TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025026000
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023131316
出願日
2023-08-10
発明の名称
積層造形溶接方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/16 20060101AFI20250214BHJP(工作機械;他に分類されない金属加工)
要約
【課題】アーク溶接による積層造形溶接方法において、ビードに凹凸形状が発生することを抑制して高品質の造形物を製造すること。
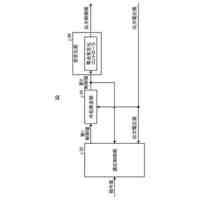
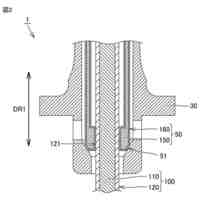
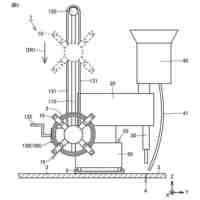
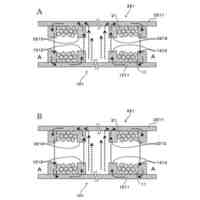
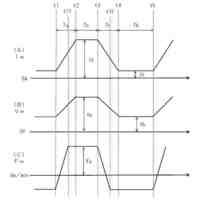
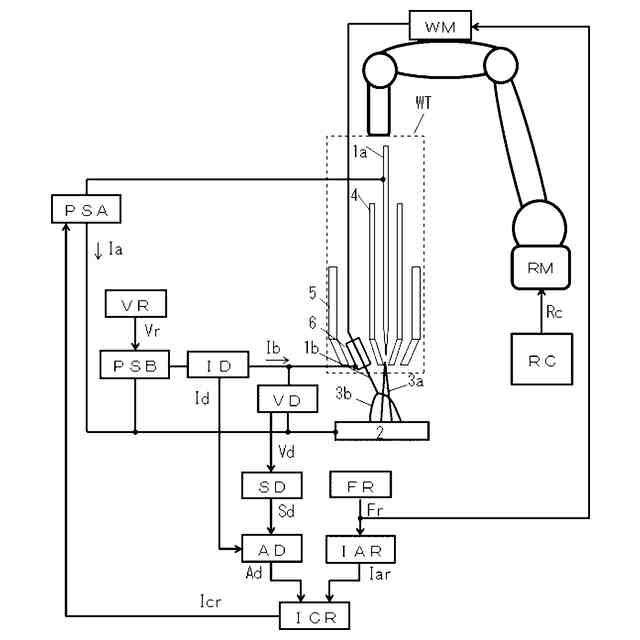
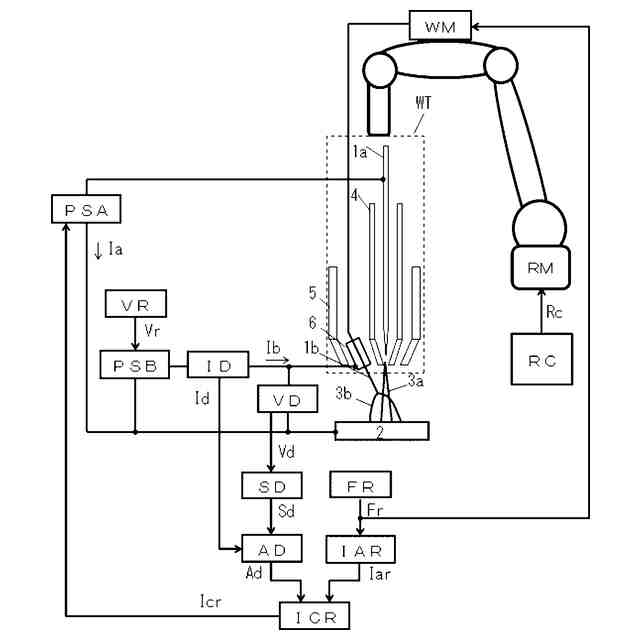
【解決手段】溶接トーチWTから送給される溶接ワイヤ1をアーク溶接によって溶融及び凝固させてビードを形成し、形成されたビードを積層させて造形物を製造する積層造形溶接方法において、アーク溶接は、先行する消耗電極アーク3b及び後行する非消耗電極アーク3aから形成される2電極アーク溶接である。消耗電極アーク3bの溶接ワイヤ1の送給速度Frを入力とする関数によって非消耗電極アーク3aの溶接電流Iaの値を算出する。
【選択図】 図1
特許請求の範囲
【請求項1】
溶接トーチから送給される溶接ワイヤをアーク溶接によって溶融及び凝固させてビードを形成し、形成された前記ビードを積層させて造形物を製造する積層造形溶接方法において、
前記アーク溶接は、先行する消耗電極アーク及び後行する非消耗電極アークから形成される2電極アーク溶接である、
ことを特徴とする積層造形溶接方法。
続きを表示(約 360 文字)
【請求項2】
前記消耗電極アークの前記溶接ワイヤの送給速度を入力とする関数によって前記非消耗電極アークの溶接電流の値を算出する、
ことを特徴とする請求項1に記載の積層造形溶接方法。
【請求項3】
前記消耗電極アークの溶接状態の安定性と相関する指標を検出し、
前記指標に基づいて前記非消耗電極アークの溶接電流の値を制御する
ことを特徴とする請求項1又は2に記載の積層造形溶接方法。
【請求項4】
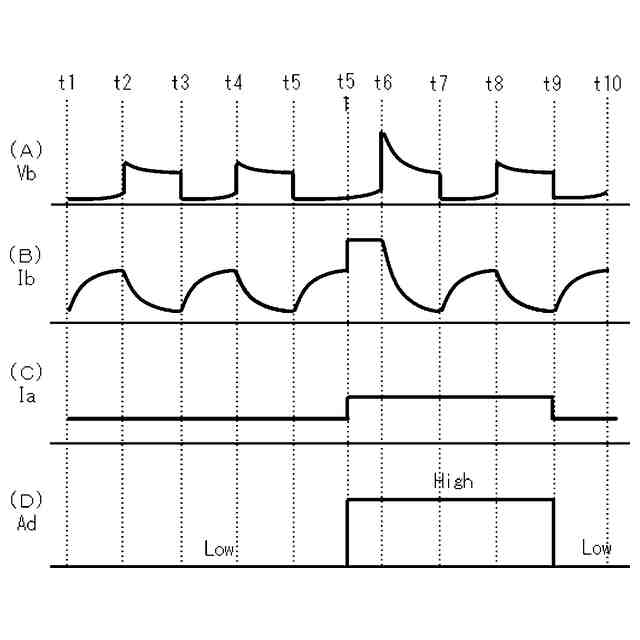
前記消耗電極アークは短絡期間及びアーク期間を繰り返す短絡移行アークであり、
前記指標は、前記短絡期間の時間長さ、前記アーク期間の時間長さ及びアーク切れの発生の少なくとも一つに基づいて検出される、
ことを特徴とする請求項3に記載の積層造形溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接トーチから送給される溶接ワイヤをアーク溶接によって溶融及び凝固させてビードを形成し、形成されたビードを積層させて造形物を製造する積層造形溶接方法に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
金属材料に対する3Dプリンタは、アーク、レーザ等の熱源によって金属ワイヤ又は金属粉体を溶融させてビードを形成し、形成されたビードを積層させて造形物を製造する。
【0003】
特許文献1の発明は、消耗電極アークを用いた積層造形溶接方法であって、ビード層を形成するビード造形工程と、ビード層の形状を計測する工程と、計測されたビード層の形状に応じてビード層を平滑にするための平滑用ビードを形成する平滑用ビード造形工程と、を備えている。
【先行技術文献】
【特許文献】
【0004】
特許第7203671号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
積層工程において、溶接状態が不安定になると、形成されるビードが凹凸形状になることが度々ある。凹凸形状は次の層の溶接によって平坦に改善される場合もあるが、ほとんどの場合は凹凸形状が改善されず、そのまま積層され外観不良になる。特許文献1の発明では、ビードの凹凸形状を計測して、凹凸形状を平坦にする工程を行う。しかし、この方法では、計測工程及び平坦工程が必要であり、作業効率が低下する。
【0006】
そこで、本発明では、アーク溶接による積層造形溶接方法において、ビードに凹凸形状が発生することを抑制して高品質の造形物を製造することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、請求項1の発明は、
溶接トーチから送給される溶接ワイヤをアーク溶接によって溶融及び凝固させてビードを形成し、形成された前記ビードを積層させて造形物を製造する積層造形溶接方法において、
前記アーク溶接は、先行する消耗電極アーク及び後行する非消耗電極アークから形成される2電極アーク溶接である、
ことを特徴とする積層造形溶接方法である。
【0008】
請求項2の発明は、
前記消耗電極アークの前記溶接ワイヤの送給速度を入力とする関数によって前記非消耗電極アークの溶接電流の値を算出する、
ことを特徴とする請求項1に記載の積層造形溶接方法である。
【0009】
請求項3の発明は、
前記消耗電極アークの溶接状態の安定性と相関する指標を検出し、
前記指標に基づいて前記非消耗電極アークの溶接電流の値を制御する
ことを特徴とする請求項1又は2に記載の積層造形溶接方法である。
【0010】
請求項4の発明は、
前記消耗電極アークは短絡期間及びアーク期間を繰り返す短絡移行アークであり、
前記指標は、前記短絡期間の時間長さ、前記アーク期間の時間長さ及びアーク切れの発生の少なくとも一つに基づいて検出される、
ことを特徴とする請求項3に記載の積層造形溶接方法である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ダイヘン
移動体
2か月前
株式会社ダイヘン
変圧器
1か月前
株式会社ダイヘン
搬送装置
2か月前
株式会社ダイヘン
溶接装置
2か月前
株式会社ダイヘン
電源装置
1か月前
株式会社ダイヘン
制御装置
1か月前
株式会社ダイヘン
給電装置
1か月前
株式会社ダイヘン
溶接装置
2か月前
株式会社ダイヘン
移動装置
10日前
株式会社ダイヘン
溶接トーチ
2か月前
株式会社ダイヘン
溶接トーチ
2か月前
株式会社ダイヘン
溶接トーチ
2か月前
株式会社ダイヘン
溶接トーチ
2か月前
株式会社ダイヘン
固相接合装置
1か月前
株式会社ダイヘン
電力変換装置
5日前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
直流電源回路
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
安定度向上装置
2か月前
株式会社ダイヘン
高周波電源装置
1か月前
株式会社ダイヘン
変換装置集積体
5日前
株式会社ダイヘン
スポット接合装置
1か月前
株式会社ダイヘン
フラックス回収装置
2か月前
株式会社ダイヘン
負荷時タップ切換器
2か月前
株式会社ダイヘン
サブマージアーク溶接機
2か月前
株式会社ダイヘン
コイル及び電力授受装置
1か月前
株式会社ダイヘン
サブマージアーク溶接機
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社ダイヘン
交流パルスアーク溶接制御方法
3日前
株式会社ダイヘン
サブマージアーク溶接制御方法
3日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ