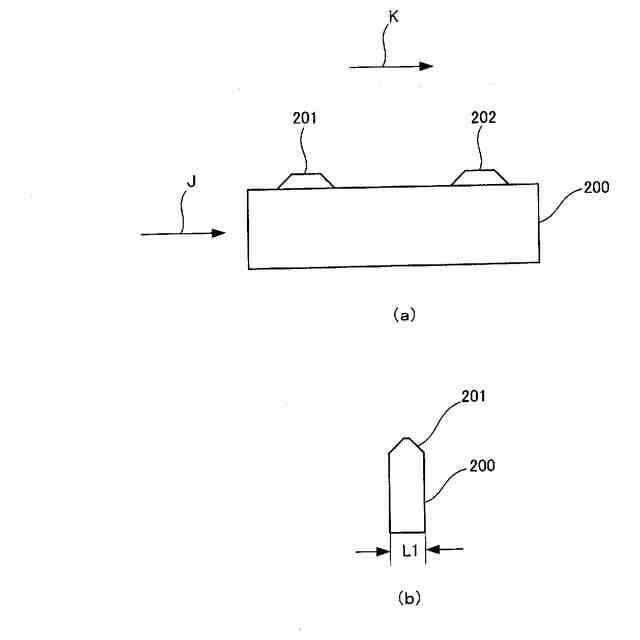
ここで、プロジェクションの一例を図7及び図8に示す。図7において、(a)は鋼板200の側面図であり、(b)は鋼板200を矢印J方向から見た図である。鋼板200には、それぞれ山形状のプロジェクション201,202が鋼板200の長手方向(矢印K方向)に離間して形成されている。
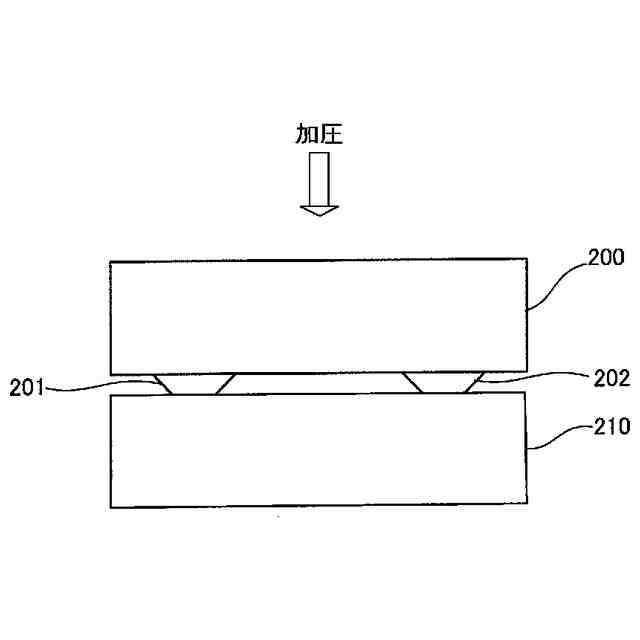
【0004】
図9は、鋼板200と鋼板210を接合するときの様子を示す図である。同図に示すように、鋼板200に形成されたプロジェクション201,202は、鋼板200と鋼板210の溶接時に、それぞれの先端が一カ所で接触する。この状態で、鋼板間に電流を供給するとともに加圧することで、プロジェクションを形成した箇所に集中して電流が流れる。これにより、プロジェクション201,202が溶解し、さらに鋼板200と鋼板210との接触面全体に亘って溶解して鋼板200と鋼板210が接合される。
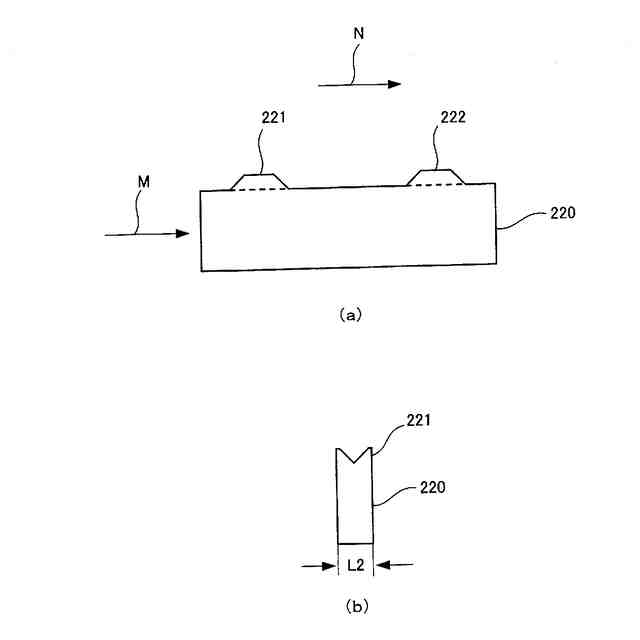
【0005】
図8において、(a)は鋼板220の側面図であり、(b)は鋼板220を矢印M方向から見た図である。鋼板220には、それぞれ断面V字状のプロジェクション221,222が鋼板220の長手方向(矢印N方向)に離間して形成されている。鋼板220に形成されたプロジェクション221,222は、他方の鋼板210(図9参照)との溶接時に、それぞれの先端が2カ所で接触する。この状態で、鋼板間に電流を供給するとともに加圧することで、プロジェクションを形成した箇所に集中して電流が流れる。これにより、プロジェクション221,222が溶解し、さらに鋼板220と鋼板210との接触面全体に亘って溶解して鋼板220と鋼板210が接合される。
【0006】
なお、上記の例は、板組の一方の鋼板にのみプロジェクションを設けたものであったが、板組の他方の鋼板にも設けたものもある(例えば特許文献2参照)。
【0007】
また、ナットにプロジェクションを設けたものや(特許文献3,4参照)、ワッシャにプロジェクションを設けたものもある(特許文献5参照)。
【先行技術文献】
【特許文献】
【0008】
特開2001-340972号公報
特開2002-103056号公報
特開2013-078784号公報
特開2004-050280号公報
特開2016-159360号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところで、鋼板にプロジェクションを形成する場合、該鋼板の肉厚が厚くなるにしたがってプロジェクションの肉厚も厚くする必要があり、プロジェクション加工に要する手間が増大していくという課題がある。因みに、近年、多品種少量生産する機会が増してきており、鋼板の肉厚に応じてプロジェクション加工を行なうとなると、プロジェクション加工に要する手間の増大は、そのままコストに反映される。なお、図7に示す鋼板200の肉厚は、同図の(b)に示すように「L1」である。また、図8に示す鋼板220の肉厚は、同図の(b)に示すように「L2」である。
【0010】
本発明は係る事情に鑑みてなされたものであり、溶接しようとする2つの鋼板が肉厚の厚いものでも、プロジェクションによる溶接を低コストで行えるプロジェクション溶接部材を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フライス盤
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
4か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
8日前
日東精工株式会社
ねじ締め機
4か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
28日前
日東精工株式会社
ねじ締め装置
3か月前
株式会社FUJI
工作機械
7日前
株式会社FUJI
工作機械
14日前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
3か月前
中国電力株式会社
養生シート
1日前
キヤノン電子株式会社
加工システム
2か月前
個人
型枠製造装置のフレーム
18日前
株式会社アンド
半田付け方法
1か月前
村田機械株式会社
レーザ加工機
4か月前
村田機械株式会社
レーザ加工機
4か月前
大見工業株式会社
ドリル
2か月前
株式会社トヨコー
被膜除去方法
4か月前
株式会社ツガミ
工作機械
1か月前
株式会社不二越
ブローチ盤
28日前
住友重機械工業株式会社
加工装置
3か月前
有限会社 ナプラ
ソルダペースト
3か月前
株式会社不二越
ブローチ盤
2か月前
トヨタ自動車株式会社
溶接マスク
3か月前
ビアメカニクス株式会社
レーザ加工装置
8日前
株式会社ダイヘン
溶接装置
3か月前
津田駒工業株式会社
センタリングバイス
2か月前
トヨタ自動車株式会社
溶接ヘッド
4か月前
ビアメカニクス株式会社
レーザ加工装置
8日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































