TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025075938
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2023187468
出願日
2023-11-01
発明の名称
溶接システム
出願人
株式会社ダイヘン
代理人
個人
,
個人
主分類
B23K
9/10 20060101AFI20250508BHJP(工作機械;他に分類されない金属加工)
要約
【課題】複数の電極を用いる多電極溶接において、溶接欠陥の発生を抑制する溶接システムを提供する。
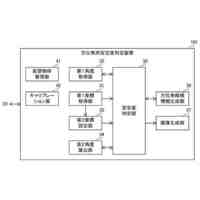
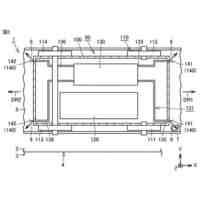
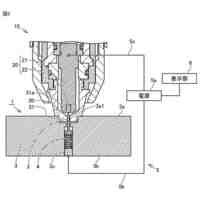
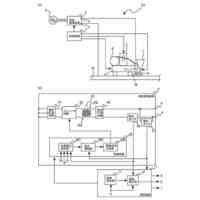
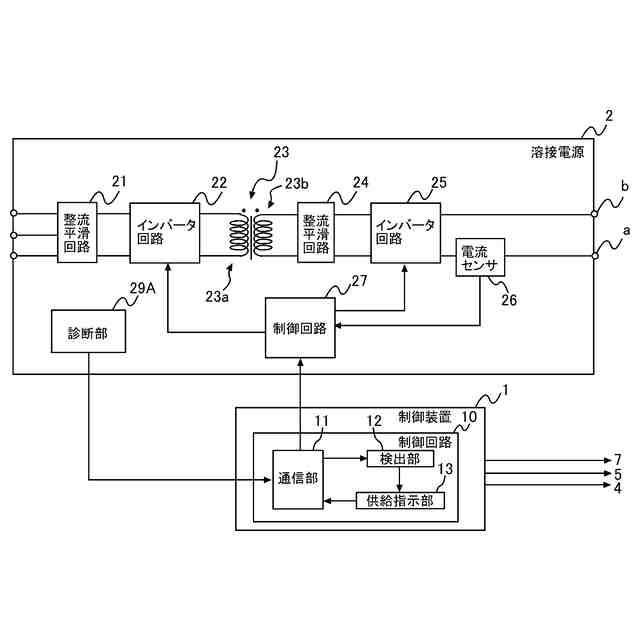
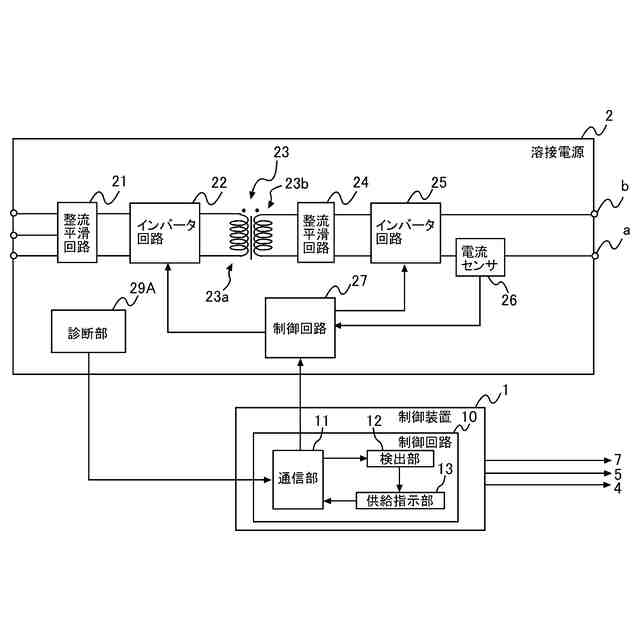
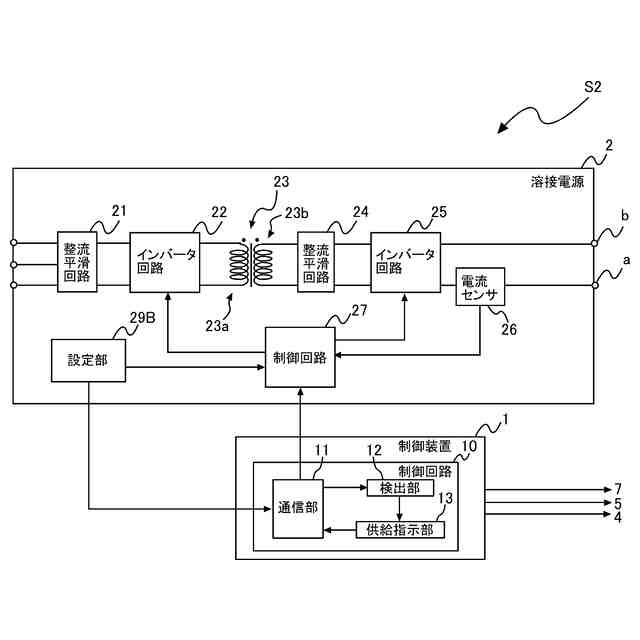
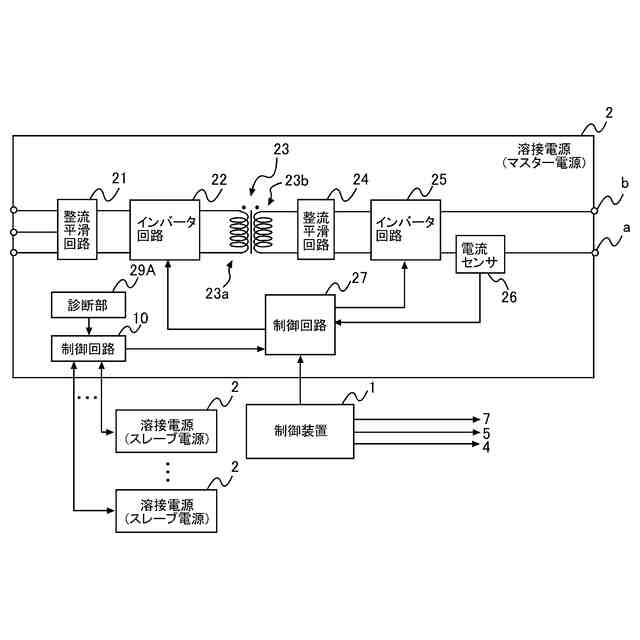
【解決手段】溶接システムS1は、共通の被溶接物に対して複数の電極を用いて溶接を行う。溶接システムS1は、複数の電極にそれぞれ個別に溶接電流を供給する複数の溶接電源2と、複数の溶接電源2の制御を行う制御回路10と、を備える。制御回路10は、複数の溶接電源2の各々との通信を行う通信部11と、複数の溶接電源2の各々との通信により、複数の溶接電源2のいずれかの異常を検出する検出部12と、検出部12が異常を検出した際、複数の溶接電源2の各々に、対応する電極への溶接電流の供給を禁止させる供給指示部13と、を含む。
【選択図】図2
特許請求の範囲
【請求項1】
共通の被溶接物に対して複数の電極を用いて溶接を行う溶接システムであって、
前記複数の電極にそれぞれ個別に溶接電流を供給する複数の溶接電源と、
前記複数の溶接電源の制御を行う制御回路と、
を備え、
前記制御回路は、前記複数の溶接電源の各々との通信を行う通信部と、前記複数の溶接電源の各々との通信により、前記複数の溶接電源のいずれかの異常を検出する検出部と、前記検出部が前記異常を検出した際、前記複数の溶接電源の各々に、対応する前記電極への溶接電流の供給を禁止させる供給指示部と、を含む、溶接システム。
続きを表示(約 640 文字)
【請求項2】
前記通信部は、前記複数の溶接電源の各々との通信により、前記複数の溶接電源の各々から故障情報を入手し、
前記検出部は、前記通信部が入手した前記故障情報から、前記複数の溶接電源のいずれか1つでも故障していることが確認された場合に、前記異常であると判断する、請求項1に記載の溶接システム。
【請求項3】
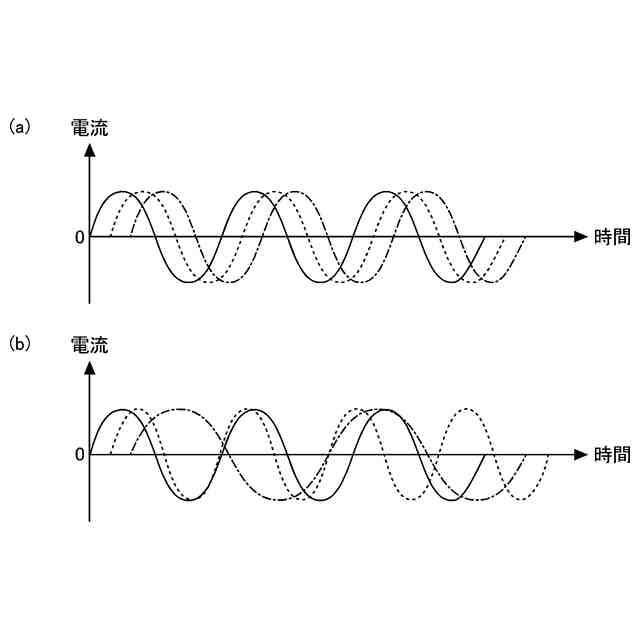
前記制御回路は、前記複数の溶接電源の各々から供給する溶接電流の位相差制御を行い、
前記通信部は、前記複数の溶接電源の各々との通信により、前記複数の溶接電源の各々の前記位相差制御の設定情報および交流周波数の設定情報を入手し、
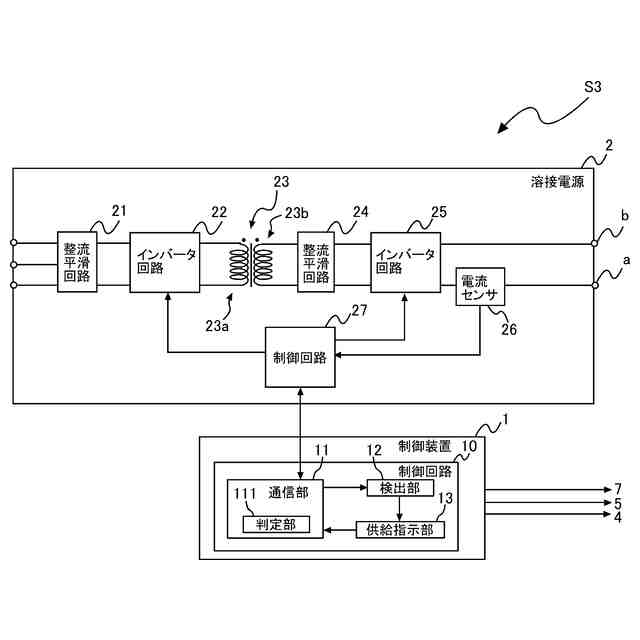
前記検出部は、前記通信部が入力した前記位相差制御の設定情報および前記交流周波数の設定情報のいずれか1つでも不備がある場合に、前記異常であると判断する、請求項1に記載の溶接システム。
【請求項4】
前記検出部は、前記通信部が前記複数の溶接電源のうちの少なくとも1つと通信できない場合に、前記異常であると判断する、請求項1に記載の溶接システム。
【請求項5】
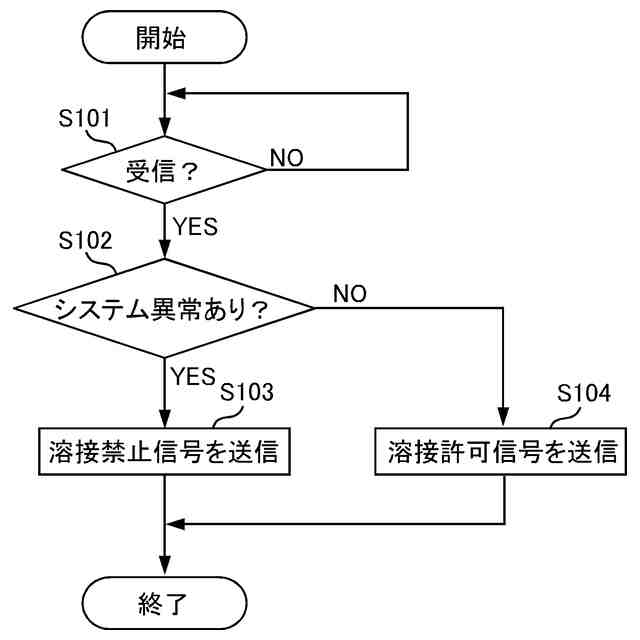
前記供給指示部は、前記検出部が前記異常を検出すると、前記通信部に、溶接電流の供給禁止を示す溶接禁止信号を前記複数の溶接電源の各々に送信させ、
前記複数の溶接電源の各々は、前記溶接禁止信号を受信した場合、対応する前記電極への溶接電流の供給を行わない、請求項1ないし請求項4のいずれかに記載の溶接システム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、溶接システムに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
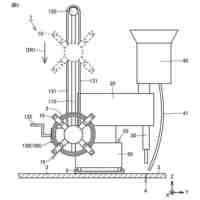
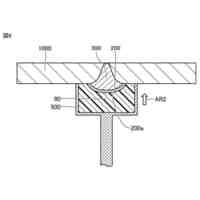
従来、共通の被溶接物に対して、複数の電極を用いて溶接を行う溶接システムが知られている。このような溶接システムの一例として、特許文献1には、サブマージ溶接において、溶接電流である交流電流の周波数を溶接条件により設定することや多電極で溶接する場合、複数の電極の交流電流に位相差を設定することが記載されている。複数の電極は、例えば、溶接方向に沿って所定の間隔を空けて並んでいる。多電極溶接の場合は、溶接実行の際、複数の電極のそれぞれでアークを発生させて、被溶接材を溶接する。
【先行技術文献】
【特許文献】
【0003】
特開2013-184181号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
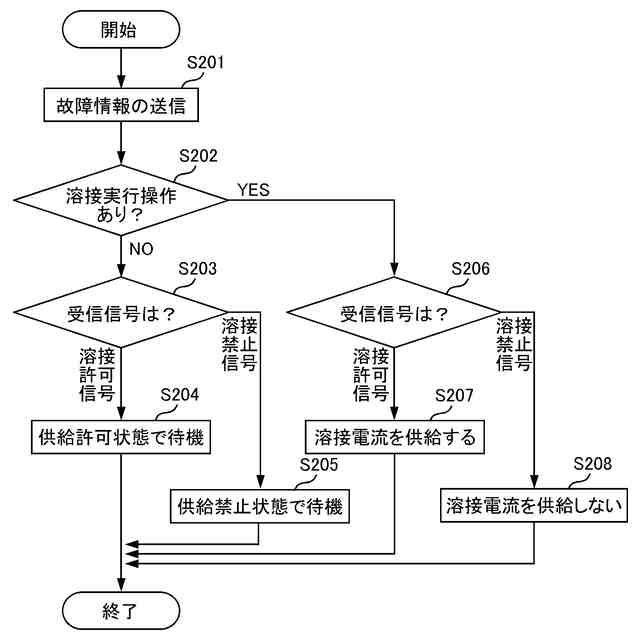
多電極溶接において、複数の溶接電源のうちの1つに異常が発生していても、作業者の溶接実行操作により、溶接が実行される。このとき、正常な溶接電源から当該溶接電源に対応する電極だけで溶接が実行されるので、このような状況での溶接では、溶接した部分に欠陥(溶接欠陥)が生じ得る。
【0005】
本開示は、上記事情に鑑みて考え出されたものであり、その目的は、複数の電極を用いる多電極溶接において、溶接欠陥の発生を抑制する溶接システムを提供することにある。
【課題を解決するための手段】
【0006】
本開示によって提供される溶接システムは、共通の被溶接物に対して複数の電極を用いて溶接を行う溶接システムであって、前記複数の電極にそれぞれ個別に溶接電流を供給する複数の溶接電源と、前記複数の溶接電源の制御を行う制御回路と、を備え、前記制御回路は、前記複数の溶接電源の各々との通信を行う通信部と、前記複数の溶接電源の各々との通信により、前記複数の溶接電源のいずれかの異常を検出する検出部と、前記検出部が前記異常を検出した際、前記複数の溶接電源の各々に、対応する前記電極への溶接電流の供給を禁止させる供給指示部と、を含む。
【0007】
前記溶接システムの好ましい実施の形態において、前記通信部は、前記複数の溶接電源の各々との通信により、前記複数の溶接電源の各々から故障情報を入手し、前記検出部は、前記通信部が入手した前記故障情報から、前記複数の溶接電源のいずれか1つでも故障していることが確認された場合に、前記異常であると判断する。
【0008】
前記溶接システムの好ましい実施の形態において、前記制御回路は、前記複数の溶接電源の各々から供給する溶接電流の位相差制御を行い、前記通信部は、前記複数の溶接電源の各々との通信により、前記複数の溶接電源の各々の前記位相差制御の設定情報および交流周波数の設定情報を入手し、前記検出部は、前記通信部が入力した前記位相差制御の設定情報および前記交流周波数の設定情報のいずれか1つでも不備がある場合に、前記異常であると判断する。
【0009】
前記溶接システムの好ましい実施の形態において、前記検出部は、前記通信部が前記複数の溶接電源のうちの少なくとも1つと通信できない場合に、前記異常であると判断する。
【0010】
前記溶接システムの好ましい実施の形態において、前記供給指示部は、前記検出部が前記異常を検出すると、前記通信部に、溶接電流の供給禁止を示す溶接禁止信号を前記複数の溶接電源の各々に送信させ、前記複数の溶接電源の各々は、前記溶接禁止信号を受信した場合、対応する前記電極への溶接電流の供給を行わない。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
変圧器
2日前
株式会社ダイヘン
溶接装置
12日前
株式会社ダイヘン
搬送装置
16日前
株式会社ダイヘン
溶接装置
12日前
株式会社ダイヘン
溶接トーチ
12日前
株式会社ダイヘン
溶接トーチ
11日前
株式会社ダイヘン
溶接トーチ
16日前
株式会社ダイヘン
溶接トーチ
12日前
株式会社ダイヘン
直流電源回路
11日前
株式会社ダイヘン
安定度向上装置
11日前
株式会社ダイヘン
高周波電源装置
2日前
株式会社ダイヘン
フラックス回収装置
10日前
株式会社ダイヘン
サブマージアーク溶接機
10日前
株式会社ダイヘン
サブマージアーク溶接機
12日前
株式会社ダイヘン
2重シールドティグ溶接方法
23日前
株式会社ダイヘン
2重シールドティグ溶接方法
23日前
株式会社ダイヘン
吸引ノズルおよびその製造方法
10日前
株式会社ダイヘン
集積構造体及びバッテリーパックの集積方法
2日前
株式会社ダイヘン
ベルト伝動機構およびこれを備えた搬送ロボット
16日前
株式会社ダイヘン
治具、および、プラズマ切断トーチの電極の寿命の確認方法
11日前
株式会社ダイヘン
サブマージアーク溶接システム、および、サブマージアーク溶接方法
12日前
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め装置
19日前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社FUJI
工作機械
23日前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
11日前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ