TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025099320
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023215892
出願日
2023-12-21
発明の名称
加工装置
出願人
住友重機械工業株式会社
代理人
個人
主分類
B23Q
17/22 20060101AFI20250626BHJP(工作機械;他に分類されない金属加工)
要約
【課題】被加工部と加工部とが接触直前であることを従来技術より良く認識させる。
【解決手段】加工装置は、被加工部に加工を及ぼす加工部と、操作者の指示に従って指示装置から送信された指示信号に基づいて、前記被加工部と前記加工部との間隔を調整する調整部と、前記被加工部及び前記加工部を撮影する撮影部と、前記撮影部により得られた前記被加工部及び前記加工部の画像を前記指示装置に送信する送信部と、前記加工部と前記被加工部との接触直前を伝達する伝達部と、を備える。
【選択図】図4B
特許請求の範囲
【請求項1】
被加工部に加工を及ぼす加工部と、
操作者の指示に従って指示装置から送信された指示信号に基づいて、前記被加工部と前記加工部との間隔を調整する調整部と、
前記被加工部及び前記加工部を撮影する撮影部と、
前記撮影部とは別の、前記加工部と前記被加工部との接触直前を伝達する伝達部と、
を備える加工装置。
続きを表示(約 690 文字)
【請求項2】
前記伝達部は、音又は光により伝達する、請求項1に記載の加工装置。
【請求項3】
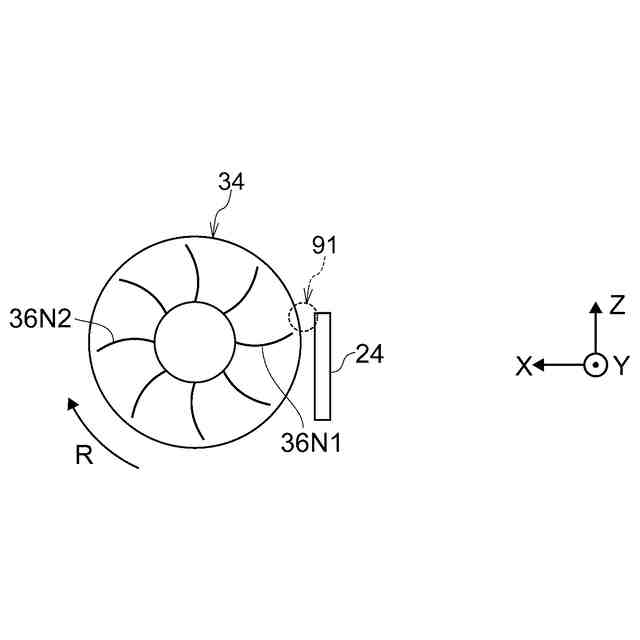
前記加工部は、回転軸に取り付けられ、前記回転軸を中心に回転する周面が前記被加工部に接触することにより、前記被加工部に加工を及ぼし、
前記伝達部は、前記加工部の回転により前記回転軸側から外側に空気が流れるように、前記回転軸又は前記加工部に取り付けられた羽根であり、
前記音は、前記羽根により流れる前記空気が前記被加工部に当たることにより生ずる風切り音である、
請求項2に記載の加工装置。
【請求項4】
前記加工部は、回転軸に取り付けられ、前記回転軸を中心に回転する周面が前記被加工部に接触することにより、前記被加工部に加工を及ぼし、
前記伝達部は、一端が前記回転軸又は前記加工部に取り付けられ且つ前記加工部が回転した状態で他端が前記周面よりも外側に位置する紐であり、
前記音は、前記紐の前記他端と前記被加工部との接触音である、
請求項2に記載の加工装置。
【請求項5】
前記被加工部との距離を計測する計測部を更に備え、
前記伝達部は、計測された前記距離に基づいて前記加工部と前記被加工部との接触直前であると判断された場合に、前記加工部と前記被加工部との接触直前であることを伝達する、
請求項1に記載の加工装置。
【請求項6】
前記伝達部は、前記操作者に直接及び前記指示装置を介した間接の少なくとも一方で、伝達する、
請求項1に記載の加工装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、加工装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
特許文献1には、ロボットの遠隔操作制御装置が開示されている。遠隔操作制御装置は、カメラにより、作業環境における対象物体の位置及び姿勢を撮影する。
【0003】
遠隔操作ロボットの場合、被加工部と加工部とを接触させて加工作業をする。この場合、被加工部と加工部とをカメラで撮影し、当該撮影により得られた画像データに基づいて表示装置に被加工部と加工部とを表示し、被加工部と加工部とが接触直前であることを操作者が確認できるようにしている。
【先行技術文献】
【特許文献】
【0004】
特開2003-311661号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、カメラの設置位置、表示装置の解像度によっては、被加工部と加工部との接触直前であることが分かりにくいことがある。また、カメラの設置数又は位置の調整を行っても、場所の制約や、死角が存在してしまうため、視野の調整では限界がある。
【0006】
本開示の技術は、上記事実に鑑み成されたもので、被加工部と加工部とが接触直前であることを従来技術より良く認識させることができる加工装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するため本開示の技術の態様の加工装置は、被加工部に加工を及ぼす加工部と、操作者の指示に従って指示装置から送信された指示信号に基づいて、前記被加工部と前記加工部との間隔を調整する調整部と、前記被加工部及び前記加工部を撮影する撮影部と、前記撮影部とは別の、前記加工部と前記被加工部との接触直前を伝達する伝達部と、を備える。
【発明の効果】
【0008】
本開示の技術は、被加工部と加工部とが接触直前であることを従来技術より良く認識させることができる。
【図面の簡単な説明】
【0009】
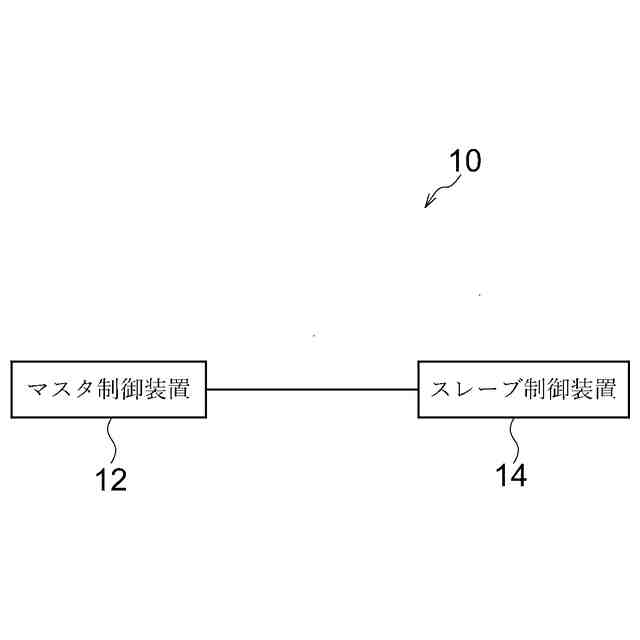
第1の実施の形態のマスタスレーブシステムの一例を示すブロック図である。
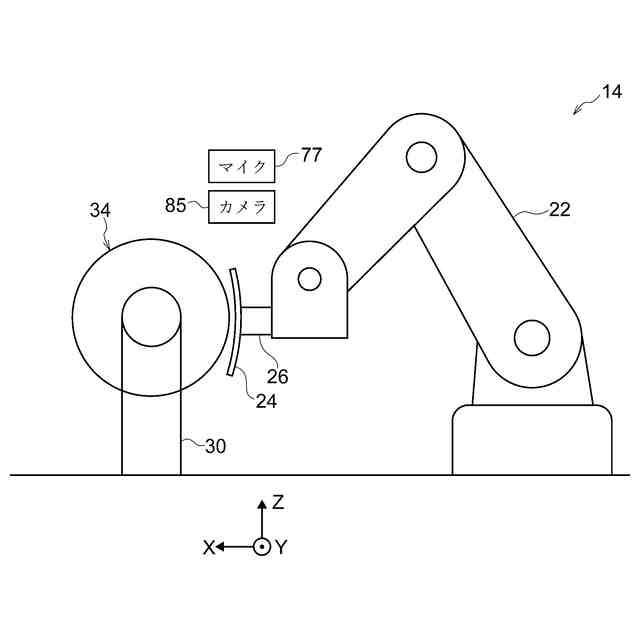
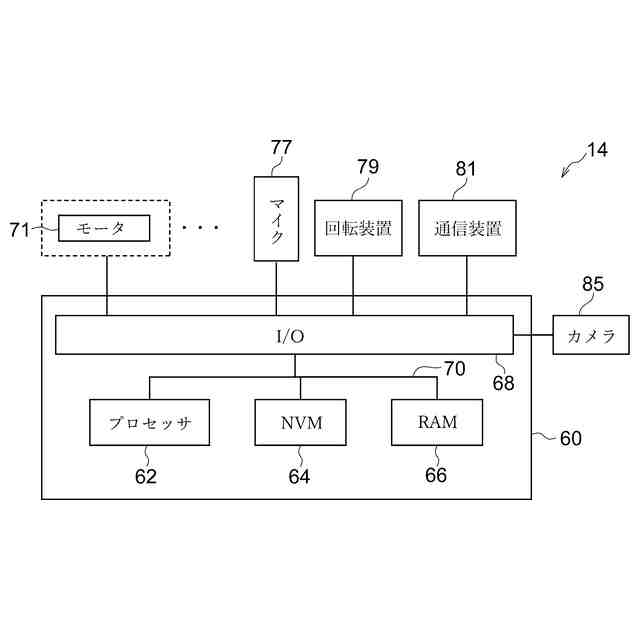
スレーブ制御装置の概略構成の一例を示す図である。
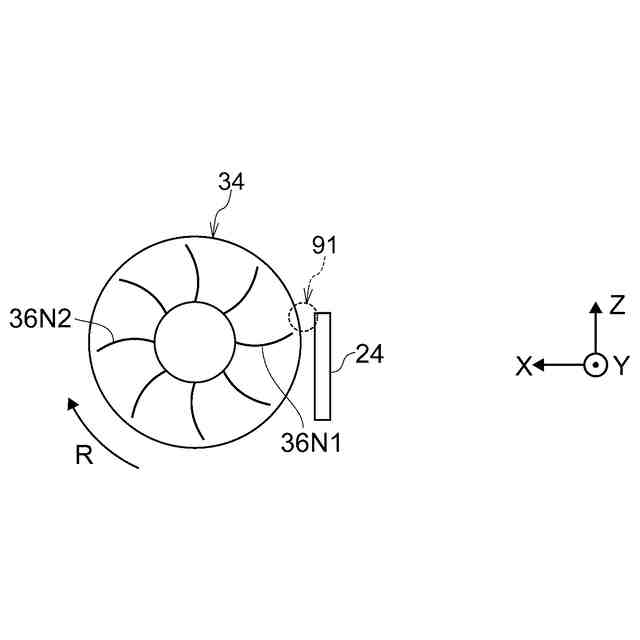
加工部の構成の一例を示す図である。
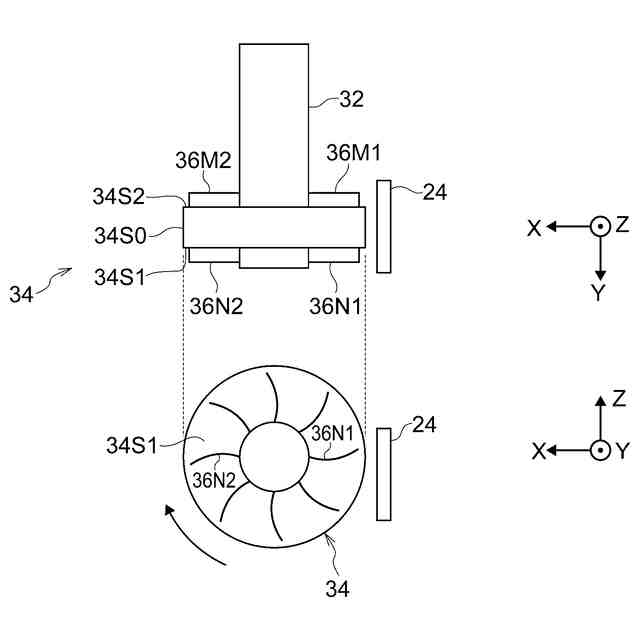
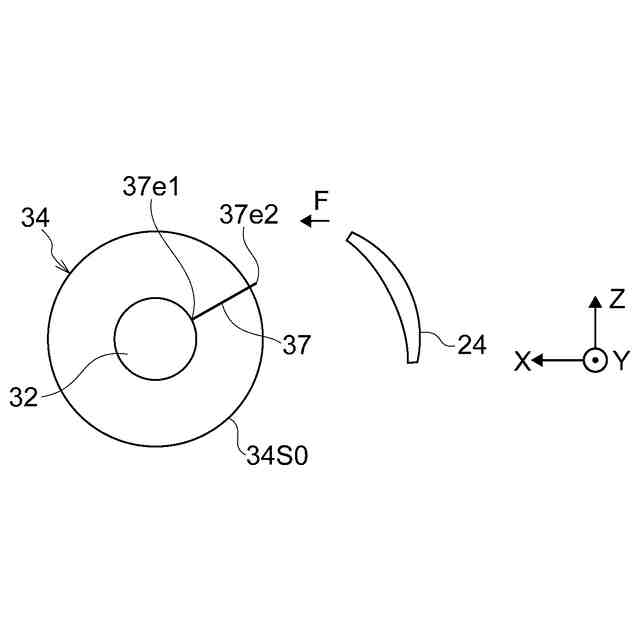
加工部と被加工部との間隔が狭くなる様子の一例を示す図である。
加工部と被加工部との接触直前の様子の一例を示す図である。
マスタ制御装置の制御系の一例を示すブロック図である。
スレーブ制御装置の制御系の一例を示すブロック図である。
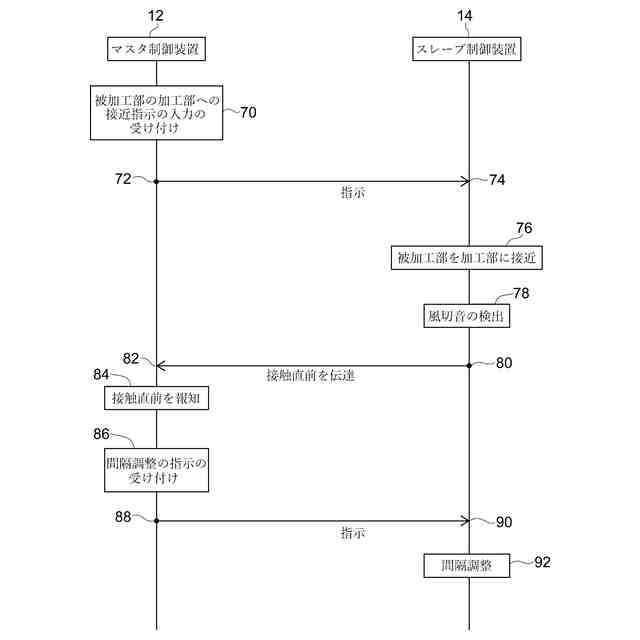
マスタスレーブシステムの処理の一例を示すタイミングチャートである。
第2の実施の形態の加工部と被加工部との間隔が狭くなる様子の一例を示す図である。
第2の実施の形態の加工部と被加工部とが接触直前である様子の一例を示す図である。
第3の実施の形態の加工部と被加工部との間隔が狭くなる様子の一例を示す図である。
第3の実施の形態の加工部と被加工部とが接触直前である様子の一例を示す図である。
【発明を実施するための形態】
【0010】
以下、図面を参照して、本開示の技術の実施の形態を説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る


 特許ウォッチ
特許ウォッチ